Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
ческая обработка головок штанг и нарезка резьбы на автоматической линии. Насосные штанги, изготовленные по описанной схеме, подвергали механическим испытаниям.
По результатам одноосного растяжения образцов диаметром 5 мм и рабочей частью 25 мм определяли предел прочности (σв, МПа), предел текучести (σт, МПа), относительное удлинение (δ, %), относительное сужение (ψ, %) в соответствии с ГОСТ 1497–73. Ударную вязкость (KCU, МДж/м2) определяли на маятниковом копре МК-30 на образцах размером 10× 10× 55 мм (ГОСТ 9454–78).
Усталостные испытания образцов, вырезанных из штанг, были проведены методом ступенчатого нагружения Локати (ГОСТ 19533–74) с начальным напряжением 200 МПа и шагом 20 МПа. Значения предела выносливости (σ–1 , МПа) были определены расчетным путем и изложеныв [28]. Результатыиспытаний приведены в табл. 1.6.
Таблица 1 . 6
Механические свойства штанг из стали 20Н2М после различных режимов термической обработки
|
|
|
Механические свойства |
|
|||
Способ |
Режим |
предел |
относи- |
относи- |
ударная |
твердость |
предел |
обработки |
обработки |
прочности/ |
тельное |
тельное |
вязкость, |
поБри- |
вынос- |
|
|
текучести, |
удлине- |
сужение, |
2 |
нелю |
ливости, |
|
|
МПа |
ние, % |
% |
МДж/м |
МПа |
|
|
Низкотемпера- |
|
|
|
|
|
|
|
турныйотжиг |
660/520 |
21 |
66 |
1,6 |
198 |
– |
Низкотем- |
500 ° С28 мин |
|
|
|
|
|
|
Низкотемпера- |
|
|
|
|
|
|
|
пературная |
|
|
|
|
|
|
|
термическая |
турныйотжиг |
630/470 |
33 |
66 |
2,2 |
190 |
290 |
обработка |
600 ° С28 мин |
|
|
|
|
|
|
Низкотемпера- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
турныйотжиг |
600/430 |
27 |
69 |
1,8 |
187 |
– |
|
700 ° С28 мин |
|
|
|
|
|
|
Высокотем- |
Нормализация |
|
|
поГОСТ |
16877–80 |
|
|
пературная |
|
|
|
|
|
|
|
термическая |
870 ° С28 мин |
600/390 |
21 |
56 |
1,2 |
200 |
243 |
обработка |
|
|
|
|
|
|
|
Прокатный |
Всостоянии |
720/540 |
19 |
63 |
1,1 |
220 |
270 |
нагрев |
поставки |
||||||
(прокат) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
51
Таким образом, существенное преимущество способа изготовления насосной штанги из горячедеформированной заготовки, низкотемпературной термической обработкой состоит в новом регламентировании температуры нагрева под термическую обработку штанг, а также в новой совокупности операций осуществления способа.
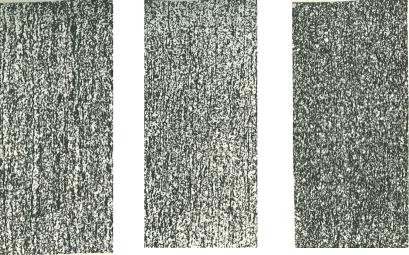
В заключение следует добавить, что низкотемпературная термическая обработка (отжиг 1-го рода) обеспечивает в штангах мелкозернистую однородную структуру, за счет чего на 20–30 % возрастает величина предела выносливости в сравнении с пределом выносливости нормализованных штанг, что подтверждено данными, представленными в табл. 1.6, и микроструктурой фрагментов насосных штанг, представленных на рис. 1.20.
а |
б |
в |
ε = 0,0 % |
ε = 0,25 % |
ε = 3,3 % |
Рис. 1.20. Микроструктура фрагмента насосной штанги при 100-кратном увеличении, исходя из величины ее деформации (ε), вызванной продольным растяжением, изготовитель Очёрский машзавод (г. Очёр), сталь 20Н2М, режим термообработки низкотемпературный
52
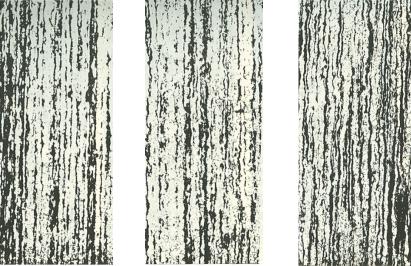
Для сравнения микроструктура фрагментов штанг из стали 20Н2М после полного отжига и величины продольной деформации растяжением представлена на рис. 1.21. Анализ представленных на рис. 1.20 и 1.21 структур свидетельствует о том, что фрагменты исследованных штанг, прошедших низкотемпературный отжиг, имеют мелкозернистую сравнительно однородную ферритно-сорбитную структуру с номером зерна 9–10 по ГОСТ 5639–82, а фрагменты штанг, подвергнутых полному отжигу, имеют неоднородную полосчатую ферритно-сорбитную структуру с баллом 4Б по ГОСТ 5640–68.
а |
б |
в |
ε = 0,0 % |
ε = 0,3 % |
ε = 3,15 % |
Рис. 1.21. Микроструктура фрагмента насосной штанги при 100-кратном увеличении, исходя из величины ее деформации (ε), вызванной продольным растяжением, изготовитель Очёрский машзавод (г. Очёр), сталь 20Н2М, режим термообработки нормализация
Существенное преимущество способа изготовления насосной штанги из горячедеформированной заготовки низкотемпературной термической обработкой состоит как в новом регламентировании
53
температуры нагрева под термическую обработку штанг, так и в новой совокупности операций осуществления способа.
Как следствие, при использовании данной технологии было достигнуто:
–повышение предела выносливости штанг за счет уменьшения глубины обезуглероженного слоя в теле штанги и исключения возможности получения в теле штанг полосчатой ферритно-сорбитной структуры;
–повышение стабильности предела выносливости за счет изменения режимов и последовательности технологических операций
изготовления штанг, вследствие чего обеспечивается отсутствие в готовой продукции неблагоприятных растягивающих напряжений
иповышается стабильность дислокационной структуры;
–уменьшение вероятности обрыва штанг при эксплуатации за счет повышения предела выносливости, поскольку 100 % штанг разрушаются при эксплуатации по усталостному механизму;
–экономический эффект за счет сокращения расхода газа при термической обработке штанг.
1.6. Химико-термическое упрочнение концевых участков насосной штанги, обеспечивающее ее восстанавливаемость
Способ упрочнения насосной штанги включает высадку с обоих концов штангового проката головок с ниппелем, буртиком, квадратом и галтелью, переходящих в тело штанги, термическую обработку штанги, ее правку, механическую обработку головок и поверхностное упрочнение концов штанги с головкой с ниппелем, буртиком, квадратом, галтелью и прилегающих к ним частей тела штанги, не захватывая среднюю по длине часть тела штанги. Поверхностное упрочнение проводят методами химико-термической обработки, которую проводят одновременно с термической обработкой остальной части тела штанги [29, 30, 31].
Исследуемый способ решает техническую задачу обеспечения при изготовлении насосной штанги возможности ее к восстановле-
54
нию, в случае разрыва штанги в процессе эксплуатации выполняют при ее изготовлении по сравнению со штангами, изготовленными известным классическим способом [31, 32, 33], места разрыва штанги по длине в часть тела штанги, обеспечивающую ее восстанавливаемость, за счет создания частей насосной штанги с разными пределами выносливости. Дополнительной задачей данного решения является повышение срока службы штанги.
Благодаря указанным операциям в исследуемом способе достигнуто повышение механических характеристик отдельных участков штанг, а именно – галтелей и прилегающих к ним частей тела штанги, путем их поверхностного упрочнения, в результате чего место статистически установленного усталостного разрушения штанги, изготовленной известным способом, смещается за пределы упрочненного участка, а именно – в среднюю часть штанги.
Благодаря тому, что предел выносливости галтелей и прилегающих к ним частей тела штанги в исследуемом способе достигается поверхностным упрочнением, включающем, например, химикотермическую обработку, до 590±23 МПа, в то время как предел выносливости при нормализации ее тела составляет 243±17 МПа, при низкотемпературной термической обработке 290 МПа, а для нормализованного и закаленного ТВЧ тела составляет 500±10 МПа, как следствие, усталостное разрушение штанг с упрочненными концевыми участками при любых условиях эксплуатации будет происходить за пределами упрочненных участков. При этом переход в структуре металла от упрочненных участков штанги к ее телу, как показали результаты дефектоскопии, имеет плавный характер, и протяженность этой переходной области составляет 50–100 мм, благодаря чему в этой области исключается повышенный уровень внутренних напряжений, который обычно имеет место там, где есть резкий градиент свойств. Значения величин пределов выносливости образцов, вырезанных из упрочненных участков, переходной области и средней части штанг, изготовленных по данному способу, приведены в табл. 1.7 (испытания проведены методом Локати по схеме «консольный изгиб с вращением», ГОСТ 25.502–78).
55