Материал: Технологический процесс изготовления мелованной бумаги
Технологический процесс изготовления мелованной бумаги
СОДЕРЖАНИЕ:
Введение
Технологический процесс изготовления мелованной бумаги
Список использованных источников
Приложения
ВВЕДЕНИЕ
Трудно представить себе нашу жизнь без печатной продукции, так же трудно представить газету, журнал или книгу без бумаги. Бумага отвечает многим потребительским, технологическим и экономическим требованиям. Тонкий, достаточно прочный лист бумаги имеет ровную поверхность, белизна которой обеспечивает качество изображения. Пористая структура бумаги способствует закреплению на ней краски. При всех достоинствах бумага имеет и недостатки, главным из которых является чувствительность к воздействию влаги, а также неоднородность структуры и свойств. Бумага - это тонкий листовой материал, состоящий из переплетенных и скрепленных между собой растительных волокон. [7]
Бумага - очень древнее изобретение. Отцом бумаги считают китайца Пай Луня, который придумал бумагу в 105 году нашей эры. Делали её тогда так: клочки шелковой ваты, тряпье, старые рыболовные сети измельчали и бросали в чан с водой, взбалтывали, пока не получалась однородная, водянистая кашеобразная масса, которую черпали бамбуковой сеткой. Осадок, оставшийся лежать ровным слоем на сетке, просушивали. Этот принцип работает и сегодня, изменились только средства производства, масштабы, скорость и сырье.
Кстати, экологи выяснили, что чиновники, юристы и финансисты по расходу писчей бумаги бьют все рекорды. Один такой работник за год исписывает (в пересчёте на деревья) - целых 17 хвойных стволов. Также по статистике в России лишь 0,1% бумаги производится из макулатуры. В Европе эта цифра доходит до 50%, а в Японии и вовсе - 65% новой бумаги делается из старой макулатуры.
А теперь немного информации о мелованной бумаге. Мелованная бумага - это один из самых востребованных сортов бумаги на современном рынке полиграфии. Мелование - это способ повышения качества бумаги и картона. Для производства мелованной бумаги применяется покрытие, основанное на минеральных материалах. Процесс мелования в значительной мере выравнивает шероховатую поверхность бумажного полотна, что улучшает ее внешний вид и важно для обеспечения высокого качества типографской печати.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ МЕЛОВАННОЙ
БУМАГИ
Сырье.
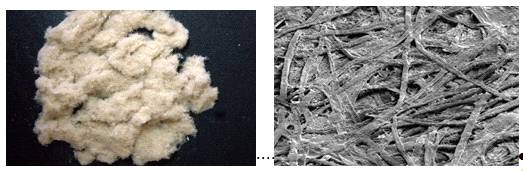
Рисунок 1. А) Волокна целлюлозы Б) Волокна
целлюлозы под микроскопом
Основу любой бумаги составляют волокна целлюлозы
(рис. 1). Эти волокна могут быть получены из разных источников - древесины,
соломы, конопли, риса или из самой же бумаги. Подавляющее большинство
используемой сегодня бумаги требует в качестве сырья древесину (рис. 2).

Рисунок 2. Древесина
Как правило, все сорта бумаг содержат смесь твердых (береза) и мягких (ель, сосна) пород древесины. Мягкие сорта дают длинные волокна, придающие бумаге хорошие прочностные свойства, твердые же сорта дают волокна короткие, благодаря которым улучшаются качественные показатели.
Существуют также альтернативные способы
получения сырья. Например, для изготовления высококачественной бумаги
используют смесь волокон хлопка и древесины, или же только волокна хлопка.
Хлопок дает очень длинные и прочные волокна, из которых получается бумага
высочайшего качества (рис. 3).
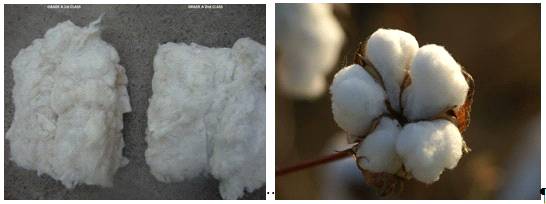
Рисунок 3. А) Хлопковое волокно Б) Растение
хлопок
Полуфабрикатами для производства бумаги могут
служить: макулатура; тряпичная полумасса; полуцеллюлоза (рис. 4). Технологии с
использованием бумажных отходов позволяют получать бумагу высокого качества, не
затрагивая при этом естественных природных источников. Бумаги такого типа
широко используются для производства газет, упаковки и т.д. [3]

Рисунок 4. Макулатура
Получение целлюлозы.
На фабрике машины сначала
сдирают
с древесины кору (рис. 5, 6, 7). Станки Cambio удаляют кору более эффективно по
сравнению с другими машинами, представленными на рынке. К тому же станки Cambio
наносят минимальные повреждения бревнам и удаляют намного меньше волокон
древесины. В этом легко удостовериться по наличию древесины в коре после окорки.
Производителем оригинальных окорочных станков Cambio является только компания Söderhamn
Eriksson AB (Швеция).
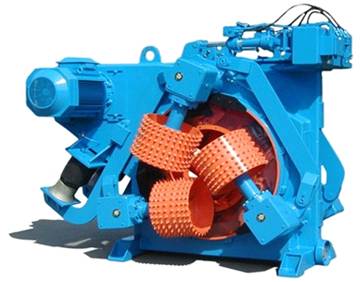
Рисунок 5. Окорочный станок Cambio

Рисунок 6. Вальцы подачи и режущий инструмент

Рисунок 7. Демонстрация работы режущего
инструмента
Далее специальная рубильная машина
размалывает древесину в мелкие щепки
(рис. 8, 9).

Рисунок 8. Барабанная рубильная машина Bruks

Рисунок 9. Щепки
Дальнейшей стадией превращения древесины в бумагу является отделение волокон целлюлозы от массы щепы. Для достижения этой цели существуют два метода - химический и механический. Эти методы позволяют получать целлюлозу с широким спектром свойств, из которых потом может производится бумага для различных целей.
Самый экономичный способ получения древесной целлюлозы - механический: на деревообрабатывающем предприятии щепка измельчается в рафинере до крошки, которая смешивается с водой. Бумага, изготовленная на основе такой целлюлозы, непрочна и чаще всего идет на производство, например, газет. [6]
Этот метод получения целлюлозы состоит в простом подводе древесины к вращающемуся дробящему жернову (рафинеру), выщепляющему волокна из исходного сырья. Процент использования исходного сырья при данном методе очень высок - порядка 98% сырья перерабатывается в целлюлозную массу, но также высок и процент, затрачиваемый на энергию. Помимо всего прочего, данная масса будет содержать не только волокна целлюлозы, но и нецеллюлозный лигнин. Благодаря этому составляющему растений целлюлозная масса будет иметь коричневый оттенок [1].
Поэтому бумагу более высокого качества делают из целлюлозы, полученной химическим способом. Из такой древесной массы изготавливают бумагу для книг, брошюр и модных журналов, а также прочные оберточные материалы.
В этом случае щепки сортируют по размеру на
специальных ситах и отправляют в варку. Варят дерево в специальных машинах,
куда добавляют кислоту (рисунок 10). [6]

Рисунок 10. Варочный котел
Очищенную и разваренную древесину фильтруют и промывают, чтобы очистить от примесей.
Только что полученная целлюлозная масса все еще имеет натуральный коричневый цвет. Но уже в таком виде она пригодна для производства ряда продуктов (например, упаковки), но для качественной бумаги, нуждающейся в высокой белизне, этого не достаточно.
Для получения бумаги более высокого качества
данную целлюлозную массу обычно подвергают многоступенчатому отбеливанию (рис.
11).

Рисунок 11. Ступени отбеливания целлюлозы
Первая стадия - отбеливание кислородом,
придающее целлюлозной массе светло-коричневый оттенок. Ярко-белая целлюлозная
масса получается на последней стадии отбеливания (рис.12).

Рисунок 12. Отбеливание

Рисунок 13. Башня для отбелки
Отбеливание происходит в специализированных высоких сооружениях (рис. 13).
Исторически этот этап проходил с использованием хлора, но поскольку хлор вредно влияет на окружающую среду, сейчас широко используются безхлорные отбеливатели. Например, отбеливание перекисью водорода становится все более интересным процессом, за счет того, что степень загрязнения промывных вод значительно ниже. Такая целлюлоза называется бесхлорной и используется для получения "экологической" бумаги.
При отбеливании лигнин растворяется или разрушается. Следует заранее сказать, что степень белизны бумаги увеличивается и белыми пигментами, которые добавляются в процессе, а также бесцветными флюоресцентными веществами (преобразующими ультрафиолетовые излучения в голубые), которые называются оптическими отбеливателями. Они добавляет бумаге слегка голубоватый оттенок, уравновешивающий имеющуюся легкую желтизну и за счет этого увеличивающий эффект белизны. [10]
После отбеливания целлюлозная масса проходит еще
один этап. На данном этапе целлюлозная масса окончательно размалывается. При
размоле волокнам придают необходимые толщину и физические свойства. Размол
производится в аппаратах периодического и непрерывного действия
(роллах, конических и дисковых мельницах, рафинерах и других). [3] Рафинеры
хорошо рафинируют волокно без укорочения, повышая прочностные свойства бумаги,
особенно сопротивление раздиранию и излому (рис.14). Такая масса хорошо
обезвоживается на сетке бумагоделательной машины. Дисковые рафинеры имеют
большую мощность и производительность, требуют меньшие площадь для их
размещения и капитальные затраты на установку, проще и дешевле в обслуживании, расходуют
меньше энергии на размол и экономичнее в работе, чем конические мельницы.
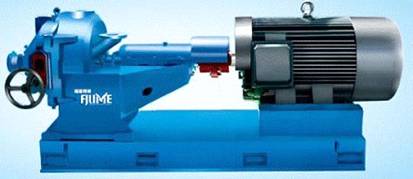
Рисунок 14. Дисковой рафинер
Итак, когда масса уже готова, следующая стадия - изготовление бумаги.
Производство бумаги
Начальный этап производства мелованной бумаги
мало чем отличается от стандартного бумагоделательного процесса. Целлюлозная
масса содержит приблизительно 5-7% целлюлозы и 93-95% воды.[1] Она подается
насосом из массоподготовительного отдела сначала в машинный бассейн, откуда
поступает на сетку бумагоделательной машины через напускное устройство. [ 10]
Так постепенно формируется бумажное полотно.
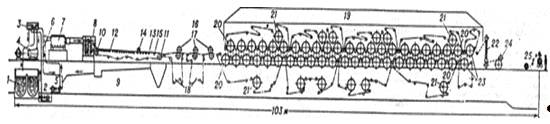
Рисунок 15. Схема плоскосеточной бумагоделательной машины: 1 - машинный бассейн; 2 - насос; 3 - бак постоянного напора; 4 - коническая мельница; 5 - смесительный насос; 6 - задвижка; 7 - очистная аппаратура; 8 - напорный ящик; 9 - сеточная часть; 10 - грудной вал; 11 - гауч-вал; 12 - регистровые валки; 13 - отсасывающие ящики; 14 - решительный валик (эгутёр); /5 - правильный валик; 16 - прессовая часть; 17 - прессовые валы; 18 - шерстяные сукна; 19 - сушильная часть; 20 я 21 - сушильные цилиндры; 22 - каландр; 23 - холодильные цилиндры; 24 - накат; 25 - продольно-разрезный станок *
*Источник: [8]
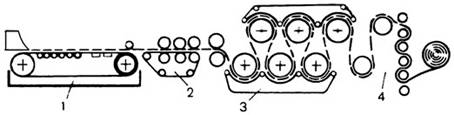
Рисунок 16. Упрощенная схема бумагоделательной машины: 1 - сеточная секция, 2 - прессовая секция, 3 - сушильная секция, 4 - отделочная секция *
*Источник: [7]
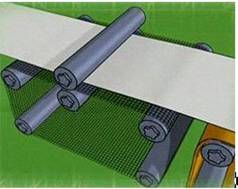
Рисунок 17. Секция сетки
Секция сетки представляет собой мелкую сетку, проходящую между двух ролей (рис. 17). Сама сетка выткана из нитей различных сплавов меди или синтетических материалов и натянута на два вала и все время вращается, перенося бумажную кашицу вперед. Чтобы бумажная масса не стекала, по краям сетки устанавливаются ограничительные линейки. На сеточном участке начинается образование бумажного полотна, называемое формованием листа. По мере продвижения бумажной массы по ленточному конвейеру часть содержащейся в ней воды вытекает через ячеистые отверстия, и бумажные волокна начинают сплетаться друг с другом, образуя так называемую рулонную ленту. Обезвоживание бумажной массы и формование полотна бумаги происходят за счёт свободного стекания и отсасывающего действия регистровых валиков. Для получения более однородного полотна бумаги в продольном и поперечном направлениях, при скорости машины не более 300 м/мин, регистровая часть иногда подвергается тряске в поперечном направлении. Дальнейшее обезвоживание происходит над отсасывающими ящиками под действием вакуума, создаваемого специальными вакуумными насосами. При выработке высокосортных бумаг над ними часто устанавливают лёгкий равнительный валик (эгутер). Он служит также для нанесения на бумагу водяных знаков. После этого сетка вместе с полотном бумаги проходит над гауч-валом , который имеет от одной до трёх отсасывающих камер.
После секции сетки бумага содержит еще 80% воды.
Далее эта смесь поступает в секцию отжима (секцию пресса), где из
нее извлекается еще 10 - 15% жидкости (рис. 18).
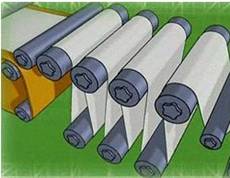
Рисунок 18. Секция отжима
Секция отжима также влияет на толщину конечного листа и гладкость его поверхности.[3] Сырой уже сформированный лист под действием давления и вакуума проходит через целый ряд валиков. Одни валики отжимают воду, другие, обогреваемые изнутри паром, высушивают ее, третьи полируют.
В конце сеточного участка еще сырое бумажное
полотно перемещается в секцию прессования, которую также называют "мокрым
прессованием". [6]
Рисунок 19. Секция сушки
После секции отжима полотно бумаги с сухостью до 45 % поступает в секцию сушки (наибольшую по длине), состоящую из рядя нагретых роликов (чугунных вращающихся сушильных цилиндров, которые изнутри нагреваются паром).. Полотно бумаги движется с верхнего цилиндра на нижний, затем на соседний верхний и т.д. При этом бумага высушивается до содержания остаточной влаги 5-7%. На современных бумагоделательных машинах во второй половине сушильной части обычно помещают клеильный двухвальный пресс для поверхностной проклейки бумаги и нанесения поверхностного слоя. Сушильная часть некоторых бумагоделательных машин снабжена автоматическими регуляторами подачи пара в цилиндры, приспособлениями для автоматической заправки полотна бумаги на сушильные цилиндры и т.д. Пар собирается под колпаком, расположенным над всей сушильной частью бумагоделательной машины, а затем отводится вытяжными вентиляторами наружу (рис. 19). На данном этапе полотно окончательно уплотняется и обезвоживается.
В процессе изготовления бумага непременно
проходит проклейку между секциями сушки. Это необходимо для того,
чтобы уменьшить степень впитываемости связующего печатных красок. Для проклейки
используют специальное вещество, наносящееся на поверхность бумаги и улучшающее
ее печатные свойства. Для этого ей придают гидрофобные свойства: в бумажную
массу вводят канифольный клей, парафиновую эмульсию, глинозём и другие
способствующие слипанию вещества (так называемая проклейка) (рис. 20); для
повышения связи между волокнами и увеличения механической прочности и жёсткости
добавляют крахмал, животный клей; для увеличения прочности бумаги во влажном
состоянии - мочевино- и меламино-формальдегидные (карбамидные) смолы (рис. 21).
[3] Сейчас же все шире применяются синтетические химически нейтральные добавки
- бумага с содержанием таких добавок называется бумагой с нейтральной
проклейкой.

Рисунок 20. А) Парафин
Б) Канифоль

Рисунок 21. Карбамидные смолы
Различают проклейку бумаги в массе и
поверхностную. В первом случае проклеивающие вещества вводят непосредственно в
бумажную массу перед отливом бумаги на бумагоделательной машине, вследствие
чего эти вещества распределяются примерно равномерно по всей толщине листа. Во
втором случае проклейке подвергают уже готовую - бумагу путем нанесения на ее
поверхность (с одной или двух сторон) клея. В этом случае проклеивающие
вещества распределяются в основном на поверхности, а толщина листа остается
непроклеенной. При проклейке вторым способом достигается значительная экономия
проклеивающих веществ и исключается их потеря со сточными водами. Однако для
осуществления такой проклейки требуется специальное оборудование, а для
проклейки в массе оно не нужно. Поэтому более 50 % вырабатываемой бумаги и
картона проклеивается в массе. Иногда используют оба метода одновременно. [11]