Материал: Технология процесса печатания дисперсным красителем на полиэфирной ткани
Технология процесса печатания дисперсным красителем на полиэфирной ткани
Введение
полиэфирный краситель волокно
Полиэфирное волокно - синтетическое волокно, формируемое из расплава полиэтилентерефталата или его производных. Полиэтилентерефталат (ПЭТФ, ПЭТ) ˗ термопластик, наиболее распространённый представитель класса полиэфиров, известен под разными фирменными названиями: полиэфир, лавсан или полиэстер [1].
Исследования по полиэтилентерефталату и полиэфирным волокнам были начаты в Великобритании Уинфилдом (J.R. Whinfield) и Диксоном (G.T. Dickson), работавшими в это время в фирме Calico Printers Association Ltd, в период, начиная с 1935 г. Заявки на основополагающие патенты по синтезу волокнообразующего полиэтилентерефталата были поданы и зарегистрированы 29 июля 1941 г. и 23 августа 1943 г., но только в 1946 г. эти патенты были опубликованы.
В дальнейшем, приобретя эти патенты, фирмы Imperial Chemical Industries Ltd. (ICI) и E.I. Du Pont de Nemours & Co на их основе разработали усовершенствованные технологические процессы получения полиэтилентерефталата и волокон из него. Производство полиэфирных волокон было начато в Англии (волокно терилен - 1947-1951 гг. в большом опытном масштабе и в 1953-1955 гг. в промышленном масштабе) и США (волокно дакрон - 1953-1955 гг. в промышленном масштабе).
В СССР научные исследования в области синтеза полиэтилентерефталата были начаты под руководством академика В.В. Коршака в 1949 г. в Лаборатории высокомолекулярных соединений Академии наук СССР.
В СССР полиэтилентерефталат и получаемое из него волокно называли лавсаном, в честь места разработки - ЛАборатории Высокомолекулярных Соединений Академии Наук. Аналогичные волоконные материалы, изготавливаемые в других странах, получили другие названия: терилен (Великобритания), дакрон (США), тергал (Франция), тревира (ФРГ), теторон (Япония), полиэстер, мелинекс, милар Tecapet («Текапэт») и Tecadur («Текадур» (Германия) и т.д.
Разработка промышленной технологии синтеза полиэтилентерефталата и получения волокон были развернуты во ВНИИ искусственных волокон (г. Мытищи, под Москвой) под руководством проф. Б.В. Петухова и проф. Э.М. Айзенштейна (при большом содействии проф. А.А. Конкина - зам. директора по НИР, а затем директора ВНИИВа), а в 1956 г. здесь же был начат опытный выпуск волокон лавсан [2].
Данная курсовая работа посвящена технологиям и оборудованиям процесса
печатания на полиэфирной ткани дисперсным красителем.
1. Химия дисперсного красителя и технология получения полиэфирной ткани
1.1 Химия дисперсного красителя
По химическому строению дисперсные красители - главным
образом, азокрасители и антрахиноновые красители, реже - стириловые,
хинофталоновые красители, нитродифениламины, ароиленимидазолы, антрапиридоны.
Дисперсные азокрасители обеспечивают гамму цветов от желтого до темно-синего. В
основном представлены моноазокрасителями - производными 4-аминоазобензола,
дающими окраски оранжевых, красных, фиолетовых, темно-синих цветов, например,
алый Ж (I) и бордо 2С (II). Получение широкой цветовой гаммы достигается
изменением характера и положения заместителей в молекуле. Большинство
моноазокрасителей содержит (в остатке диазосоставляющей) в параположении к
азогруппе NO2 -гpyппy, углубляющую цвет. Углублению цвета
способствует также введение электроноакцепторных заместителей в положения 2 или
2,6 к азогруппе или электронодонорных заместителей (алкилов, алкокси- и
ациламиногрупп) в остаток азосоставляющей. Электроноакцепторные заместители
(CN, ОСОСН3) в алкиламиногруппах азосоставляющей, понижая основность
атома N аминогруппы, приводят к повышению цвета. Гидроксиазокрасители
(ОН-группа в орто- или параположении к азогруппе) применяют ограниченно для
получения цветов от желтого до красного. Более яркие желтые цвета обеспечивают
стириловые, хинофталоновые красители, ароиленимидазолы. Практическое значение
имеет и небольшое число дисазокрасителей, преимущественно желтого и оранжевого
цветов, например, желтый прочный 4К (III). К дисперсным красителям относятся
моноазокрасители, содержащие первичные аминогруппы, способные диазотироваться
на волокне и сочетаться с азосоставляющими (диазотирующиеся дисперсные красители),
например, диазочерный С (IV). Однако, ввиду сложности крашения, эти красители
используют редко, главным образом, для получения на ацетатных тканях прочных
черных окрасок.
Антрахиноновые красители обеспечивают гамму красных,
фиолетовых, синих и бирюзовых цветов, розовый Ж формула V) и синий К смесь
соединений с основным компонентом формулы VI.
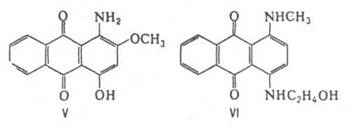
Они представлены 1-амино-4-гидроксиантрахиноном и его
замещенными, которые содержат в положении 2, например, атом Вr, группы ОСН3
или ОС6Н5 и дают розовые и красные окраски;
1,4-диаминоантрахиноном и его производными, содержащими N-алкильные (или
арильные), N, N-диалкильные, 5-нитро-, 2,3-дихлор- или 2-алкоксигруппы и
обеспечивающими гамму цветов от красно-фиолетовых до сине-зеленых; синими
красителями на основе 1,4,5,8-тетразамещенных антрахинона, содержащих группы
ОН, NO2, NH2 или NHR (R - алкил, арил). Так как
индивидуальные зеленые, коричневые, серые и черные дисперсные красители отсутствуют,
для получения окрасок указанных цветов готовят смесовые композиции. Наиболее
практическое значение имеют дисперсные красители для полиэфирного волокна.
Поскольку в процессах крашения и отделки это волокно подвергается
высокотемпературным обработкам, к окраскам дисперсных красителей предъявляется
требование высокой устойчивости не только к свету, но и к сублимации.
Светостойкость окрасок повышается при введении в молекулу дисперсного красителя
электроноакцепторных заместителей, снижающих основность атома N в аминогруппе,
а устойчивость к сублимации - при увеличении размера и полярности молекулы. В
случае моноазокрасителей повышение устойчивости окрасок достигается введением в
остаток диазосоставляющей в ортоположение к азогруппе Cl, Br, CN, в пара-положение
- NO2, в параположение остатка азосоставляющей - N,
N-диацетоксиэтиламино-, N-этил-N-цианоэтиламино-,
N-цианоэтил-N-ацетоксиэтиламиногрупп; в ряду антрахиноновых красителей вводят,
например, атомы галогена. Светостойкость окрасок зависит также от химической
природы и физических свойств волокна. Окраски многих дисперсных красителей на
полиамидном волокне менее светостойки, чем на ацетатном и полиэфирном. В особые
группы выделяют металлсодержащие и активные дисперсные красители,
предназначенные для прочного окрашивания полиамидных волокон. Металлсодержащие
дисперсные красители - металлкомплeксные соединения, содержащие один атом Сr
или Со на две молекулы моноазокрасителя, например, дисперсный красный СМП (VII,
М - металлсодержащий, П - для полиамидных волокон).
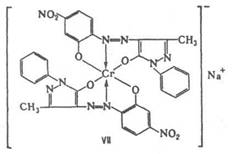
Они превосходят обычные дисперсные красители по устойчивости окрасок к свету и мокрым обработкам, уступают по яркости и ровняющей способности. Используются преимущественно для получения темных тонов. Дисперсные активные красители сочетают хорошие ровняющие свойства дисперсных красителей с высокой устойчивостью окрасок к мокрым обработкам [3].
.2 Технология получения полиэфирной ткани
Технологическая схема непрерывного процесса получения полиэтилентерефталата
В основу непрерывного процесса заложен принцип непрерывного прохождения реакционной массы через последовательный ряд аппаратов, остаточное давление в которых уменьшается от первых к последним [4].
Непрерывный процесс получения полиэфирного волокна в равной
мере может быть осуществлен при использовании в качестве сырья как
диметилтерефталата (ДМТ), так и терефталевой кислоты (ТФК) [5]. На рис. 3
приведена схема непрерывного получения полиэфирного штапельного волокна из ДМТ.
Рисунок 1.1 Непрерывная схема производства ПЭТ с прямым
формованием полиэфирного волокна из расплава:
- емкость для приготовления катализатора; 2 - бункер ДМТ; 3 - ленточный транспортер; 4 - расплавитель ДМТ; 5 - сублиматор; 6 - насадочная колонна; 7 и 9 - конденсаторы-холодильники; 8 и 10 - сборники метанола и этиленгликоля; 11-пароэжекторный насос; 12-прядильная машина; 13 - поликонденсатор; 14 - шестеренчатый насос; 15 - форполиконденсатор; 16 - переэтерификатор; 17 - центробежный насос; 18-расходная емкость для этиленгликоля
Для проведения переэтерификации ДМТ этиленгликолем (ЭГ) используют горизонтальный каскадный реактор, который может иметь до семи реакционных зон. В этот аппарат непрерывно дозируют расплав ДМТ и смесь ЭГ с катализатором. Мольное соотношение ДМТ: ЭГ равно 1,7-1,8, то есть в данном случае количество взятого ЭГ меньше эквимольного. Температура реакционной массы на входе в переэтерификатор достигает 160-180°С, а на выходе - 245°С. Продолжительность пребывания компонентов в реакционной зоне составляет 4 ч. Поликонденсация ДГТ и олигомеров осуществляется в нескольких аппаратах (в двух или трех) специальной конструкции, которая обеспечивает создание тонкого слоя при интенсивном перемешивании расплава и минимальное время пребывания полимера в зоне реакции.
Для получения штапельного волокна требуется ПЭТ со средней молекулярной массой (22000-25000), поэтому в данную схем (рис. 3) включено только два аппарата поликонденсации. При предварительной поликонденсации в первом аппарате поддерживается невысокий вакуум (остаточное давление 3,3-6,6 кПа и температура 265-270°С). Продолжительность пребывания продукта в аппарате около 2 ч. Окончательная поликонденсация протекает во втором реакторе при 275-280°С и вакууме 0,066-0,133 кПа. Готовый расплав выгружается из аппарата с помощью вертикального шнека или шестеренчатого насоса и транспортируется в течение 8-10 мин по обогреваемому расплавопроводу к прядильной машине. В этот момент в полимер вводят различные добавки, а также матирующие (двуокись титана) и окрашивающие агенты.
Для полноты завершенности реакции переэтерификации важно иметь большой избыток этиленгликоля [4], но это вызывает увеличение количества побочного продукта - диэтиленгликоля и ухудшение цвета расплава.
Непрерывный процесс получения полиэтилентерефталата (ПЭТ) и нитей на его основе имеет следующие преимущества [5]: отпадает необходимость в применении громоздких загрузочных бункеров, сложных и энергоемких плавильных устройств, достигается возможность переработки ПЭТ практически любой молекулярной массы, поскольку не требуется повторного плавления полимера.
Непрерывный способ более перспективен и экономичен [11]: его применение позволяет снизить себестоимость волокна на ~ 10% при использовании в качестве исходного сырья диметилтерефталата и на ~ 20% при использовании терефталевой кислоты [4].
Формование полиэфирного волокна
При прямом формовании полиэфирных нитей расплав подается
непосредственно на прядильные блоки (головки) [5]. Для ускорения процесса
затвердевания струек расплава и охлаждения нити последнюю обдувают холодным
воздухом в направлении перпендикулярном (боковом, аналогично применяемому для
полиамидных волокон) (рис. 4, а) или радиальном (рис. 4, б) к оси волокна.
Рисунок 1.2 Схемы обдувочных устройств:
а - поперечная обдувка: 1 - фильерный комплект; 2 - боковая распределительная сетка; 3 - обдувочная шахта; 4 - пучок нитей; 5 - направляющее устройство; 6 - сопроводительная шахта;
б - радиальная обдувка: 1 - фильера; 2 - пучок нитей; 3 - распределительная решетка; 4 - направляющие ролики; 5 - трубопровод для подачи воздуха; 6 - ротаметр; 7 - воздушная камера.
Радиальная обдувка, осуществляемая с внешней или с внутренней стороны пучка нитей, способствует получению свежесформованной нити с высокой равномерностью структурно-механических свойств, особенно при формовании волокна из фильер с количеством отверстий 500 и выше. При формовании технической нити и волокна, где применяют фильеры с большим числом отверстий, на каждую фильеру устанавливают индивидуальную обдувочную шахту.
Применение эффективных методов охлаждения полиэфирных нитей позволяет сократить расстояние от фильеры до приемного механизма до 2,5-3,0 м [4]. На этом пути на нить наносят замасливающие препараты, снимающие электростатические заряды и обеспечивающие компактность и гладкость нити при последующих операциях.
Для приема нити применяют стандартные намоточные машины с тянущими дисками или без них - с прямой намоткой на бобину.
Схемы двух возможных вариантов заправки нитей на намоточных
машинах приведены на рис. 5.
Рисунок 1.3 Варианты заправки полиэфирных нитей на намоточных машинах:
а - с тянущими дисками; б - бездисковая схема
Бездисковая схема намоточной машины имеет определенные преимущества.
Нить, наматываемая на шпулю, при перемещении нитераскладчика растягивается по
отношению к исходному состоянию на величину, равную 100·![]() %, которая определяется
углом θ между вертикалью и направлением нити в
момент ее наматывания на торец прядильной паковки. Естественно, что схема б
обеспечивает уменьшение угла θ и тем самым получение
более равномерной нити по двойному лучепреломлению и линейной плотности. Угол θ может быть еще более уменьшен установкой замасливающего ролика на
максимально возможной высоте, на расстоянии 1,2-1,5 м от зеркала фильеры.
Бездисковая схема намотки упрощает конструкцию машины. Перезаправка нити в этом
случае производится с помощью пневмопистолета в течение 6-8 с.
%, которая определяется
углом θ между вертикалью и направлением нити в
момент ее наматывания на торец прядильной паковки. Естественно, что схема б
обеспечивает уменьшение угла θ и тем самым получение
более равномерной нити по двойному лучепреломлению и линейной плотности. Угол θ может быть еще более уменьшен установкой замасливающего ролика на
максимально возможной высоте, на расстоянии 1,2-1,5 м от зеркала фильеры.
Бездисковая схема намотки упрощает конструкцию машины. Перезаправка нити в этом
случае производится с помощью пневмопистолета в течение 6-8 с.
Обычная скорость намотки составляет 400-600 м/мин при производстве нитей линейной плотности 111 текс, 800-900 м/мин - для нитей 28 текс и до 1700-2000 м/мин при выпуске нитей 4-5 текс.
2. Технология процесса печатания дисперсным красителем на полиэфирной ткани
2.1 Предварительная подготовка полиэфирной
ткани
При подготовке полиэфирной ткани необходимо удалить замасливатели, шлихту и случайные загрязнения. Так как при замасливании и шлихтовании обычно применяют водорастворимые материалы, то они могут быть сравнительно легко удалены промывкой тканей с помощью синтетических моющих средств при 60-100°C в течение 30 мин.
При необходимости полиэфирную ткань отбеливают действием диоксохлората натрия, который не разрушает эти полимеры. Беление осуществляют при рН 4,0-4,5 и 90-95°С B течение 30 мин.
Полиэфирное волокно в условиях эксплуатации, например при стирке, может дать значительную усадку из-за наличия внутренних напряжений в волокнах. В связи с этим при подготовке изделий из синтетических и триацетатных волокон особое место занимает процесс термообработки для стабилизации линейных размеров и формы изделий из таких волокон.
Термостабилизация включает нагревание ткани или любого другого изделия из синтетических волокон в натянутом состоянии до требуемой температуры и последующее быстрое охлаждение материала. При этом происходит разрыв межмолекулярных (водородных и других) связей, вследствие чего ликвидируются внутренние остаточные напряжения в волокнах. Под действием внешней нагрузки макромолекулы полимера занимают положения, соответствующие ненапряженному релаксированному состоянию волокон. В момент быстрого охлаждения текстильного материала это новое расположение макромолекул полимера фиксируется вследствие повторного образования межмолекулярных связей. Верхний предел температуры термостабилизации ограничивается температурой размягчения того или иного синтетического волокна, а нижний-определяется минимальной энергией, необходимой для обратимого разрушения межмолекулярных связей. Диапазон допустимых температур
зависит также от среды, в которой проводится термостабилизация. Обычно ее осуществляют горячим воздухом. В этом случае оптимальная температура термофиксации для изделий из полиамидных волокон составляет 190-200°C; для полиэфирных и триацетатных материалов она равна 210-220°С; длительность процесса не превышает 60-90 с.
2.2 Технология печатания
Различают три вида печатания: 1) прямая печать, когда печатную краску наносят на белую ткань; при этом получают либо так называемые белоземельные рисунки с малой площадью покрытия поверхности белой ткани, либо грунтовые рисунки, когда большая часть или вся поверхность ткани покрывается печатной краской; 2) вытравная печать, когда на предварительно окрашенную ткань наносят вытравной печатный состав; в условиях последующего запаривания на напечатанных местах происходит разрушение окраски и получаются на окрашенной ткани белые узоры, если вытравной состав не содержит красителя, или цветные узоры при наличии в составе вытравной печатной краски неразрушающегося красящего вещества; 3) резервная печать осуществляется путем нанесения на белую ткань специального печатного состава (резерва), после чего она поступает на крашение; при этом краситель фиксируется на всей ткани, за исключением тех мест, на которые нанесен резервирующий состав, препятствующий выбиранию красителя из красильной ванны и фиксированию его волокном; таким путем можно получить цветные или белые узоры в зависимости от того, содержит или не содержит резервирующий состав красящее вещество.