Материал: Завод по производству газосиликатных стеновых блоков
За счет своих характеристик автоклавный бетон имеет гораздо больше способов применения. Он может использоваться, например, в армированных конструкциях: перемычках, панелях и др. Автоклавная обработка позволяет в более короткие сроки получать изделия с достаточно высокой прочностью при пониженном расходе вяжущего. Однако ячеистый бетон автоклавного твердения имеет пониженную трещиностойкость и морозостойкость, не допускает возможности монолитного строительства, очень сильно впитывает влагу, поэтому стены из такого материала должны иметь дополнительную защитную отделку.
Технологическая схема приведена на рисунке 3.5.
Рисунок 3.5 Технологическая схема производства ячеистого бетона
автоклавным способом
Обоснование выбора способа производства
В данном проекте выбран литьевой способ формования изделий, с перемешиванием смеси в виброгазобетономешалке. Помол осуществляется по сухому способу, тепловлажностная обработка блоков происходит в автоклаве, так как в качестве вяжущего используется известь. Данная технология экономически выгодна, так как не требуются затраты на приобретение высокотехнологичного оборудования для резки массива.
Технологическая схема приведена на рисунке 3.5
. Расчет состава сырьевой смеси
Режим работы предприятия
Готовой фонд рабочего времени технологического оборудования
рассчитывается по формуле:
Тф=(Тн-Тр).n.t.Ки (4.1)
где Тф - годовой фонд рабочего времени, ч;
Тн - количество рабочих суток в год, Тн=260 сут.;
Тр - длительность плановых остановок в сутках на ремонт оборудования,Тр=7;
n - количество рабочих смен, n=2;
t - продолжительность рабочей смены, t=8 час.;
Ки - коэффициент использования технологического оборудования, Ки=0,92.
Тф=(260-7).2.8.0,92=3724,16 ч
Расчет материалов на 1 м3 газосиликатного бетона и на годовую производительность завода
Подбор состава ячеистого бетона осуществляется в следующей
последовательности. Устанавливается значение отношения кремнеземистого
компонента к вяжущему в смеси “С”, которое принимается по таблица 4.1, в зависимости
от вида вяжущего и способа твердения .
Таблица 4.1 Выбор показателя “С”
|
Вид вяжущего |
Способ твердения |
|
|
|
Безавтоклавный |
Автоклавный |
|
Цементные и цементно-известковые |
0,75 ; 1 ; 1,25 |
0,75 ; 1 ; 1,5 ; 1,75 ; 2 |
|
Известковые |
- |
3 ; 3,5 ; 4 ; 4,5 ; 5,5; 6 |
|
Известково-шлаковые |
0,6 ; 0,8 ; 1 |
0,6 ; 0,8 ; 1 |
Водотвердое отношение (В/Т), обеспечивающее заданную текучесть растворной смеси с учетом температуры смеси в момент выгрузки, определяется по таблице в зависимости от величины средней плотности ячеистого бетона (rс) и вида вяжущего.
В/Т принимаем при литьевой технологии равным 0,5.
Определяем пористость бетонной смеси, которая должна быть создана
порообразователем для получения ячеистого бетона заданной rс и В/Т :
Пр = 1 - rср(Vуд
+ В/Т)/ Кс , (4.2)
где rс - плотность бетона в высушенном состоянии, (т/м3) ; rср=0,6 кг/л;
Кс - коэффициент увеличения массы в результате твердения за
счет химически связанной воды; Кс=1,1;
Vуд - удельный объем сухой смеси определяется опытным путем,
В качестве вяжущего используется известь, а в качестве кремнеземистого компонента используется песок, следовательно Vуд=0,38кг/л;
Пр=1- 0,6.(0,38+0,5)/1,1=43%
Расход материалов на 1 м3:
Расход порообразователя определяется по формуле:
РП = (Пр.V) /(a× К), (4.3)
где a - коэффициент использования порообразователя (0.85);
V - заданный объем ячеистого бетона, л;
k - коэффициент выхода пор. Это отношение объема пор к массе
порообразователя, К=Пр/Рп для расчетов принимают при использовании Al - пудры 1390 л/кг;
РП=(1000.0,429)/(0,85.1390)=0,363 кг
На практике количество газообразователя увеличивают на 40%.
Расход сухих компонентов на замес:
Рсух. = rс.V/ Кс . (4.4)
где rс- заданная средняя плотность газобетона, г/см3заданный объем ячеистого бетона, м3;
Рсух=0,6*1000/1,1=545,45 кг
Расход вяжущего:
Рвяж = Рсух. /(1+С) (4.5)
где С - отношение кремнеземистого компонента к вяжущему в смеси (С=4).
Рвяж=545,45/(1+4)=109,09 кг
Расход извести:
Ри=Рвяж.(1-n) (4.6)
Риф=(Ри/Аф).100 (4.7)
где Ри - масса извести, содержащей 100% СаО, кг;
Риф - масса извести с фактическим содержанием СаО, кг;
Аф - фактическое содержание СаО в извести (активность), %.
Риф=(109,09/80).100=136,36 кг
Расход песка:
Рп =Рсух.- (Рвяж +Риф) (4.8)
Рп=545,45-(109,09+136,36)=300 кг
Расход воды:
Рв = Рсух.В/Т, (4.9)
Рв=545,45.0,5=272,73 л
Масса гипса равняется 3,5% от массы вяжущего Рг=109,09.0,035=3,82 кг.
Расход материалов на 1 м3 газобетона приведен в таблица 4.1.
Таблица 4.1Расход материалов на 1 м3 газобетона
|
Наименование материала |
Единицы измерения |
Расход на 1 м3 |
|
Известь Песок Гипс Алюминевая пудра Вода Сульфанол |
кг кг кг кг л кг |
136,36 300 3,82 0,363 272,73 0,1 |
. Расчет материального потока
Для расчета материального производственного потока уточняем деление производственного процесса на технологические зоны и нормы неизбежных потерь материалов по зонам.
Зона 1: транспортно - сырьевой участок, потери песка 2%.
Зона 2: склады сырья, потери песка 2%, извести 1%, гипса 1%, алюминиевой пудры 0,5%.
Зона 3: бетоносмесительный узел, потери газобетонной смеси 1%.
Зона 4: формовочная линия, потери газобетонной смеси 0,5%.
Зона 5: участок ТВО и доводки изделий, потери 0,5%.
Зона 6: склад готовой продукции, потери 0,5%.
Производительность технологических переделов, м3/год:
газобетонный автоклавный обработка сырье
Пn=Пn+1/(1-Qn/100)
(5.1)
где Пп - производительность в зоне n, м3/год;
Пп+1 - производительность в зоне, следующей за рассчитываемой (для зоны 6: П6+1=Пзавод, м3/год;
Qп - производственные потери в зоне, %.
Потребность в материалах подсчитывается по формулам:
Р=(Пi.М)/(1-Qi/100) (5.2)
где Р - фактическая потребность в материалах, кг;
Пi - производительность в данной зоне;
М - расход материала на 1 м3 газосиликатного бетона, кг;
Qi - потери компонента в данной зоне, %.
Суточные (м3/сут) и часовые (м3/ч) производительности в зонах
рассчитываются по формулам:
Псут=Пп/((Тн-Тр)*Ки) (5.3)
Пч=Пп/Тф (5.4)
где Тн - нормальное количество рабочих суток в году, Тн=260 сут;
Тр - длительность плановых остановок на ремонт, Тр=7 сут;
Тф - годовой фонд рабочего времени оборудования, Тф=3724,16 ч;
Ки - коэффициент использования технологического оборудования, Ки=0,92.
Результаты расчетов материалов на проектную производительность с учетом
режима работы предприятия с технологическими потерями приведены в таблица 5.1.
Таблица 5.1Материально-производственный поток
|
№ п/п |
№ зоны |
Передел |
Потери,% |
Ед.изм. |
Потребность в материалах |
|||
|
|
|
|
|
|
год |
сутки |
час |
|
|
1 |
0 |
Реализация стеновых блоков |
0 |
м3 |
30000 |
128,89 |
8,05 |
|
|
2 |
6 |
Склад готовой продукции |
0,5 |
м3 |
30150 |
129,53 |
8,1 |
|
|
3 |
5 |
Термообработка |
0,5 |
м3 |
30300 |
130,18 |
8,14 |
|
|
4 |
4 |
Формовочная линия цеха |
0,5 |
м3 |
30452 |
130,83 |
8,18 |
|
|
5 |
3 |
Массозаготовительное отделение |
1,0 |
м3 |
30757 |
132,14 |
8,26 |
|
|
6 |
2 |
Склад сырья: Песок Известь Гипс Алюминевая пудра Сульфанол |
2,0 1,0 1,0 0,5 0,1 |
м3 т т т кг |
9910,7 4459,2 1250,2 11,81 3,3 |
38,12 17,15 4,8 0,045 0,013 |
1,59 0,72 0,2 0,002 5,3*10-4 |
|
|
7 |
1 |
Транспорто-сырьевой уч-ок: Песок Известь Гипс Алюминевая пудра Сульфанол |
2,0 1,0 1,0 0,5 0,1 |
м3 т т т кг |
10432,3 4694,0 1314,9 13,02 3,5 |
40,12 18,05 5,06 0,05 0,0134 |
1,67 0,75 0,21 0,002 5,6*10-4 |
|
. Расчет технологического оборудования
Оборудование для помола сырьевых материалов
Для сухого совместного помола 20% песка и извести, а также для помола песка применяем шаровую мельницу 0,9×1,8 м, СМ-6007.
Шаровая мельница 0,9×1,8 м:
Производительность, т/ч 5,4
Номинальный рабочий объем, м3 0,9
Частота вращения мельницы, об/мин 39
Мощность, кВт 22
Загрузка мелющими телами, т 1,7
Количество мельниц определяется по формуле:
n=Ппотр/(Ппасп.Ки)
(6.1)
где Ппотр - потребная производительность данного передела, т/ч;
Ппасп - паспортная производительность данного технологического
оборудования, т/ч;
Ки - коэффициент использования технологической машины.
Для совместного помола извести и песка:
n=2,31/(5,4.0,9)=0,48 шт
Принимаем к установке 1 мельницу СМ-6007.
Выбор и расчет газобетономешалки
Для приготовления ячеистой массы принимаем виброгазобетономешалку СМС-40Б.
Характеристика виброгазобетономешалка СМС-40Б:
Рабочий объем, м3 5
Внутренний диаметр корпуса, мм 2200
Амплитуда колебаний, мм 0,45
Скорость передвижения, м/мин:
Рабочая 10
Транспортная 15
Количество газомешалок определяем по формуле:
N=(Q.j.К)/(V.Тф.Квсп.n) (6.2)
где Q - годовая производительность предприятия, м3;
К - коэффициент учитывающий потери, К=1,2;
j - коэффициент резерва производства, j=1,05;
V - объем газобетономешалки, V=5 м3;
Тф - нормативный годовой фонд рабочего времени технологического оборудования, ч;
Квсп - коэффициент вспучивания массы;
Квсп=1000/(Vв+Vи+Vп+Vг+В)
(6.3)
Квсп=1000/(109,09/1,3+136,36/1,2+3,82/1,5+300/1,65+272,73)=1,53
N -
количество рейсов газобетономешалки в час
N=60/(2.(lmax/5)+tз) (6.4)
где lmax - максимальный пробег газобетономешалки по цеху, м;
n=60/(2.(40/5)+6)=2,72
N=(30757.1,05.1,2)/(4.3724,17.1,53.2,72)=0,62 шт
Принимаем 1 газобетономешалку СМС-40Б.
Расчет емкости шламбассейна
Для корректировки обратного шлама, получающегося от срезки горбушки, применяем шламбассейн высотой 2,5 м и диаметром 2,5 м.
Объем данного щламбассейна:
б=П*R2*H=3.14*1,252*2,5=12,27 м3 (6.5)
Принимаем два шламбассейна: один для основного шлама, второй для корректировки обратного шлама получаемого после срезки горбушки.
Расчет автоклава
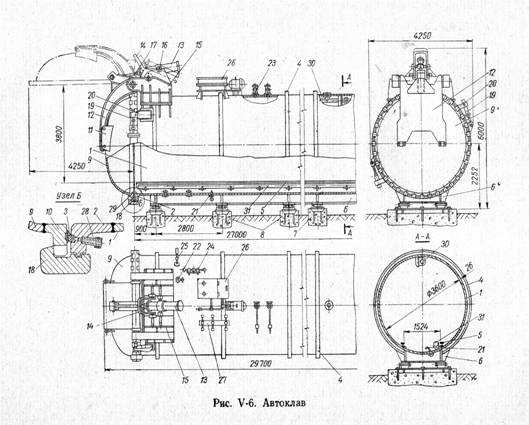
Рисунок 6.1. Схема автоклава
Характеристики автоклава СМ 1268
Диаметр 3,6м;
Длина 20м;
Давление пара 0,8МПа(1750С)
В автоклав по длине входит 3 формы размером 6,28 м, по высоте входит 6 форм высотой 0,45 м, следовательно в автоклав входит 18 форм с изделиями.
Vизд.= 0,1015м3, Vизд в поддоне= 6,09 м3, Vизд в автоклаве= 109,62 м3. Суточная производительность составляет 130,18, следовательно необходимо ставить 2 автоклава.
Принимаем
2 автоклава СМ 1268
Расчет металлических форм:
Размеры форм определяются по формулам:
ф=n.lи+2.Δlф; (6.7)
вф=n1*ви+2*Δвф; (6.8)ф=n2*hи+Δhф;
(6.9)
где lи, ви, hи - соответственно длина, ширина, высота изделия, м;
Δlф, Δвф - соответственно ширина торцевого и бокового борта, м;
Δhф - высота поддона, м;
n, n1, n2 - количество изделий формуемых в одной форме соответственно по длине, ширине, высоте формы.
Принимаем ширину торцевого борта, бокового борта и высоту поддона равными 1,4 см.
lф=10.0,625+2.0,14=6,28 м;
вф=6.0,25+2.0,14= 1,78 м;
hф=1.0,2+0,2=0,4 м.
Потребность цеха в металлических формах:
Nф=(Пг.Крф)/Трф.Vи.Коф.Кио) (6.10)
где Пг - требуемая годовая производительность завода, м3;
Трф - фактическое рабочее время работы данной линии, Трф=233 сут;
Крф - коэффициент запаса форм, Крф=1,1;
Коф - коэффициент оборачиваемости форм в сутки, Коф=1;
Кио - коэффициент использования оборудования, Кио=0,97.
Nф=(30000.1,1)/(233.2,43.1.0,97)=50 шт
Принимаем 50 формы.
Высоту заливки форм газобетонной массой определяем по формуле:
hз=Кг.h0.(rс/rр) (6.11)
где Кг - коэффициент, учитывающий высоту горбушки, Кг=1,1;
h0 - высота формы, см;
rс,rр - плотность соответственно готовых изделий в сухом состоянии и раствора, кг/м3.
hз=1,1.30.(600/1400)=14,1 см
Расчет складов:
Склад песка:
сп=Псут.n.Кз (6.12)
где Псут - суточная потребность завода в песке, м3;
Кз - коэффициент заполнения емкости склада, Кз=0,9;
Vсп=40,12.8.0,9= 288,86м3
Для складирования песка выбираем склад полубункерный закрытого типа, вместимостью 400 м3.
Объем бункера песка рассчитываем по формуле:
Vбп=(1,59.8)/(0,8.1.1,65)=9,64 м3
Для складирования песка на 8 часов принимаем 1 бункер вместимостью 10м3.
Склад гипса:
Vсг=Псут.n.Кз (6.13)
где Псут - суточная потребность завода в гипсе, т;
Vг=4,8.8.1,2=46,08 т
Принимаем 1 силос вместительностью 50т.
Объем бункера гипса рассчитываем по формуле:
Vбг=(0,2.8)/(0,8.1.1,5)=1,33 м3
Для запаса гипса на 8 часов принимаем 1 бункер вместимостью 1,5 м3.
Склад извести:
и=Псут·n·Kз (6.14)
где Псут- суточная потребность завода в извести, т;
Vи= 17,15·8·0,95=130,34 т
Для складирования извести выбираем склад полубункер закрытого типа, вместимостью 300т.
Объем бункера извести рассчитываем по формуле:
Vбп=(0,72.8)/(0,8.1.1,65)=4,36 м3
Для складирования песка на 8 часов принимаем 1 бункер вместимостью 5м3.
Склад готовой продукции:
Площадь склада готовой продукции рассчитывается по формуле:
А=Qсут.Ткр.К1.К2/Qи (6.14)
где Qсут - объем изделий, поступающих на склад в сутки, м3;
Ткр - запас готовых изделий на складе, Ткр=12 сут;
К1 - коэффициент, учитывающий проходы между поддонами блоков,
К1=1,5;
К2 - коэффициент, учитывающий площадь для путей выкатных тележек, К2=1,3;