Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
По результатам выполненных исследований образцов из стали 20Н2М установлено следующее:
–закономерной связи между величиной остаточной пластической деформации и величиной остаточных макронапряжений не обнаружено;
–установлена тенденция, заключающаяся в изменении величины остаточных макронапряжений от пластической деформации образца как для штанг из стали 20Н2М, так и из 15Х2НМФ.
Реализация данного способа была осуществлена в НГДУ «Кунгурнефть» ПО «Пермнефть» с использованием устройства для правки насосных штанг из никелесодержащих сталей, например 20Н2М, 15ХНМФ, растяжением и технических средств для магнитоиндукционного контроля протяженных изделий [8, 5]. За счет использования данных технических решений, реализующих способ холодной правки
иконтроля штанг растяжением за период 1992–1994 гг. была снижена обрывность вдвое по фонду скважин, оборудованных штангами, бывшими в эксплуатации после холодной правки, контроля растяжением
имагнитоиндукионного неразрушающего контроля. При этом снижение обрывности было достигнуто за счет: устранения кривизны длинномерных изделий, например насосной штанги; изменения по величине
изнаку остаточных макронапряжений по внешней поверхности штанги; перемещения остаточных макронапряжений. Данное положение установлено при многократном пластическом деформировании образцов.
Устройство, реализующее способ холодной правки, относится к обработке металлов давлением, в частности к оборудованию для правки растяжением длинномерных изделий, насосных штанг, и может быть использовано в металлургической, машиностроительной отраслях промышленности и на предприятиях нефтяной промышленности, ведущихремонт и контрольнефтепромыслового оборудования [8].
Холодная правка, например насосной штанги, достигается за счет того, что устройство для правки изделий растяжением (содержащее установленные на основании подвижную и неподвижную каретки с захватами для концов изделия, связанный с источником питания основной гидроцилиндр, шток которого жестко соединен с подвижной
71
кареткой, и блок управления, включающий закрепленную на основании неподвижную часть со шкалой и размещенную на подвижной каретке подвижную часть с пластиной, периодически взаимодействующей со шкалой, и возвратной пружиной) снабжено двумя дополнительными гидроцилиндрами, закрепленными на основании параллельно основному гидроцилиндру и связанными с источником питания. При этом подвижная часть блока управления выполнена в виде расположенных на подвижной каретке и последовательно шарнирносвязанных между собой толкателя, подпружиненного в направлении неподвижной каретки, промежуточного звена, двуплечего рычага, упора, установленного с возможностью перемещения по пластине, и закрепленного на последней датчика, электрически связанного с источником питания и периодически контактирующего с упором, а штоки дополнительных гидроцилиндров расположены с возможностью периодического взаимодействия с подвижной кареткой и толкателем.
На рис. 1.26 схематично представлен общий вид устройства для правки (вид сверху); на рис. 1.27 – разрез А-А рис. 1.26 (исходное положение элементов датчика контроля величины удлинения изделия); на рис. 1.28 – разрез А-А рис. 1.26 (положение элементов датчика контроля величины удлинения изделия в начале ее пластического удлинения).
Устройство для правки изделий растяжением (см. рис. 1.26–1.28), например насосных штанг, содержит основание 1, нагружающее приспособление, включающее жестко установленные на основании 1 три гидроцилиндра – первый дополнительный 2, основной 3 и второй дополнительный 4, неподвижную 5 и подвижную 6 каретки с захватами 7 и 8 для высаженных концов насосной штанги 9 и датчик 10 контроля величины удлинения насосной штанги.
Шток 11 основного гидроцилиндра 3 жестко связан с подвижной кареткой 6, штоки 12 и 13 гидроцилиндров 2 и 4 соответственно имеют возможность поступательного движения до контакта штока 12 с толкателем 14 датчика 10 контроля величины удлинения насосной штанги и последующего контакта этих штоков 12 и 13 с подвижной кареткой 6. Датчик 10 контроля величины удлинения насосной штанги
72
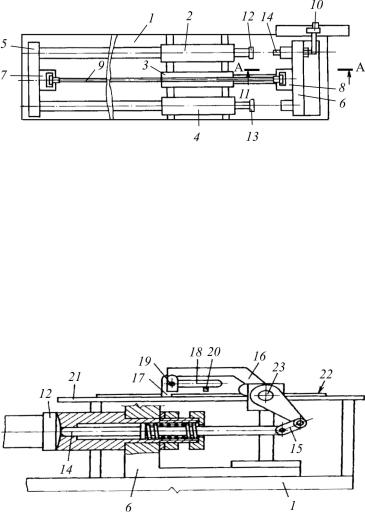
Рис. 1.26. Общий вид устройства для правки изделий растяжением: 1 – основание устройства; 2 – первый (дополнительный) гидроцилиндр; 3 – основной гидроцилиндр для предварительной правки насосной штанги; 4 – второй (дополнительный) гидроцилиндр; 5 – неподвижная каретка устройства; 6 – подвижная каретка устройства; 7, 8 – захваты
для высаженных концов насосной штанги; 9 – штанга насосная (длинномерное изделие); 10 – датчик контроля величины удлинения насосной штанги (изделия); 11 – шток основного гидроцилиндра; 12 – шток гидроцилиндра; 13 – шток гидроцилиндра; 14 – толкатель датчика контроля величины удлинения насосной штанги (изделия)
Рис. 1.27. Разрез А-А рис. 1.26 (при исходном положении элементов датчиков контроля величины удлинения изделия): 15 – промежуточное звено; 16 – двуплечий рычаг; 17 – пластина; 18 – продольный паз пластины 17; 19 – упор в виде стержня; 20 – исполнительный элемент; 21 – опорная площадка; 22 – шкала для определения длины насосной
штанги; 23 – ось рычага 16
73
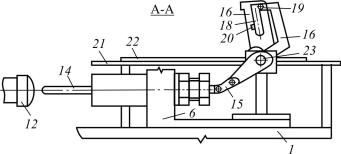
Рис. 1.28. Разрез А-А рис. 1.26 (при положении элементов датчиков контроля величины удлинения изделий в начале ее пластического удлинения)
включает подпружиненный толкатель 14, промежуточное звено 15, двуплечий рычаг 16, пластину 17 с продольным пазом 18, упор 19, выполненный в виде стержня, и исполнительный элемент 20. Исполнительный элемент 20 установлен на пластине 17. Толкатель 14 установлен на подвижной каретке 6 и связан посредством промежуточного звена 15 и двуплечего рычага 16 с упором 19. Упор 19 связан с двуплечим рычагом 16 и установлен в продольном пазу 18 пластины 17 так, что имеет возможность перемещаться при движении подвижной каретки 6 вдоль паза 18 до контакта с исполнительным элементом 20. При этом пластина 17 установлена с возможностью углового перемещения до соприкосновения с жестко связанной с основанием 1 устройства опорной площадной 21, на которой закреплена шкала 22, предназначенная для определения длины насосной штанги при достижении величины эксплуатационного нагружения в скважине.
Схема работы устройства
Штангу насосную 9, поднятую на поверхность из скважины при ремонтных работах и предназначенную для правки, укладывают в захваты 7 и 8 устройства. Включают главный электродвигатель привода гидростанции (не показано), обеспечивая тем самым подачу масла в основной гидроцилиндр 3. Шток основного гидроцилиндра 3 и жестко связанная с ним каретка 6 с захватами 8 начинают движе-
74
ние. При достижении нагружения насосной штангой 9 величины, соответствующей эксплуатационному нагружению штанги в скважине, происходит упругая деформация насосной штанги, в результате которой осуществляется ее предварительная правка. После этого через определенное время осуществляется подача масла в дополнительные гидроцилиндры 2 и 4, и штоки 12 и 13 этих гидроцилиндров начинают поступательное движение. Шток 12 входит в контакт с подпружиненным толкателем 14 датчика 10, конструкция которого представлена на рис. 1.26 и 1.27, в результате чего происходит поворот рычага 16 относительно оси 23 и упор 19 датчика 10 начинает перемещаться по дуге окружности. Вместе с ним совершает угловое перемещение пластина 17 датчика 10. В момент, когда упор 19 достигает своего минимального расстояния до горизонтальной опорной площадки 21, пластина 17 выходит из связи с упором 19 и боковой поверхностью ложится на опорную площадку 21. По положению пластины 17 на опорной площадке 21 устанавливают начало отсчета величины удлинения данной штанги при пластической деформации. Также по положению пластины 17 на опорной площадке 21 и с помощью шкалы 22 определяют длину насосной штанги при ее эксплуатационном нагружении. По величине длины насосной штанги при эксплуатационной нагрузке, по типоразмеру и техническим характеристикам насосной штанги определяется величина требуемого пластического удлинения этой штанги, тем самым определяется положение исполнительного элемента 20 на пластине 17 датчика 10. Поскольку подвижная каретка 6 под действием штоков 12 и 13 продолжает свое поступательное движение, то вместе с кареткой 6 через подпружиненный толкатель 14 промежуточное звено 15 двуплечий рычаг 16 упор 19 начинает перемещаться в продольном пазу 18 пластины 17 датчика 10 контроля величины удлинения насосной штанги, которая к этому моменту лежит на опорной площадке 21 до контакта с исполнительным элементом 20. Исполнительный элемент 20 формирует сигнал на прекращение подачи масла в гидроцилиндры 2, 3 и 4 и возвращение их штоков 11, 12 и 13 в исходное положение,
75