Материал: Завод по производству газосиликатных стеновых блоков
Завод по производству газосиликатных стеновых блоков
Новосибирский Государственный Архитектурно-Строительный Университет
(СИБСТРИН)
Кафедра строительных материалов и
специальных технологий
Курсовой проект
по дисциплине: “Технология стеновых материала”
Тема: “Завод по производству газосиликатных стеновых блоков”
Пгод=30 тыс.м3/год
Студент 461гр.
Кухтерин Д.В.
Руководитель проекта
Ершова С.Г.
Новосибирск 2010
Содержание
Введение
1. Номенклатура продукции
2. Требования к сырью
. Вариантное проектирование
. Расчет состава сырьевой смеси
. Расчет материального потока
. Технологическое оборудование
. Описание технологии производства
. Контроль качества
. Техника безопасности
Список используемой литературы
Введение
Сегодня на строительном рынке газосиликатные блоки пользуются большой популярностью. Из них можно возвести как жилые дома, так и гаражи и другие виды нежилых и производственных помещений. Основные характеристики, которыми газосиликатные блоки отличаются от других стеновых материалов, - это экологичность, безопасность, повышенная прочность, теплопроводность и отличные изоляционные качества.
Сегодня на рынке газосиликатные блоки предлагают купить многие производители современных строительных материалов. Можно приобрести газосиликатные блоки для строительства загородного дома, частной гостиницы или небольшого производственного цеха.
Особенность производства газосиликатных блоков состоит в том, что оно позволяет обеспечивать исключительно строгие геометрические пропорции. Так, например, отклонение в размерах от нормативов газосиликатных блоков составляет не более 3 мм. Для строительных работ такие газосиликатные блоки - это возможность смонтировать идеально ровную конструкцию с аккуратными швами между каждой парой газосиликатных блоков. Газосиликатные блоки укладываются на поверхность с предварительно нанесенным клеем - это техническое решение позволяет не только быстро возвести здание, но и уменьшает размеры швов между газосиликатными блоками, через которые в помещение проникает холодный воздух с улицы.
Газосиликатные блоки могут использоваться одновременно с перекрытиями из железобетона. Это придает зданию, для монтажа которого использовались газосиликатные блоки, повышенную прочность, надежность конструкции, и ее долговечность. При этом немаловажно, что газосиликатные блоки имеют небольшой удельный вес - это позволяет снизить нагрузку на фундамент дома из газосиликатных блоков.
Еще одно полезное качество, которым газосиликатные блоки отличаются от других стеновых материалов, - это паропроницаемость. Можно сказать, что структура газосиликатных блоков «дышит», т.е. блоки позволяют воздуху в помещении быть всегда свежим и богатым кислородом.
Газосиликатные блоки - новое слово в строительстве зданий и сооружений.
Полезные свойства, которыми отличаются газосиликатные блоки, уже смогли оценить
те, кто предпочел их остальным строительным материалам [11].
1.
Номенклатура продукции
Мелкие стеновые блоки, удовлетворяющие требованиям ГОСТ 21520-89, ГОСТ 31360-2007.
Блоки следует изготовлять в соответствии с требованиями стандарта по
технологической документации, утвержденной в установленном порядке.
|
Марка по плотности (кг/м3) |
D 400 |
D 500 |
D 600 |
|
Длина, l (мм) |
625 |
625 |
625 |
|
Толщина, b (мм) |
200, 240, 250, 300, 375, 400, 500 |
200, 240, 250, 300, 375, 400, 500 |
50, 75, 100, 125, 150, 175, 200, 225, 250 |
|
Высота, h (мм) |
200, 250 |
200, 250 |
200, 250 |
|
Класс прочности |
B 2,5 |
В 3,5 |
В3,5 |
|
Коэффиц. теплопроводн. (Вт/м°С) |
0,096 |
0,116 |
0,116 |
|
Морозостойкость (цикл) |
F 35 |
F 35 |
F 35 |
Примечания:
. Допускается по заказу потребителя, согласованному с проектной организацией, изготовлять блоки других размеров.
Ограничения размеров: L=500÷650 мм., b= 100÷300 мм. и h= 200÷300 мм. По ГОСТу 31360 - 2007 допуски по высоте составляют ±3мм., по длине ±2мм., по ширине ±1мм.
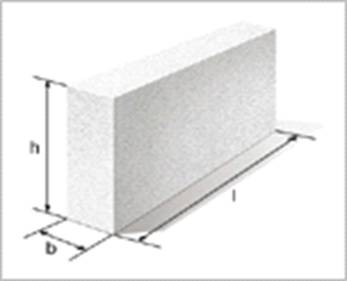
Рис. 1.1 Газосиликатный стеновой блок.
2. Требования к сырью
В качестве вяжущего используется строительная известь воздушного твердения, отвечающая требованиям ГОСТ 9179-77 (1989). Влажность гидратной извести не должна быть более 5%. Используют негашенную известь-кипелку не менее 2-го сорта с дисперсностью менее 0,2 мм. В этом случае, при приготовлении растворной смеси для получения газобетонной массы, выделяется большое количество теплоты, что способствует процессу порообразования, предохранению оседания газонасыщенной массы до ее затвердевания и повышению прочности готовых изделий ячеистой структуры.
Основными показателями кремнеземистого компонента в составе смеси для производства газобетонов являются гранулометрический состав и содержание в нем нежелательных примесей (пылевидных и глинистых частиц). В кремнеземистом компоненте не допускается наличие зерен более 10 мм в количестве свыше 0,5%, а более 5 мм - свыше 10% по массе. Количество частиц менее 0,16 мм не должно превышать 10 и 15% соответственно для крупных и мелких песков.
Содержание пылевидных (размерами менее 0,5 мм) и глинистых (менее 0,005 мм) частиц не должно превышать 3-5%. Кварцевый песок должен удовлетворять требованиям ГОСТ 21520-89 “Блоки из ячеистых бетонов стеновые мелкие”. Применяемый в изготовлении изделий из газобетона кремнеземсодержащий компонент - кварцевый песок, согласно ГОСТ 21520-89 должен содержать не менее 75% свободного кварца, не более 3% илистых и глинистых примесей и не более 0.5% слюды.
В качестве газообразователей главным образом используется алюминиевая пудра марок ПАП-1 и ПАП-2, отвечающая требованиям ГОСТ 5494-95 “Пудра алюминиевая пигментная” с содержанием активного алюминия 91,1...93,9 % с временем активного (максимума) газовыделения в течение 3...4 мин. от начала смешивания компонентов газобетонной массы. Для получения водной алюминиевой суспензии используется сульфанол, обладающий свойствами ПАВ из расчета 25 г на 1 литр воды .Общий расход газообразователя 0,25...0,86 кг на 1 м3 бетона плотностью 500...800 кг/м3.
Добавки используются в качестве ускорителей твердения бетона и в качестве стабилизаторов структуры поризованной массы. В качестве добавки стабилизатора структуры поризованной массы используется гипсовый камень (ГОСТ 4013-82).
Вода для затвердения смеси должна удовлетворять требованиям ГОСТ 23732-79.
Характеристика сырья
Используемся известью II сорта, количество пережога у которой 2%, скорость гашения менее 8 минут, удельная поверхность 5500 см2/г. Известь доставляется автотранспортом.
Применяется Марусинский песок, имеющий истинную плотность 2,7 г/см3, насыпную плотность 1,3-1,6 г/см3. Производитель ЗАО "Левобережный песчаный карьер".
Применяется алюминиевая пудра марки ПАП-1. Производитель «Сибирский лакокрасочный завод» г. Новосибирск.
Применяется пресная вода, отвечающая требованиям ГОСТ 23732-79.
. Вариантное проектирование
Технология производства газобетонных изделий состоит из следующих этапов:
подготовка сырьевых материалов,
приготовление формовочной массы,
формование изделий,
тепловая обработка,
контроль качества,
складирование.
Технологии производства стеновых изделий из газобетонов различаются:
по способу подготовки сырьевых компонентов;
по способу формования изделий;
по условиям твердения изделий.
Способы подготовки сырьевых компонентов:
1. сухой совместный помол компонентов;
2. мокрый помол компонентов;
3. комбинированный способ.
Сухой совместный помол и гомогенизация обеспечивают хорошее смешение составляющих исходных материалов, при этом достигается высокое качество получаемого вяжущего. Достоинство этого способа - простота дозировки исходных материалов, наиболее полное использование оборудования, надежный контроль за производством. Недостаток этого способа - относительно большой расход энергии на помол.
На рисунке 3.1 приведена схема, подготовки сырьевых материалов путем сухого совместного помола компонентов:
Песок
Известь Гипс
Дозирование Дробление
Дозирование
Помол Дозирование
Помол
(известь+20%
песка)
Гомогенизация
Приготовление формовочной массы
Рисунок 3.1 Подготовка сырьевых материалов путем сухого совместного
помола компонентов
Схема с мокрым помолом компонентов. Недостаток этой схемы - более низкое качество перемешивания, чем в первом варианте, однако при мокром помоле кремнеземистого компонента снижаются затраты на устройство обеспечивающих установок, повышается производительность мельниц. Кроме того, отсутствие сушки для большей части материалов, снижает энергозатраты.
На рисунке 3.2 приведена схема подготовки сырьевых материалов путем мокрого помола компонентов.
Вода Песок
Известь Гипс
Дозирование Дозирование Дробление
Дозирование
Мокрый помол Дозирование
(30% песка)
Выдержка в Сухой помол
шламбассейне
(известь+20%песка)
Гомогенизация
Дозирование
Песок
(50%)
Приготовление формовочной массы
Рисунок 3.2 Подготовка сырьевых материалов путем мокрого помола
компонентов
Комбинированный способ подготовки сырьевых материалов предусматривает применение песка карьерной влажности. К недостаткам этого способа следует отнести трудности получения вяжущего со стабильными свойствами. В практике заводского производства изделий из ячеистого бетона широкое применение получили схемы с сухим совместным и раздельным мокрым помолом компонентов, при этом решающее значение для выбора схемы имеет вид сырья.
Способы формования изделий
Важнейшим процессом на стадии формования газобетонных изделий является
вспучивание формовочной массы в результате химической реакции извести и
алюминиевой пудры (рис. 3.3). Алюминиевую пудру вводят в смесь в виде
суспензии, которую приготовляют путем тщательного перемешивания алюминиевой
пудры с горячей водой (80°С). Формы заполняют смесью на 2/3 или 3/4 от высоты
формы. Выделяющийся в ходе реакции водород вспучивает смесь, она увеличивается
в объеме, и внутри образуются сферические поры разной величины, заполненные
воздухом. Формы оставляют на постах для завершения процесса вспучивания и
набора структурной прочности при нормальных условиях, температура в цеху
поддерживается +25°С, формы, в которых вспучивается и твердеет газосиликат,
нельзя передвигать, подвергать сотрясениям и ударам, так как вспученная, но не
затвердевшая масса может при этом осесть. Образовавшаяся «горбушка» срезается
на специальном посту.
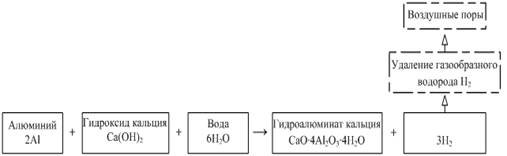
Рис. 3.3.Химическая реакция извести и алюминиевой пудры.
Существуют три основных технологии формования газобетонных изделий:
1. литьевая технология;
2. вибрационная технология;
3. резательная технология.
Литьевая технология предусматривает отливку изделий, как правило, в отдельных формах из текучих смесей, содержащих до 50…60% воды от массы сухих компонентов (В/Т=0,5-0,6). При изготовлении газобетона применяемые материалы - вяжущее, песчаный шлам и вода, дозируют и подают в самоходный газобетоносмеситель, в котором их перемешивают 4-5 минут; затем в приготовленную смесь вливают водную суспензию алюминиевой пудры и после последующего перемешивания тесто с алюминиевой пудрой газобетонную смесь заливают в металлические формы на определенную высоту с таким расчетом, чтобы после вспучивания формы были заполнены доверху.
Избыток смеси («горбушку») после схватывания срезают проволочными струнами. Для ускорения газообразования, а также процессов схватывания и твердения применяют «горячие» смеси на подогретой воде с температурой в момент заливки в формы около 40°С.
Вибрационная технология газобетона заключается в том, что во время перемешивания в смесителе и вспучивания в форме смесь подвергается вибрации. Тиксотропное разжижение, происходящее вследствие ослабления связей между частицами позволяет уменьшить количество воды затворения на 25-30% без ухудшения удобоформуемости смеси. В смеси, подвергающейся вибрированию, ускоряется газовыделение - вспучивание заканчивается в течение 5-7 мин вместо 15-20 мин при литьевой технологии. После прекращения вибрирования газобетонная смесь быстро (0,5-1,5 ч) приобретает структурную прочность, позволяющую разрезать изделие на блоки, время автоклавной обработки также сокращается.
Резательная технология изготовления изделий из ячеистого бетона предусматривает формование вначале большого массива (объемом 10-12 м3, высотой до 2 м). После того как бетон наберет структурную прочность, массив разрезают в горизонтальном и вертикальном направлениях на прямоугольные элементы, а затем подвергают тепловой обработке. Полученные элементы калибруют на специальной фрезерной машине, а затем отделывают их фасадные поверхности. Из готовых элементов имеющих точные размеры, собирают на клею плоские или объемные конструкции, используя стяжную арматуру. Таким путем получают большие стеновые панели размером на одну или две комнаты и высотой на этаж.
Твердение изделий из газосиликата осуществляется в автоклаве, при давлении 0,8…1,3 МПа и температуре 175…200 0С.
Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве при температуре +180°С и давлении до 1,3 МПа. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка.

Рис. 3.4. Реакции, происходящие при автоклавной обработке.
Для наиболее полного протекания реакций в процессе автоклавной обработки необходимо, чтобы исходные материалы имели достаточно тонкодисперсную структуру. На стадии помола к кремнезёмистому компоненту добавляется гипсовый камень, который служит, в первую очередь, для регулирования реакций в автоклаве, а также ускоряет набор сырцом необходимой пластической прочности.