Материал: 2323
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Технология получения ангобированного кирпича отличается тем, что цветной состав наносят на высушенный сырец и обжигают только один раз. Само декоративное покрытие тоже другое. Ангоб, наносимый тонким слоем на поверхность керамических изделий, представляет собой смесь тонкоизмельченных глинисто-песчанистых, а также флюсных масс, в состав которых входят бой стекла, полевой шпат, мел и другие компоненты.
Для получения цветных ангоб, придающих лицевым поверхностям кирпича более светлый желто-розовый и розово-красный цвет, рекомендуется использовать в качестве одного из компонентов ту же глину, из которой вырабатывается кирпич, а другого – светложгущиеся глины. Для получения светлых тонов вплоть до белого в качестве основного компонента ангоба берут светложгущиеся глины и каолин. Добавляя в состав ангоб различные пигменты в виде красящих окислов металлов (кобальта, хрома, марганца, меди и др.), можно придавать различный цвет лицевым поверхностям кирпича.
Ангобы подготовляют сухим или мокрым способом. При сухом способе каждый из компонентов в отдельности в сухом виде подвергается тонкому помолу в шаровой или вибромельнице до требуемой тонкости помола. В соответствии с заданным составом производятся весовая дозировка компонентов и их тщательное перемешивание в сухом виде в периодически действующей шаровой мельнице. Затем готовую шихту в этой же мельнице перемешивают с водой в течение 1-2 часов и более (количество воды составляет 35-40%), после чего готовый шликер пропускают через сито с отверстиями диаметром 0,2 мм и сливают в емкость.
70
Рис. 2. Форсунка для ангобирования
Шликер самотеком по шлангу поступает в штуцер 1 форсунки, показанной на рисунке 2, а затем – в концентрически расположенные 8 отверстий диаметром 4 мм. Сжатый воздух от компрессора под давлением 2,5-3,5 кгс/см2 подается к расположенному вдоль продольной оси форсунки штуцеру 2, а затем в распылитель 3 с диаметром выходного отверстия 2,5 мм.
При выходе из отверстия воздух расширяется и увлекает за собой частицы ангобного шликера, которые вылетают в кольцевой зазор, образованный наружной стенкой распылителя и внутренней стенкой головки форсунки. Величину этого зазора можно регулировать путем вращения головки форсунки. Так как все детали форсунки разъемные, ее удобно очищать и промывать после употребления. Форсунку для покрытия ангобным шликером тычковой поверхности изделия устанавливают под углом 45° на расстоянии около 40 см от верхнего ребра и направляют по диагонали поперечного сечения бруса.
Для покрытия верхней ложковой поверхности форсунку устанавливают под углом до 30° навстречу торцовой форсунки на расстоянии до 70 см от бруса [8].
Расход ангоба в переводе на сухой материал с учетом потерь составляет примерно 0,6 кг на 1 м2 ангобируемой поверхности, или около 20 кг на 1000 шт. кирпича при покрытии тычка и ложка.
Нанесение тонкого слоя ангобной массы на свежесформованный или высушенный кирпичсырец позволяет усилить или изменить естественный цвет лицевых поверхностей кирпича, получаемого после обжига. Ангоб наносят на кирпич непосредственно при выходе глиняного бруса из мундштука пресса либо на сухой кирпич, поступающий из сушильных камер на специальный ленточный транспортер в жидком тонкораспыленном виде пульверизацией с помощью форсунок, работающих на сжатом воздухе.
Основные требования к ангобам заключаются в том, чтобы коэффициенты термического расширения ангобного слоя и основной массы кирпича максимально совпадали и достигались бы хороший контакт и высокая сцепляемость ангобного слоя с основным черепком. Необходимо, чтобы после обжига обеспечивалась достаточная прочность ангобного слоя и
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
монолитность его при отсутствии волосяных трещин, вздутий, а также достаточная устойчивость против истирания. При ангобировании высушенного кирпича целый ряд изменяющихся факторов – влажность бруса, воздушная усадка, скорость выхода бруса и пр. – не оказывает отрицательного воздействия на равномерность и надежность покрытия; кроме того, лицевые поверхности получаются более сочного и яркого цвета [5].
К внешнему виду глазурованного и ангобированного кирпича предъявляют приблизительно одинаковые требования. На цветной поверхности не должно быть наплывов и трещин, пузырьков и вздутий.
Цветной слой обоих кирпичей достаточно хрупок – вероятно, в силу этого они не слишком востребованы.
Лицевая поверхность кирпича, офактуренного сухой минеральной крошкой, имеет крупноили мелкозернистую фактуру разного цвета в зависимости от материала, из которого изготавливается крошка. Кирпич офактуривают торкретированием сухой минеральной крошки под давлением на одну или две поверхности глиняного бруса непосредственно по выходе его из мундштука пресса перед резательным аппаратом либо после него; во втором случае отрезанные изделия должны быть сближены. Расход материала на офактуривание 1000 шт. кирпича составляет с учетом отходов 50-60 л.
В качестве минеральной крошки для офактуривания применяют крупнозернистый кварцевый песок, отходы огнеупорного кирпича, фарфора и фаянса, различные топочные шлаки (отсев спекшихся фракций), некоторые естественные горные породы, отходы стекольного производства.
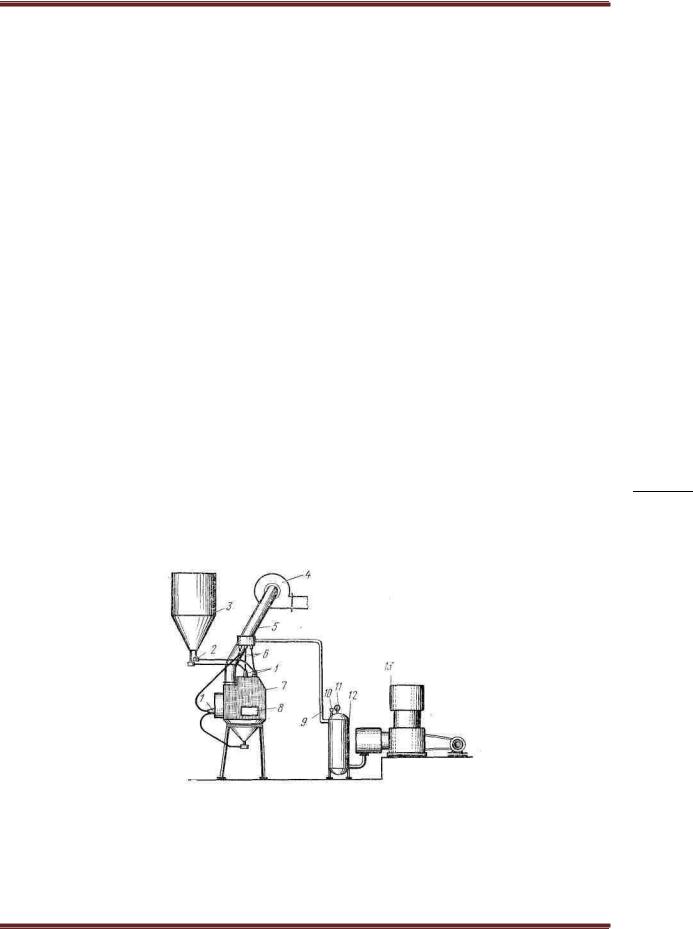
Установка для торкретирования, изображенная на рисунке 3, состоит из компрессора 13, ресивера 12 с манометром, предохранительным клапаном 10, воздухопровода 9, резиновых шлангов 6, камеры торкретирования 7 с форсунками 1 и бункера 3 для крошки с дозатором 2.
Из бункера через отверстия снизу крошка самотеком поступает через дозатор 2 по резиновым шлангам в форсунки, по другим резиновым шлангам в форсунки подают под давлением 2,5-3,0 кгс/см2 воздух.
Камера торкретирования 7 состоит из металлического защитного кожуха с отверстиями 8 для подачи и выхода глиняного бруса, для форсунок, для отсоса поступающего с крошкой 71 воздуха и удаления пыли. Внизу камеры скапливается излишняя крошка, которая автоматически возвращается в одну из форсунок, соединенную резиновым шлангом с этой камерой. Защитный кожух камеры торкретирования предохраняет рабочее место от разлетающейся крошки и предотвращает запыление помещения цеха. Пыль из камеры отсасывают вентилятором 4 через вытяжную трубу 5 за пределы цеха [8].
Рис. 3. Схема установки для офактуривания кирпича минеральной крошкой
При торкретировании материала крошкой с зернами 5-3 мм получается крупнозернистая грубошероховатая фактура, при зернах 3-1 мм – среднезернистая-шероховатая, а при 1-0,15 мм и менее – сравнительно гладкая поверхность со сплошным покрытием. При прокатке роликами, сообщающими давление на поверхность глиняного бруса, представляется возможным получать сравнительно гладкие лицевые поверхности с вкраплениями минеральной крошки или со
сплошным мелкозернистым покрытием [5]. |
http://ttc.sibadi.org/ |
Техника и технологии строительства, № 4 (8), 2016 |

ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Чем меньше зерна используемого материала, тем укрывистее и однотоннее получается фактурное покрытие поверхностей кирпича и тем сильнее маскируется естественный цвет обожженного кирпича. Чем крупнее и чище от пыли материал, тем рельефнее выступает цвет крошки на фоне керамического красного черепка, создавая своеобразный пестрый фон лицевых поверхностей кирпича с тем или иным оттенком без каких-либо заметных выцветов или темных пятен, характерных для обычного кирпича.
Необходимо отметить, что офактуренные минеральной крошкой поверхности кирпича в значительной степени предохраняют эти поверхности от образования на них трещин вследствие уменьшения интенсивности влагоотдачи.
Заключение
Развитие производства лицевого керамического кирпича широкой цветовой палитры позволит повысить качество и разнообразие облицовки жилых и гражданских зданий, улучшить архитектурный облик застройки городов, сел и поселков.
|
Библиографический список |
|
1. ГОСТ 530-2012. Кирпич и камень керамические. Общие технические условия. – Взамен ГОСТ 530- |
|
|
2007. – Введ. 2013-07-01. – М.: Стандартинформ, 2013 – 32 с. |
|
|
2. |
Альперович, И.А. Лицевой керамический кирпич объемного окрашивания в современной |
|
архитектуре / И.А. Альперович, А.В. Смирнов // Строительные материалы. – 1990. – №12. – С. 4-6. |
|
|
3. СанПиН 2.6.1.2523-09. Нормы радиационной безопасности НРБ-99/2009. – Введ. 2009-01-09. – М.: |
|
|
Стандартинформ, 2009. – 101 с. |
|
|
4. |
Альперович, И.А. Внедрение технологии производства лицевого керамического кирпича объемного |
|
окрашивания / И.А. Альперович, Г.И. Божьева, В.А. Крюков // Строительные материалы. – 1993. – |
|
|
№1 (457). – С. 2-4. |
|
|
5. |
Наумов, М.М. Технология глиняного кирпича: учебник / М.М. Наумов, И.С Кашкаев, М.А. Буз, |
|
Е.Ш. Шейман. – М.: Стройиздат, 1969. – 272 с. |
|
|
6. |
Альперович, И.А. Повышение долговечности двухслойного лицевого кирпича широкой цветовой |
|
палитры / И.А. Альперович, В.Г. Бекренев // Строительные материалы. – 1994. – №7 (475). – С. 9-12. |
|
|
7. |
Особенности производства лицевых керамических камней и кирпичей [Электронный ресурс]. – |
72 |
Режим доступа: http://msd.com. (дата обращения: 07.10.2016). |
||
8. |
Кашкаев, И.Я. Производство глиняного кирпича: учебник / И.Я. Кашкаев, Е.Ш. Шейнман. – 2-е изд., |
|
|
||
испр. и доп. – М.: Высш. школа, 1974. – 288 с. |
|
|
FACING CERAMIC BRICK
E.S. Balantaeva; E.E. Simacheva
Abstract. Describes the main types of ceramic facing brick, their advantages and disadvantages. Also examines the technology of production of dual-layer, body-colored, engobe, glazed and gunning dry mineral grit ceramic bricks.
Keywords: facing brick, ceramic, production technology, engobe, dual-layer.
Балантаева Евгения Сергеевна (Россия, Омск) – магистрант «Инженерно-строительного института» ФГБОУ ВО «СибАДИ» (644080, г. Омск, Проспект Мира, 5, e-mail: zhenya.balantaeva@mail.ru).
Симачева Эльвира Эдуардовна (Россия, Омск) – магистрант «Инженерно-строительного института» ФГБОУ ВО «СибАДИ» (644080, г. Омск, Проспект Мира, 5, e-mail: elvira.pavlenko@bk.ru).
Balantaeva Evgeniya Sergeevna (Russian Federation, Omsk) – postgraduate, FSBEI HE «SibADI» (644080, Omsk, Mira avenue, 5, e-mail: zhenya.balantaeva@mail.ru);
Simacheva Elvira Eduardovna (Russian Federation, Omsk) – postgraduate, FSBEI HE «SibADI» (644080, Omsk, Mira avenue, 5, e-mail: elvira.pavlenko@bk.ru).
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |

ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
УДК 625.7
РЕМОНТ УЛИЦ И ДОРОГ Г. ОМСКА
С.А. Герасимова, Е.В. Андреева
ФГБОУ ВО СибАДИ, Россия, г. Омск
Аннотация. Анализ состояния дорожной сети г. Омска в весенний период |
|
||
показал, что дороги на улицах нашего города находятся в плачевном состоянии. На |
|
||
покрытии наблюдается большое количество выбоин, трещин, а иногда и полное |
|
||
разрушение покрытия. В связи с этим назначается ремонт на исследуемых улицах. |
|
||
На дорогах, где площадь разрушения относительно невелика, наиболее |
|
||
эффективным является своевременное выполнение текущего ремонта, а на улицах, |
|
||
где разрушена значительная часть покрытия более эффективным является его |
|
||
полная замена по способу холодного или горячего фрезерования. |
|
||
Ключевые слова: состояние дорожной сети г. Омска, мероприятия по |
|
||
восстановлению дорог, текущий ремонт, фрезерование. |
|
|
|
Введение |
|
|
|
Автомобильная дорога – продукция, основным потребителем которой, фактически, является |
|
||
каждый житель города. Автомобилисты и пешеходы, взрослые и дети ежедневно и ежечасно |
|
||
идут или едут по маленьким и большим дорогам. От состояния дорог, зачастую, зависят наше |
|
||
здоровье, наше время в пути, а иногда и просто наше настроение. |
|
|
|
Этой весной жители г. Омскастолкнулись с крайне неприятным явлением: подтоплением улиц, |
|
||
большим количеством выбоин на проезжей части, а иногдаи полным разрушением покрытия. |
|
||
Так в чем же причины происходящего на городских дорогах? |
|
|
|
Хроническое недофинансирование дорожной отрасли прошлых лет (а это характерно |
73 |
||
практически для всех регионов России), сложные климатические |
условия нашего района – это |
||
объективные причины, которые очень сложно изменить. Последствия же этих факторов |
|
||
|
|||
катастрофические. Недостаточно полный вывоз снега и слабаяливневая канализация (замена ее |
|
||
очень дорогостоящее мероприятие!) вызвали подтопление проезжей части, и как следствие, |
|
||
лавинообразное разрушение покрытия. И даже качественно отремонтированные покрытия в прошлом |
|
||
году (а у нас есть и такие!), оказались подвержены полному водонасыщению. Последующие ночные |
|
||
понижения температуры воздуха очень быстро спровоцировали и их разрушение. |
|
||
Еще одной из причин разрушения проезжей части дорог является потеря прочностных |
|
||
характеристик материала основания с течением времени. Если разрушенное покрытие |
|
||
частично или полностью ремонтируется, то щебеночное основание дорожной одежды остается |
|
||
без внимания, так как его замена требует значительных средств. Но ведь в свое время в Омске |
|
||
нашли применение золоминеральные смеси в качестве материала основания, достойная |
|
||
замена дорогостоящего привозного щебня. И в Омске имеются примеры использования этого |
|
||
материала. При строительстве троллейбусного кольца на левом берегу Иртыша была |
|
||
выполнена укладка основания из золоминеральных смесей в два слоя, общей толщиной 38 см. |
|
||
Строительство велось на заболоченном участке. Участки находятся в эксплуатации до сих пор. |
|
||
Следует отметить, что особенностью этого материала является его свойство в течение |
|
||
длительного времени набирать прочность. В состав смеси традиционно входят: щебень 40-45%, |
|
||
песок 17-20%, золошлаковые отходы ТЭЦ 17-20%, известь 4-8%, вода. Использование |
|
||
золоминеральных смесей позволяет сократить расход щебня, тем самым уменьшая стоимость |
|
||
строительства [1]. |
|
|
|
Оценка состояния участков некоторых дорог г. Омска |
|
|
|
Прежде чем говорить о способах ремонта дорог, необходимо оценить их состояние. |
|
||
2-3 мая 2016 года нами были выполнено обследование состояния покрытия на двух дорогах |
|
||
Ленинского административного округа (ул. Блусевич, ул. Демьяна Бедного) и одной дороги |
|
||
Центрального административного округа (ул. Интернациональная). На каждой из улиц был |
|
||
произведен анализ существующих дефектов покрытия. На поверхности дорожной одежды были |
|
||
обнаружены выбоины и сетка трещин. Выбоины подразделялись на две категории: малые |
|
||
|
|
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |
|
|

ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
выбоины (диаметром от 10-30 см) и большие выбоины (ширина 15 см, длина 60, а глубина 5 см и более) (рисунки 1, 2)
Во время обследования ул. Демьяна Бедного было замечено наличие большого количества выбоин на дороге и сетки как продольных, так и поперечных трещин.
Проанализировав состояние улицы на протяжении одного километра (от пересечения с ул. 1-я Чередовая и до пересечения с ул. Алексея Полторацкого) можно сделать следующий вывод: на дороге было насчитано 86 малых и 23 больших выбоин. Следующей была обследована ул. Блусевич. На протяжении 900 м (от пересечения с ул. Вокзальная и до пересечения с ул. Байкальская) были выявлены 52 малых выбоины и 13 больших, вся поверхность покрытия также покрыта сеткой трещин.
а) |
б) |
Рис. 1. Состояние дороги:
а) на ул. Демьяна Бедного; б) на ул. Блусевич
Последним объектом проверки состояния улично-дорожной сети города Омска стала дорога |
74 |
|
Центрального административного округа – ул. Интернациональная. |
|
|
|
|
|
а) |
б) |
|
Рис. 2. Участок дороги:
а) на ул. Демьяна Бедного; б) ул. Интернациональная
На первый взгляд улица находится в хорошем состоянии, однако, при более тщательной проверке были выявлены продольные, поперечные трещины и небольшое количество выбоин. На 600 м дороги (от пересечения с ул. Красный Путь и до ул. Гагарина) были выявлены 11 малых и 2 большие выбоины. Своевременно выполненный текущий ремонт покрытия на этом участке позволит избежать дальнейшего разрушения покрытия.
В соответствии с полученными результатами состояния покрытия, дорогам были присуждены оценки в баллах по ОДН 218.0.006-2002 – табл. 5.16 (таблица 1) [2].
|
|
Техника и технологии строительства, № 4 (8), 2016 |
http://ttc.sibadi.org/ |