Материал: Введение
Введение
Еще несколько лет назад российские специалисты сетовали на крайне неблагоприятную ситуацию, складывающуюся с внедрением аддитивных технологий (AF-технологий) в российскую промышленность. Рынок аддитивных технологий, конечно, развивался, но происходило это очень медленно: Россия практически не участвовала в международных организациях, оказывающих значительное влияние на развитие AF- технологий в мире, у нас не было ни дорогостоящего высокотехнологичного оборудования, способного обеспечить высокое качество изделий, ни материалов для 3D-машин, ни квалифицированного, специально обученного персонала. То есть в целом отсутствовала 3D-среда для аддитивного производства.
Очевидно, эта проблема могла быть решена только при условии целенаправленного взаимодействия высшей школы, академической и отраслевой науки. Наконец в рамках Федеральной целевой программы "Исследования и разработки 2014 - 2020" стартовали сразу три проекта по развитию отечественных аддитивных технологий: "Разработка нового поколения жаропрочных материалов" (Национальный исследовательский технологический университет "МИС и С"), "Разработка технологий для изготовления и ремонта сложнопрофильных деталей газотурбинных двигателей" (ФГУП "Всероссийский научно-исследовательский институт авиационных материалов" — ВИАМ), "Разработка производства легких и надежных композитных конструкций для высокотехнологичных отраслей промышленности" (Санкт-Петербургский государственный политехнический университет — СПбПУ).
История развития аддитивных технологий
Аддитивные технологии (AF — Additive Fabrication), или технологии послойного синтеза, — одно из наиболее динамично развивающихся направлений "цифрового" производства. AF — Additive Fabrication (или AM-Additive Manufacturing), принятая в англоязычной технической лексике аббревиатура словосочетания, означающего изготовление изделия путем "добавления" (additive) материала, в отличие от традиционных технологий механообработки, в основе которых лежит принцип "вычитания" ("лишнего") материала из заготовки. Суть AF-технологий состоит в послойном построении (синтезе) изделий – моделей, форм, мастер-моделей и так далее путем фиксации слоев модельного материала и их последовательного соединения между собой различными способами: спеканием, сплавлением, склеиванием, полимеризацией - в зависимости от нюансов конкретной технологии. Иначе говоря, аддитивные технологии предполагают формирование детали путем последовательного "наращивания" материала слой за слоем. Они позволяют на порядок ускорить научно-исследовательские разработки и изготовление опытных образцов, а в некоторых случаях — и производить готовую продукцию, когда нужна высокая точность деталей и/или важно уменьшить вес изделия. Кроме очевидных преимуществ в скорости и, зачастую, в стоимости изготовления изделий, эти технологии имеют важное достоинство с точки зрения охраны окружающей среды и, в частности, эмиссии парниковых газов и «теплового» загрязнения. Аддитивные технологии имеют огромный потенциал в деле снижения энергетических затрат на создание самых разнообразных видов продукции.
Предшественниками современных AF-технологий считают две оригинальные технологии, появившиеся в XIX в. В 1890 г. Josef E. Blanther предложил способ изготовления топографических макетов – трёхмерных карт поверхности местности. Суть метода заключалась в следующем: из тонких восковых пластин по контурным линиям топографической карты.
вырезались фрагменты, соответствующие воображаемому горизонтальному сечению объекта, затем эти пластины укладывались одна на другую в определенном порядке и склеивались. Получался «послойный синтез» холма или оврага. После этого поверх полученных фигур накладывали бумагу и формировали макет отдельного элемента ландшафта, который затем уже в «бумажном» виде располагали в соответствии с исходной картой. Практическое применение эта идея нашла в LOM-технологии – послойное ламинирование (Lamination Object Manufacturing) или склеивание тонких листовых материалов, толщина листов при этом составляет 0,051-0,25 мм. В 1979 г. профессор Nakagawa из Токийского университета предложил использовать эту технологию для быстрого изготовления пресс-форм, в частности, со сложной геометрией охлаждающих каналов.
Вторая технология – фотоскульптура (Photosculpture) была предложена французом François Willème в 1890 г. Суть её состояла в следующем: вокруг объекта или субъекта располагали фотокамеры (Willème использовал 24 камеры с шагом 15 градусов) и производили одномоментное фотографирование на все камеры. Затем каждое изображение проецировали на полупрозрачный экран, и оператор с помощью пантографа обрисовывал контур. Пантограф был связан с режущим инструментом, который удалял модельный материал – глину, в соответствии с профилем текущего контура.
Для уменьшения трудоемкости данного процесса немец Carlo Baese в 1904 г. предложил использовать фоточувствительный желатин, который при обработке водой расширяется в зависимости от степени засветки – экспозиции.
В 1935 г. Isao Morioka предложил способ, сочетающий в себе топографию и фотоскульптуру. Способ предполагал использование структурированного света (сочетание черных и белых полос) для создания топографической «карты» объекта – набор контуров. Контуры затем вырезались из листового материала, укладывались в определенном порядке и таким способом формировался трёхмерный образ объекта. Или же, как и у
François Willème, контуры могли быть спроецированы на экран для дальнейшего создания трёхмерного образа с помощью режущего инструмента.
Первым приближением к стереолитографии в современном понимании стала идея Otto Munz (1956 г.), который предложил способ селективной (послойной) экспозиции прозрачной фотоэмульсии. На этот слой проецировался контур (сечение) объекта. В качестве платформы, на которой производилась экспозиция, использовался поршень, установленный в цилиндре с возможностью перемещения. Поршень перемещали на определенную величину (т.е. с определенным шагом) и сверху наносили слой эмульсии, проецируя на него изображение, после чего наносили слой фиксирующего реагента. И так каждый фрагмент построения детали: поршень перемещали вниз, наносили фотоэмульсию, засвечивали, наносили слой фиксирующего реагента и т. д. Фиксирующий состав наносился на весь слой – и на засвеченные участки, и на незасвеченные, в результате: внутри затвердевшего прозрачного материала, сформированного в виде цилиндра, оказывался заключенным образ трёхмерного объекта.
В 1977 г. Wyn Kelly Swainson предложил способ получения трёхмерных объектов посредством отверждения фоточувствительного полимера в точке пересечения двух лазерных лучей. Примерно в это же время начинают появляться технологии послойного синтеза из порошковых материалов (P.A. Ciraud, 1972).
В 1981 г. R.F. Housholder предложил способ формирования тонкого слоя порошкового материала нанесением его на плоскую платформу. Далее производилось разравнивание до определенной величины по высоте с последующим спеканием слоя. В том же году Hideo Kodama опубликовал результаты работы с первых функциональных систем фотополимеризации с помощью ультрафиолетовой (УФ) лампы и лазера. В 1982 г. была опубликована работа A.J. Herbert по созданию трёхмерных моделей с помощью X-Y-плоттера, УФ-лампы и системы зеркал.
Технология «трехмерной печати» появилась в конце 80-х годов прошлого века. Родоначальником отрасли стал Charles W. Hull, основатель фирмы 3D Systems – компании, первой приступившей к коммерческой деятельности в области послойного синтеза. В 1986 г. Charles W. Hull предложил способ послойного синтеза посредством ультрафиолетового излучения, сфокусированного на тонкий слой фотополимерной смолы. Он же и ввел в оборот термин «стереолитография». В этом же году инженер собрал первый в мире стереолитографический 3D-принтер – SLA (Stereolithography Apparatus), благодаря чему цифровые технологии сделали огромный рывок вперед. Приблизительно в то же время Скотт Крамп, позже основавший компанию Stratasys, выпустил первый в мире FDМ-аппарат. С тех пор рынок трехмерной печати стал стремительно расти и пополняться новыми моделями уникального печатного оборудования.
Методы аддитивных технологий
В недалеком прошлом, лет 10–15 назад, аддитивные технологии использовались преимущественно в традиционно технологически продвинутых отраслях – автомобильной, авиационной и аэрокосмической промышленностях, а также в приборостроении и медицине, где тандем "время – деньги" всегда имел особое значение.
В эпоху инновационной экономики время, затраченное на производство товара, является важнейшим фактором успеха или неуспеха бизнеса. Даже качественно произведенный товар может оказаться невостребованным, если рынок к моменту выхода новой продукции уже насыщен подобными товарами компаний-конкурентов. Поэтому все больше направлений промышленности активно осваивают AF-технологии. Все чаще их используют научно-исследовательские организации, архитектурные и конструкторские бюро, дизайн-студии и просто частные лица для творчества или в качестве хобби. Во многих колледжах и университетах аддитивные машины, или, как их часто называют, 3D-принтеры являются неотъемлемой частью учебного процесса для профессионального обучения инженерным специальностям.
Существует множество технологий, которые можно назвать аддитивными, но объединяет их одно: построение модели происходит путем добавления материала (от англ. аdd – "добавлять") в отличие от традиционных технологий, где создание детали происходит путем удаления "лишнего" материала.
Классической и наиболее точной технологией является SLA-технология (от Stereolithography Apparatus), или стереолитография, – метод поэтапного послойного отверждения жидкого фотополимера лазером. Существует много видов фотополимерных композиций, поэтому спектр применения прототипов, полученных по SLA-технологии, очень широк: макеты и масштабные модели для аэро- и гидродинамических испытаний, литейные и мастер-модели, дизайн-модели и прототипы, функциональные модели и дизайнерские компоненты повышенной точности с высоким уровнем детализации.
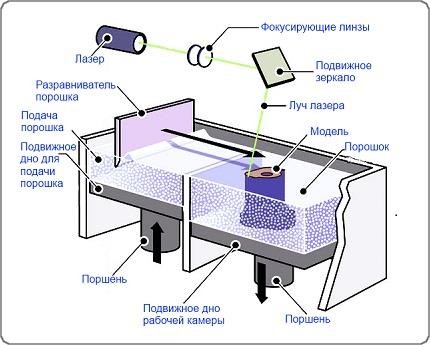
Рис.1. SLA-принтер
Наиболее активно развивается сейчас SLS-технология – метод послойного селективного лазерного плавления металлических порошков, который дает возможность безотходного изготовления деталей или заготовок непосредственно по данным из 3D CAD-систем практически любой сложности из широкого спектра металлов. Принцип работы этой технологии заключается в выборочном плавлении тонкого слоя металлического порошка лучом лазера в соответствии с геометрией сечения детали, соответствующей каждому слою порошка. Селективное лазерное спекание изначально появилось, как усовершенствованный метод отверждения жидкого фотополимера. Здесь строительным (модельным) материалом являются сыпучие, порошкообразные материалы, а лазер является не источником света, как в SLA-машинах, а источником тепла, посредством которого производится сплавление частичек порошка. В качестве модельных материалов используется большое количество как полимерных, так и металлических порошков. Современные SLS-принтеры способны работать с керамической глиной, металлическим порошком, цементом и сложными полимерами.
Самыми дешевыми по-прежнему остаются FDM-принтеры – устройства, создающие трехмерные объекты путем послойного наплавления филамента (технология "струйной печати"). Эта технология предполагает нанесение модельного материала или связующего состава с помощью струйных головок. Наиболее распространенными принтерами данного типа остаются аппараты, печатающие расплавленной пластиковой нитью. Они могут оснащаться одной или несколькими печатными головками, внутри которых находится нагревательный элемент. Большинство аддитивных принтеров, печатающих пластиковой нитью, способны создавать только одноцветные фигуры, однако в последнее время на рынке трехмерной печати появились машины, использующие одновременно несколько видов филамента. Данное новшество позволяет создать цветные объекты.
Они позволяют "выращивать" непосредственно литейные формы, т. е. "негатив" детали, и исключить стадии изготовления формовочной оснастки – мастер-модели2 и литейной модели3. Компания ExOne (и ее дочернее предприятие ProMetal GmbH) выпускает машины типа S-Max, которые позиционируются не как "прототипирующие машины" – работающие для получения образца модели, а как вполне "рядовое" технологическое индустриальное оборудование, устанавливаемое в общей технологической цепи производства не только опытной, но и серийной продукции.
До середины 90-х годов они использовались главным образом в научно-исследовательской и опытно-конструкторской деятельности, связанной с оборонной промышленностью. Первые лазерные машины – сначала стереолитографические (SLA-машины), затем порошковые (SLS-машины), были чрезмерно дороги, выбор модельных материалов весьма скромный. Однако в 1995 году назрел перелом, сделавший аддитивные методы изготовления продукции общедоступными. Студенты Массачусетского технологического института, Джим Бредт и Тим Андерсон, внедрили технологию послойного синтеза материала в корпус обычного настольного принтера. Именно так была основана компания Z Corporation, долгое время считавшаяся лидером в сфере бытовой печати объемных фигур.
Широкое распространение цифровых технологий в области проектирования (CAD), моделирования и расчетов (CAE) и механообработки (CAM) стимулировало взрывной характер развития технологий 3D-печати, и в настоящее время крайне сложно указать область материального производства, где в той или иной степени не использовались бы 3D-принтеры.
Практически все автомобильные компании мира обзавелись такими машинами.
Оно и понятно – с их помощью стало возможным не в разы, а на порядок сократить время прохождения научно-исследовательских и опытно-конструкторских работ (НИОКР) по критически важным для автостроителей позициям – литейным деталям: блоки и головки цилиндров двигателей, мосты и коробки передач, деталям, на изготовление которых в традиционном опытном производстве тратились месяцы, а с учетом экспериментальной доводки и подготовки производства – многие месяцы. Теперь конструктор может увидеть свой новый двигатель на испытательном стенде не через полгода, а через две недели после завершения технического проекта.