Материал: Розробка керуючої програми для програмованих логічних контролерів Zelio Logic та ОВЕН
Схема роботи приведена в Додатку А.
2.2 Розробка програми на мові функціональних блоків FBD
При розробці програми на мові функціональних блоків FBD використовувались такі елементи:
1) 
- таймер затримки вихідного сигналу, логіка роботи якого
аналогічна роботі в LD.
2) ![]()
- таймер, який починає працювати, лише після проходження
певного часу, з моменту подачі імпульсу на його вхід.
3) ![]()
- RS-тригер. Являється елементом пам’яті. При подачі сигналу
на його S-вхід він переходить в положення "1", в якому буде
утримуватись доти, доки на його R-вхід не надійде аналогічний керуючий сигнал.
Він буде утримуватись в положенні "1" не залежно від того, чи буде
подаватись на його S-вхід сигнал, чи ні.
4) 
- логічний елемент, на виході якого буде з’являтися сигнал,
якщо на усіх його входах одночасно буде присутній одиничний рівень вхідного
сигналу. Якщо хоча б на одному з входів сигнал буде нульового рівня - на виході
елементу AND буде нульовий рівень сигналу.
1) 5) ![]()
- логічний елемент НІ. Він ніби віддзеркалює вхідний сигнал.
Тобто якщо на його вході присутня логічна одиниця, на виході буде нульовий
рівень сигналу, і навпаки.
6) 
логічний елемент, на виході якого буде з’являтися сигнал, якщо хоча б на одному його вході буде присутній одиничний рівень вхідного сигналу. Якщо на всіх входах одночасно буде відсутній сигнал - на виходу елемента OR буде логічний нуль.
Також в логіці роботи схеми задіяні вхідні контакти, такі як:
![]()
- контакт що відповідає кнопці "пуск" на пульті
оператора
![]()
- контакт, що відповідає кнопці "стоп" на пульті
оператора
- датчики швидкості обертання відповідно кожного двигуна.
Та вихідні контакти, а саме анімація роботи двигунів:
Послідовність дій даної схеми така:
. Ключем І1 ми вмикаємо в роботу 1 конвеєр, який на схемі відображає елемент Q1. Подаючи на S-вхід RS-тригера сигнал запуску, ми запускаємо цим таймер, що відраховує час, за який двигун має ввійти до робочого режиму.
2. При спрацюванні сенсору швидкості I3, подається сигнал на запуск 2 конвеєра.
. Якщо сенсор не спрацював, таймер подає імпульс, який в свою чергу, подає сигнал на R-вхід Q3, що призводить до зупинки 1-го конвеєру.
. З запуском 2-го і 3-го конвеєрів повторюється така ж сама процедура.
. Якщо один із сенсорів швидкості перестає працювати, він зупиняє відповідний конвеєр, і подаючий на нього.
Також є система планового виключення всіх конвеєрів, при якій
спочатку вимикається 3 конвеєр, а потім, за допомогою таймерів, запрограмованих
на 15с та 30, послідовно вимикається решта конвеєрів.
3. Розробка керуючої програми для програмованого логічного
контролера, яка забезпечує вимоги технологічного процесу для ПЛК ОВЕН ПР-110 на
мові функціональних блоків FBD
При розробці схеми керування для ПЛК ОВЕН ПР-110 використовувались ті ж самі логічні елементи, що й при проектуванні на мові FBD для Zelio Logic. Але існує декілька відмінностей у функціонуванні цих елементів, тому були внесені певні зміни, а саме:
Алемент OR в програмному середовищі ОВЕН має лише два контакти.
У моїй схемі, в Zelio були задіяні всі чотири, тому я бв змушений задіяти
послідовне ввімкнення трьох логічних елементів OR:
Також, замість відомого нам раніше таймера, з затримкою
виключення довелось використовувати
Також відмінністю є те, що в ОВЕНі існує два типи тригерів: RS- та SR-, у яких переважає сигнал на обнуління та запуск відповідно.
Послідовність дій даної схеми така:
. Контактом І1 ми вмикаємо в роботу 1 конвеєр, який на схемі відображає елемент Q1. Подаючи на S-вхід RS-тригера сигнал запуску, ми запускаємо цим таймер, що відраховує час, за який двигун має ввійти до робочого режиму.
2. При спрацюванні сенсору швидкості I3, подається сигнал на запуск 2 конвеєра.
. Якщо сенсор не спрацював, таймер подає імпульс, який в свою чергу, подає сигнал на R-вхід Q3, що призводить до зупинки 1-го конвеєру.
. З запуском 2-го і 3-го конвеєрів повторюється така ж сама процедура.
. Якщо один із сенсорів швидкості перестає працювати, він зупиняє відповідний конвеєр, і подаючий на нього.
Також є система планового виключення всіх конвеєрів, при якій
спочатку вимикається 3 конвеєр, а потім, за допомогою таймерів, запрограмованих
на 15с та 30, послідовно вимикається решта конвеєрів.
4. Розробка принципової електричної схеми системи управління
В даній частині курсової роботи нам пропонувалось розробити електричну схему системи управління технологічного процесу, вказаного у варіанті завдання. Для розробки схеми використовувався графічний редактор sPlan.
При розробці елементів використовувались:
) Нормативні документи, в яких вказувались розміри таких електричних елементів як: вимикачі, автоматичні вимикачі, двигуни, кнопки, контакти реле та їх відповідне маркування.
2) Довідники, зокрема і компанії Schneider Electric, у яких вказувалось позначення ПЛК на принципових схемах.
На першому листі Додатку Г зображена силова частина схеми: мережа, від якої заживлена схема; автоматичні вимикачі та ручні вимикачі.
На другому листі Додатку Г зображена керуюча частина схеми: кнопки ввімкнення/вимкення з пульта оператора; три контактори реле швидкості, що відповідають за кожний з трьох двигунів; та сам програмований логічний контролер, програму керування якого я розробляв у попередніх пунктах.
При розробці схеми використовувались елементи:
У даній роботі було розроблено креслення електричної складової проекту.
Використовувались такі елементи:
Рис. 4.1. Трифазна мережа, від якої проводиться живлення з
відповідно пронумерованими фазами.
Рис. 4.2. Трифазний автоматичний вимикач, за допомогою якого
проводиться вимкнення мережі при аварійних ситуаціях.
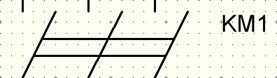
Рис. 4.3. Трифазний вимикач, за допомогою якого проводиться
ввімкнення/вимкнення окремого двигуна.
Рис. 4.4. Двигун, що відображає конвеєр.
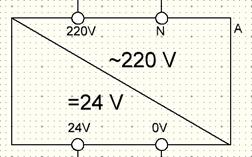
Рис. 4.5 Трансформатор напруги, необхідний для заживлення
ПЛК.
Рис. 4.6. Програмований
логічний контролер
Висновки
Під час виконання курсової роботи я ознайомився з трьома мовами, та відповідними середовищами, програмування логічних контролерів. Здобув базові знання, необхідні для програмування будь-якого виду ПЛК. Адже розглянуті в цій курсовій роботі мови, а саме: LD та FBD для Zelio та мова LD для OWEN, використовують різноманітні методи та принципи роботи.
Я навчився запрограмовувати ПЛК для різноманітних технологічних процесів, одним з яких являється процес, з мого завдання.
Також я ознайомився з відмінностями кожного з програмованих середовищ, та описав їх у відповідних пунктах курсової роботи.
З моєї точки зору, як для інженера-електрика найбільш зрозумілою буде мова сходинкових діаграм LD для Zelio Logic, адже всі елементи там представлені у вигляді вимикачів, імпульсних котушок та інших елементів, які зустрічаються в звичайних електричних схемах. А ті елементи, які фізично рідше зустрічаються - детально описані. Наприклад таймери - при виклику меню цього елемента, вказується у вигляді часових діаграм, принцип його роботи.
Однак, якщо фахівець знайомий з певними мовами програмування
та має базові навички з англійської мови - йому не буде надто важко освоїти
мову FBD. Особливо, зважаючи на те, що в програмі OWEN закладене лінгвістичне
забезпечення, яке дає повний опис усіх елементів російською мовою, а також
існує файл з повним описом усіх елементів та принципами їх роботи.
Література
1. Методичні матеріали викладача з предмету: Обчислювальна техніка в технологічних процесах.
2. ru.wikipedia.org/wiki/Программируемый_логический_контроллер
. uk.wikipedia.org/wiki/Автоматизована_система_керування
. Минаев И.Г. Программируемые логические контроллеры в автоматизированных системах управления / И.Г. Минаев, В.М. Шарапов, В.В. Самойленко. - 2-е изд., перераб. и доп. - Ставрополь: АГРУС, 2010. - 128 с.
. Мишель Ж. Программируемые контроллеры: архитектура и применение/ Ж. Мишель,
. Петров И.В. Программируемые контроллеры. Стандартные языки и приемы прикладного проектирования / И.В. Петров // под ред. проф. В.П. Дьяконова. - М.: СОЛОН-Пресс, 2004. - 256 с.
. Telemechanique. ZelioLogic User Guide, 2004. - 150 с.