Материал: 203
Приложение 2
Пример решения задачи «Производственный процесс и его организация во времени»
Задача.
Определить длительность технологического и производственного циклов обработки партии деталей при разных видах движений, построить графики процесса обработки партии деталей при следующих исходных данных: величина партии деталей n = 20 шт.; величина транспортной партии р = 10 шт.; среднее межоперационное время tмо = 2 мин; режим работы – двухсменный; длительность рабочей смены tсм = 8 ч; длительность естественных процессов tе = 35 мин; технологический процесс обработки представлен в табл. 7.1.
Талица 7.1 – Технологический процесс обработки деталей
Номер |
Операция |
Количество единиц |
Норма |
|
операции |
оборудования, шт. |
времени, мин |
||
|
||||
1 |
Токарная |
1 |
3,00 |
|
2 |
Сверлильная |
1 |
1,50 |
|
3 |
Шлифовальная |
2 |
5,00 |
Решение.
1.Расчет длительности технологического цикла при последовательном виде движений предметов труда ведется по формуле (2.2)
Tтех |
3,00 |
|
1,50 |
|
5,00 |
|
|
||
20 |
|
|
|
|
|
|
|
140 мин. |
|
|
|
|
|||||||
Ц(посл) |
|
1 |
|
1 |
|
2 |
|
|
|
|
|
|
|
||||||
2.Расчет длительности производственного цикла при последовательном виде движений предметов труда ведется по формуле (2.5)
TЦпр(посл) 140 3 2 35 181 мин.
3.График длительности производственного цикла при последовательном виде движений предметов труда представлен на рис. 1.
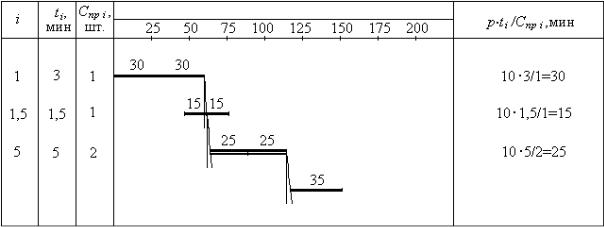
4.Расчет длительности технологического цикла при параллельном виде движений предметов труда ведется по формуле (2.3)
|
3,00 |
3,00 |
|
1,50 |
|
5,00 |
|
|
|||
Tтех |
20 10 |
|
10 |
|
|
|
|
|
|
|
100 мин. |
|
|
|
|
||||||||
Ц(пар) |
1 |
|
1 |
|
1 |
|
2 |
|
|
||
|
|
|
|
||||||||
5.Расчет длительности производственного цикла при параллельном виде движений предметов труда ведется по формуле (2.6)
TЦпр(пар) 100 3 2 35 141 мин.
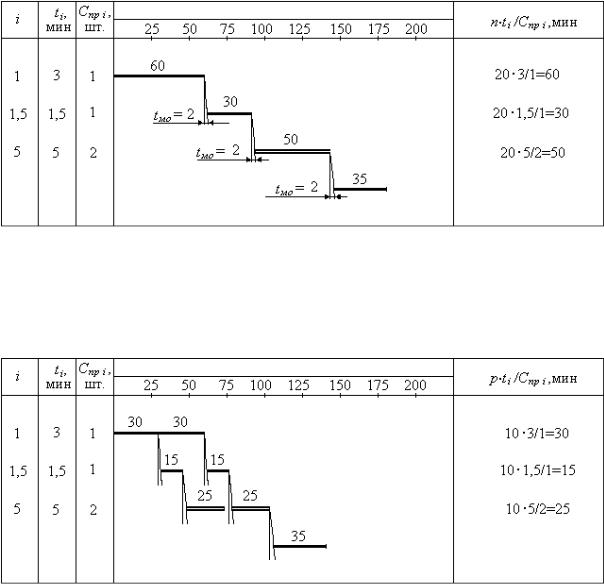
Рис. 1 – График длительности производственного цикла при последовательном виде движений
6.График длительности производственного цикла при параллельном виде движений предметов труда представлен на рис. 2.
Рис. 2 – График длительности производственного цикла при параллельном виде движений
7.Расчет длительности технологического цикла при параллельнопоследовательном движении предметов труда ведется по формуле
(2.4)
Tтех |
3,00 |
|
1,50 |
|
5,00 |
1,50 |
|
1,50 |
|
|
|||||
20 |
|
|
|
|
|
|
|
(20 10) |
|
|
|
|
|
110 мин. |
|
|
|
|
|
|
|
|
|||||||||
Ц(пп) |
|
1 |
|
1 |
|
2 |
|
1 |
|
1 |
|
|
|||
|
|
|
|
|
|||||||||||
8.Расчет длительности производственного цикла при параллельнопоследовательном движении предметов труда ведется по формуле
(2.7)
TЦпр(пп) 110 3 2 35 151 мин.
9.График длительности производственного цикла при параллельнопроизводственном движении предметов труда представлен на рис. 3. При построении графика длительности производственного цикла
при параллельно-последовательном движении предметов труда необходимо соблюдать следующие правила:
а) если продолжительность последующей операции меньше продолжительности предыдущей, то перед последующей операцией создается запас заготовок, позволяющий выполнять эту операцию непрерывно;
б) если продолжительность последующей операции больше продолжительности предыдущей, то запас заготовок перед последующей операцией не создается, транспортная партия заготовок сразу передается на следующую операцию по завершении ее обработки.
Рис. 3 – График длительности производственного цикла при параллельно-последовательном виде движений
Учебное издание
ПРОГРАММА КУРСА И
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для выполнения контрольной работы по дисциплине «Производственный менеджмент»
для студентов заочной формы обучения направления подготовки 080200.62 «Менеджмент» профиль «Производственный менеджмент»
составители: Елена Сергеевна Гришина Виталий Николаевич Иванов
***
Отпечатано в авторской редакции
***
Подписано к печати 10.01.2013 Формат 60х90 1/16. Бумага писчая Оперативный способ печати Гарнитура Times New Roman Усл. п. л. 1,6; уч.-изд. л. 1,2 Тираж 120 экз. Заказ № 6 Цена договорная
_____________________________________________________________
Отпечатано в подразделении оперативной полиграфии УМУ СибАДИ 644080, г. Омск, пр. Мира, 5.