Материал: Записка по Вт Павлович
1.8 Проектирование приспособления, используемого при восстановлении (изготовлении) детали
Основные требования, предъявляемые к зажимным устройствам:
- надежность, износостойкость и жесткость;
- постоянная по величине сила закрепления и минимальное время закрепления-открепления заготовки или детали;
- отсутствие деформации заготовки и ее смещения в процессе закрепления.
- автоматизация процесса закрепления.
Разработанное приспособление, основанное на принципе зажимного устройства, которое используется для фиксации заготовок при работе на токарном станке, удовлетворяет всем указанным выше требованиям. Схема разработанного приспособления представлена на рисунке 1.2
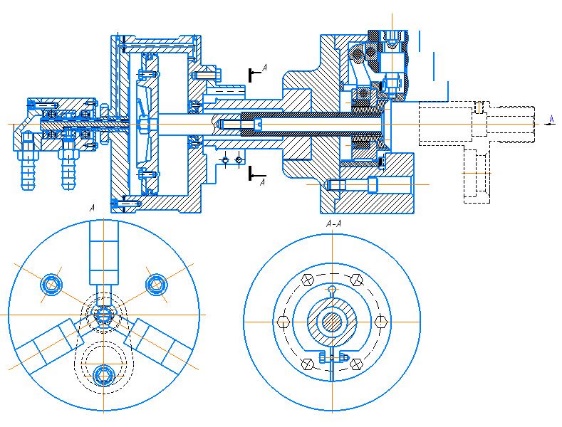
Рисунок 1.2 – Разработанное приспособление
Патрон токарный трёхкулачковый рычажный предназначается для крепления заготовок, устанавливаемых в центрах и агрегации с механизированным приводом (пневмоприводом) - это вид зажимного устройства, который используется для фиксации заготовок при работе на токарном станке. Устройство патрона с тремя кулачками и рычагом гарантирует надежный захват и крепление во время токарных операций. Трёхкулачковый патрон с рычагом исключает возможность сдвига, обеспечивая высокую точность и качество изделий. Приспособление с рычагом и тремя кулачками относится к универсальному типу патронов, удачно агрегатируется с пневмоприводом.
Преимущества пневмопривода при работе с патронными трёхкулачковыми устройствами:
1. Устойчивая фиксация с постоянной силой захвата.
2. Возможность регулировки силы зажатия.
3. Для управления приводом не требуется больших усилий.
4. Безопасность устройства в работе и обслуживании.
5. Обеспечение высокой точности обработки.
6. Быстродействие.
Конструктивная особенность патронов, предназначенных для агрегации с пневмоприводом, заключается в том, что привод выполнен в виде штанги-оси, пропущенной сквозь станочный шпиндель. Пневмопатроны с тремя кулачками безопасны, отличаются высоким сроком эксплуатации.
1.8.1 Прочностной расчёт спроектированного устройства
В качестве прочностного расчета произведем расчет на прочность резьбы винта крепления пластины с кулачками к корпусу патрона.
Для крепления применяем 8 винтов материал
Сталь 40 ХГСА (закаленная) с резьбой М10.
Момент завинчивания для резьбы М10
составляет
![]() 20
20
![]() ,
сила затяжки
,
сила затяжки
![]() 6000
6000![]() .
Для исключения самоотворачивания винтов
применяем гроверные шайбы.
.
Для исключения самоотворачивания винтов
применяем гроверные шайбы.
В нашем случае винт затянут, а внешняя
нагрузка отсутствует. В этом случае
стержень винта растягивается осевой
силой
![]() ,
возникающей от затяжки винта, и
закручивается моментом сил в резьбе
,
возникающей от затяжки винта, и
закручивается моментом сил в резьбе
![]() .
.
Напряжение растяжения от силы :
![]() ,
(1.79)
,
(1.79)
где d = 0,01 м. – диаметр резьбы,
![]()
Напряжение кручения от момента :
 (1.80)
(1.80)
где
![]() –
полярный момент сопротивления;
–
полярный момент сопротивления;
![]() –
угол подъёма винтовой линии;
–
угол подъёма винтовой линии;
![]() –
угол трения.
–
угол трения.
![]()
Проверка прочности по эквивалентному напряжению:
![]() ,
(1.81)
,
(1.81)
![]() .
.
где −
 - эквивалентное напряжение выбранного
материала.
- эквивалентное напряжение выбранного
материала.
Таким образом условие прочности по эквивалентному напряжению выполняется.
Произведем проверку условия равнопрочности резьбы на срез и стержня винта на растяжение. Примем в качестве предельных напряжений пределы текучести материала на растяжение и сдвиг.
![]() ,
(1.82)
,
(1.82)
где – длинна резьбы;
![]() =
0,84;
=
0,84;
![]() =
0,6;
=
0,6;
 -
предел текучести выбранного материала.
-
предел текучести выбранного материала.
![]()
Таким образом условие прочности по условию равнопрочности резьбы на срез и стержня винта на растяжение выполняется.
1.8.2 Расчет усилия зажима заготовки
Сила зажима на каждом кулачке:

(1.83)
где Don - диаметр обрабатываемой поверхности заготовки, мм;
fKn – коэффициент трения на рабочих поверхностях кулачков (fKn = 0,8);
Dпк - диаметр поверхности зажимаемой детали, мм;
К - коэффициент запаса, определяем по формуле:
 , (1.84)
, (1.84)
где К0 – гарантированный коэффициент запаса надежности закрепления, К0 = 1,5;
К1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках (К1=1,2);
К2 – коэффициент, учитывающий увеличение силы резания вследствие затупления инструмента (К2=1,15);
К3 – коэффициент, учитывающий увеличение силы резания при прерывистом резании, (К3 = 1,2);
К4 – учитывает непостоянство зажимного усилия (К4=1);
К6 – учитывает неопределенность из-за неровностей места контакта заготовки с опорными элементами, имеющими большую опорную поверхность (К6 = 1).
Коэффициент К5 учитывающий удобство расположения рукоятки не учитываем.

Принимаем равной К = 2,5.

Определяем силу, передаваемую штоком пневмоцилиндра:
(1.85)
где WK – сила зажима на одном кулачке, Н;
nк – количество кулачков;
Kтp – коэффициент учитывающий дополнительные силы трения в патроне (Ктр = 1,05);
ак - вылет кулачка от его опоры до центра приложения силы зажима (конструктивно ак = 65 мм);
hк - длина направляющей части кулачка, мм;
fк- коэффициент трения в направляющих кулачков, f к = 0,1;
l1 и lк - плечи рычага привода, мм (конструктивно l1 = 48 мм и lк = 88 мм до оси штока).

Передаваемая штоком сила в пневмоцилиндрах двухстороннего действия:

(1.86)
где Dц - диаметр поршня пневмоцилиндра, мм;
ηц - коэффициент полезного действия пневмопривода, ηц = 0,85;
Р - давление воздуха в пневмосистеме, 0,4 МПа.
Диаметр поршня пневмоцилиндра:

(1.87)
Из установленного ряда стандартизованных диаметров, вращающихся пневмоцилиндров двухстороннего действия выбираем ближайший больший: 200, 250, 300, 350, 400 мм.

Время срабатывания пневмоцилиндра:

(1.88)
где lx – величина хода поршня, мм (устанавливается конструктивно), см;
dш – диаметр штока, (рекомендованные значения 8…25 мм), принимаем 25 мм;
Vв – скорость перемещения сжатого воздуха, v = 1500 − 2500 см/с; принимаем vв = 2000 см/с.

Заключение
В процессе выполнения курсовой работы по курсу «Восстановительные технологии» были выполнены следующие задачи:
– описали особенности конструкции пробки передней (материал, термообработку, шероховатость и точность обработки, базовые поверхности);
– описали условия работы пробки передней;
– выбрали способ восстановления пробки передней;
– составили технические условия на контроль и сортировку пробки передней;
– разработали маршрут восстановления пробки передней;
– рассчитали режимы резания и подобрали необходимое технологическое оборудование;
– определили норму времени и технологическую себестоимость восстановления.
Список использованных источников
1 Дюмин, И. Е. Ремонт автомобилей / Под ред. Дюмина И. Е – М.: Транспорт, 2006 – 280 с.
2 Еснберлин, Р.Е. Капитальный ремонт автомобилей. Справочник / Под.ред. Р.Е.Еснберлина. – М.: Транспорт, 2001.
3 Силуянов, В.П. Прогрессивные способы восстановления деталей машин. – Мн.: Ураджай, 2002.
4 Расчет режимов электрической сварки и наплавки, методическое пособие, Хабаровск, Дальневосточный государственный университет путей сообщения, 2010.
5 Капитальный ремонт автомобилей. Справочник / Под ред.проф. Р.Е.Есенберлина. – М.: Транспорт, 2008.
6 Справочник технолога-машиностроителя. Т.1, 2. / Под ред. А.Г. Косиловой и М.Мещерякова. – М.: Машиностроение, 2012.
7 Матовилин, Г.В. Автомобильные материалы. Справочник / Г.В.Матовилин, М.А.Масино, О.М.Суворов. – М.: Транспорт, 2010.
8 Ремонт автомобилей / Под ред. С.И.Румянцева. – М.: Транспорт, 2008.
9 Борисов, В. Б. Справочник Технолога – Машиностроителя. – М.: Машиностроение, 2007.
10 Мельников, А. С. Технология производства и ремонта автомобилей. – ГУВПО БРУ, 2014.
11 Горбацевич, В. А. Курсовое проектирование по технологии машиностроения – Мн.: Выш. школа, 2005.
12 Ярошевич, В. К. Технология производства автомобилей: учеб. пособие / В.К. Ярошевич, А.С. Савич, А.В. Казацкий – Минск : Адукацыя i выхаванне, 2006. – 280 с.