Материал: Технологический процесс изготовления отливки
Стояк - это вертикальный канал, который передает металл от воронки к другим элементам литниковой системы. Его выполняют несколько суживающимся книзу для удобства формовки и обеспечения гидравлического напора в литниковой системе. Конусность стояка 2-4%.
Шлакоуловитель служит для задержания шлака и передачи из стояка металла, свободного от шлака, к питателям. Шлакоуловитель располагается в горизонтальной плоскости. Обычно его выполняют в верхней полуформе, а питатели - в нижней. Поперечное сечение шлакоуловителей делают трапецеидальным. В процессе заполнения формы металлом для лучшего задержания шлака шлакоуловитель должен быль обязательно заполнен металлом. Это обеспечивается соответствующим соотношением сечений стояка, шлакоуловителя и питателей. Если расход металла через стояк больше расхода через питатели, то шлакоуловитель заполняется металлом и шлак, всплывая, задерживается в нем. Если расход через стояк меньше расхода через питатели, то шлакоуловитель будет незаполненным и шлак попадет в отливку. Таким образом, для задержания шлака сечение стояка должно быть больше сечения шлакоуловителя, а сечение шлакоуловителя больше суммарного сечения питателей.
Литниковая система
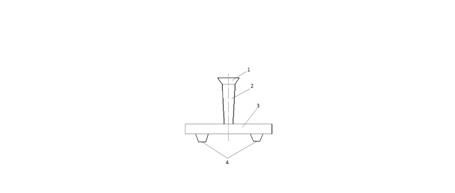
Рис. 4 1 - чаша (воронка), 2 - стояк, 3 - шлакоуловитель, 4 -
питатели
Целью расчета литниковой системы является определение
размеров сечений основных элементов литниковой системы: питателей, коллектора,
стояка. Инженерные методы расчета литниковых систем основаны на основах
гидравлики с использованием данных, полученных опытным путем. Суммарная площадь
поперечного сечения питателей определяется по формуле:
где ![]() - суммарная масса отливки с прибылями и выпорами
(M=1,3*m), кг; - масса отливки с учетом припусков на механическую обработку и
технологическую обработку, но без прибылей и выпоров (m = 53,2 кг);
- суммарная масса отливки с прибылями и выпорами
(M=1,3*m), кг; - масса отливки с учетом припусков на механическую обработку и
технологическую обработку, но без прибылей и выпоров (m = 53,2 кг);
![]() - плотность жидкого металла (
- плотность жидкого металла (![]() = 7000кг/м3);
= 7000кг/м3);
![]() - время заполнения литейной формы металлом, с;
- время заполнения литейной формы металлом, с;
![]() - коэффициент расхода литниковой системы,
учитывающий потери напора жидкого металла при его движении в литниковых каналах
(
- коэффициент расхода литниковой системы,
учитывающий потери напора жидкого металла при его движении в литниковых каналах
(![]() );
);
![]() - ускорение силы тяжести (
- ускорение силы тяжести (![]() = 9,81 м/с2);
= 9,81 м/с2);
![]() - расчетный напор жидкого металла при заливке
формы, м;
- расчетный напор жидкого металла при заливке
формы, м;
![]()
![]()
где ![]() характерная толщина стенки отливки, мм (
характерная толщина стенки отливки, мм (![]() ;
;
![]()
где ![]() - высота стояка над питателями (
- высота стояка над питателями (![]() = 0,09 м);
= 0,09 м);
![]() - общая высота отливки (
- общая высота отливки (![]() ; - высота отливки выше
места подвода металла (h = 0 м);
; - высота отливки выше
места подвода металла (h = 0 м);
![]()
![]()
Соотношение площадей поперечных сечений всех элементов литниковой
системы можно принять следующими:

![]()
![]()
![]()
Площадь сечения одного питателя:
![]()
Форма поперечных сечений элементов литниковой системы и их размеры.
Питатели и коллектор имеют трапециевидное сечение
|
|
|
|
|
|
|
|
|
. Эскиз литейной формы и описание технологии ее изготовления
Процесс изготовления литейных форм называют формовкой. В литейном производстве используют ручную и машинную формовку: в единичном и мелкосерийном производстве - преимущественно ручную формовку (формы изготовляют обычно по деревянным моделям).
Перед сборкой сырые полуформы припыливают (графитом, тальком, древесным углем и др.) и окрашивают для получения чистой поверхности отливки. Процесс изготовления формы начинают с установки модели и питателей на модельную плиту. Затем на плиту устанавливают пустую нижнюю опоку, а поверхность модели припыливают мелким песком. После этого через ручное сито просеивают облицовочную смесь. Обкладку отвесных стенок производят той же облицовочной смесью. В опоку засыпают наполнительную смесь и ее уплотняют. Опоку с плитой переворачивают на 1800, устанавливают верхнюю опоку и модели литниковой системы, и также насыпают в верхнюю опоку формовочную смесь и уплотняют. После этого поднимают верхнюю полуформу, переворачивают ее на 1800 и извлекают модели из формы.
Модели не следует располагать близко к краю опоки; расстояние от модели до стенки опоки должно быль не менее 40-60 мм в зависимости от массы отливки и габаритных размеров опоки.
В модель ввинчивают или забивают подъем. Затем ее слегка расталкивают ударами киянки и извлекают их формы. Так же извлекают модели элементов литниковой системы, стояка, выпора, питателя.
Извлечение модели из формы является ответственной операцией, и производить ее нужно очень осторожно, чтобы не разрушить форму. Сильно расталкивать модель не рекомендуется, так как при этом отливки получаются с увеличенными размерами и массой.
После извлечения модели поверхность формы отделывают.
Поврежденные места формы исправляют специальными инструментами. Отделанную
форму, изготовленную по сырому, перед сборкой присыпают порошкообразным
графитом или древесно-угольным порошком.
Список литературы
1. В.И. Черменский, М.Д. Харчук, Р.А.Сидоренко. Технология конструкционных материалов: методические указания к выполнению курсовой работы по разделу «Литейное производство» Екатеринбург: УГТУ-УПИ, 2007. 61с.
. А.М. Дальский. Технология конструкционных материалов - 5-ое изд., исправленное. М: Машиностроение, 2003. 512с.: ил.
. ГОСТ 26645 -85. Отливки и металлов и сплавов. Допуски размеров, массы и припусков на механическую обработку. М: издательство стандартов, 1986. 18с.
.
Н.Д. Титов, Ю.А. Степанов. «Технология литейного производства». М.:
Машиностроение, 1974. 472 с.