Материал: Ремонт коленчатых валов
Из сказанного следует, что при наличии подобного изгиба оси вала усталость металла проявиться, скорее всего, у высокооборотных двигателей, так как у них произойдет за единицу времени большее количество изгибов вала. Поэтому при ремонте высокооборотных двигателей предъявляются особенно жесткие требования в отношении укладки коленчатого вала.
У большинства двигателей можно проверить ось коленчатого вала, т.е. определить наличие возможного упругого прогиба его в процессе эксплуатации судна. В этом случае задача сводится к определению положения рамовых подшипников коленчатого вала, т.е. к определению просадок рамовых подшипников. Тем самым учитывается, что одна только проверка прилегания вала к рамовым подшипникам не дает еще основания считать, что вал равномерно нагружает все подшипники. Он, находясь даже под статическим действием одних сил собственного веса, может прогибаться так, что не будет касаться всех рамовых подшипников. Поэтому правильнее считать, что упругий прогиб коленчатого вала определяется величиной просадок его рамовых подшипников и шеек и тем самым, будет зависеть от износа последних.
При нормальных условиях работы двигателя неравномерность износа (просадки) отдельных рамовых подшипников вызывается разной по величине рабочей нагрузкой, приходящейся на них. Например, крайний (носовой) подшипник испытывает нагрузку лишь от работы одного цилиндра, тогда как на второй подшипник действует нагрузка от двух смежных цилиндров, что ведет к более интенсивному его износу.
К сказанному можно еще добавить, что при проверке зазоров в рамовых подшипниках можно узнать только величину зазора между верхним вкладышем и валом, но не то, какая доля этого зазора приходится на износ нижнего вкладыша, приводящего именно к проседанию вала.
Единственным критерием величины упругого прогиба вала принято считать просадку его на рамовых подшипниках, точнее, величину просадок этих подшипников (рамовых шеек) вала.
Таким образом, в процессе эксплуатации и ремонта производится определение просадки вала путем проверки положения рамовых шеек контрольными скобами и определение расхождения щек коленчатого вала снятием раскепов.
Проверка просадки вала контрольной скобой
состоит в следующем.
Рис.2.2 Проверка положения рамовой шейки
просадочной скобой
Скобу устанавливают над рамовой шейкой у замков крышки подшипника (рис.2.2). Замеряя расстояние а между язычком скобы и шейкой вала и сравнивая этот размер с размером, полученным ранее, определяют величину просадки оси коленчатого вала в вертикальной плоскости. Замеряя расстояние б, проверяют возможное отклонение оси вала в горизонтальной плоскости, т.е. с борта на борт. Число таких замеров должно быть не менее двух на всей длине каждой рамовой шейки.
Обычно двигатель имеет для рамовых подшипников контрольные скобы, изготовленные заводом-строителем, на которые набивают цифры замеров, полученные после заводской укладки вала. Замеры, полученные в процессе эксплуатации, сравниваются с заводскими и таким образом определяются изменения в положении коленчатого вала. При ремонте рамовые подшипники не всегда перезаливаются. Поэтому при проверке вала и шабровке подшипников замеры, снятые скобой, не будут равны замерам, указанным на скобе, но должны быть обязательно им пропорциональны.
Выявление упругого изгиба вала по расхождению
щек мотыля основано на определении изменения расстояний между щеками мотылей
коленчатого вала, т.е. на измерении раскепов.
Рис2.3 Схема измерения раскепов между щеками
мотылей коленчатого вала а- раскепы со знаком (+), б- раскепы со знаком (-).
Наличие раскепа (рис.2.3) указывает на прогиб оси вала. Если середина вала будет лежать ниже крайних подшипников, то при верхнем положении шатунной шейки щеки мотыля разойдутся, (рис.2.3,а) и наоборот, если концы вала будут лежать ниже средних подшипников, то щеки разойдутся при нижнем положении мотыля (рис.2.3,б). Следовательно, по расхождению щек можно судить о направлении деформации вала в районе данного мотыля.
Так, если расстояние между щеками мотыля в
верхней мертвой точке больше, чем в нижней, то ось вала изгибается выпуклостью
вниз. В этом случае раскеп принято считать положительным, и пишется он со
знаком плюс (+). Если расстояние между щеками мотыля в нижней мертвой точке
больше, чем в верхней, то ось вала изгибается выпуклостью вверх - раскеп
отрицательный и имеет знак минус (-). Если раскеп имеет положительный знак, то
подшипники данного мотыля должны быть подняты, если отрицательный - опущены.
Раскепы измеряют микрометрическим штихмасом (с точностью до 0,01 мм) или
индикатором (рис.2.4). Точки, между которыми производится замер, должны
находиться посередине оси щек и отстоять от оси вала на расстоянии, равном
радиусу шейки. Для того чтобы были видны изменения раскепов при последующих
проверках по сравнению с предыдущими, точки, между которыми производятся
замеры, должны быть одними и теми же.
Рис. 2.4. Индикатор для измерения раскепов.
Поэтому в документации к проверке записываются положения точек замеров или прилагается эскиз с указанием мест их расположения. Замеры производятся при четырех положениях мотыля 0, 90, 180, 270. Если проверка ведется индикатором, то при проворачивании вала его рекомендуется оставлять на месте.
Во время поворота колен вала при измерении раскепа индикатор удерживается только силой трения, возникающей от давления пружины индикатора. Не следует дотрагиваться до индикатора и поворачивать его во время снятия показаний. Показания индикатора при повернутом вниз циферблате можно прочесть с помощью зеркальца.
Если кривошипно-шатунный механизм двигателя
собран, то при замерах раскепа мотыль несколько не доводят до верхней и нижней
мертвых точек, т.к. при положении мотыля точно в н. м. т., а затем 90, 195 и
270°.
Штихмас нужно снимать после каждого замера.
Рис. 2.5. Номограмма раскепов коленчатого вала
Для решения вопроса о допустимости величины измеренного раскепа можно пользоваться номограммой раскепов коленчатых валов (рис.2.5).
Просадка коленчатого вала может быть изображена
в виде кривой (рис.2.6). На этой номограмме показано влияние веса движущихся
частей на ось коленчатого вала при навешенном механизме движения. Если при
снятом механизме движении раскепы коленчатого вала резко изменились, это
указывает на не плотность прилегания шеек вала к рамовым подшипникам. При
укладке вала следует составлять подобную номограмму и руководствоваться ею при
выравнивании оси коленчатого вала во время последующих ремонтов.
Рис.2.6. Номограмма просадки коленчатого вала
Проверка положения вала по раскепам - обязательная операция, т.к. она является главным средством для выявления деформации вала и рамы двигателя.
При определении просадки и упругого прогиба коленчатого вала соблюдать правила техники безопасности, которые необходимо выполнять при разработке и ремонте двигателя.
Пол лаборатории должен быть чистым и сухим.
Гаечные ключи должны быть подобраны по размеру гаек.
Перед началом работы по определению раскепов у валоповоротного механизма двигателя выставляется страхующий курсант, который наблюдает за работой и перед проворачиванием вала дает команду «От двигателя!» «Начинаем проворачивание!». Затем, убедившись что все отошли, разрешает проворачивание.
В судовых условиях обычно раскепы определяют при навешанном движении. При этом мотыль в В.М.Т. приходится смещать приблизительно на 15˚ по ходу вращения, т.е. замер делают в Н.М.Т. при угле поворота 195˚.Соответственно в В.М.Т. мотыль ставят в положение 15˚ (т.е. он устанавливается в противоположное на 180˚ положение). Это делается потому, что при навешанном движении произвести замер между щеками мотыля в Н.М.Т. не представляется возможности (мешает шатун).
В судовых условиях вместе с заполнением таблицы должны быть записаны следующие записи:
Длина штихмасса и его номер.
Обмер произведен при ![]() движении.
движении.
Наличие на судне груза.
Осадка судна.
Время года.
Дата.
Дифферент.
Допускаемые значения раскепов
|
Диаметр вала в мм. |
Раскеп в мм. |
|
300 - 500 |
0,05 |
|
150 - 300 |
0,02-0,04 |
Допустимые раскепы определяются по номограмме Регистра СССР и составляют 0,00015 мм от хода поршня. Расхождение щек не должно превышать 0,0001 мм от хода поршня. При таком расхождении желательно произвести переукладку вала. Если расхождение щек превышает 0,00025S, то эксплуатацию двигателя нужно признать недопустимой.
Рамовые и кривошипные шейки коленчатых валов
валов изнашиваются неравномерно. В результате износа шейки приобретают
эллиптическую и конусную форму. Для определения эллиптичности и конусности
замеры шеек необходимо производить в двух диаметрально противоположных положениях
и по длине шейки в трех положениях. Замеры по диаметрам дают возможность
установить эллиптичность, а замеры по длине шейки конусность. Длительное
повторение упругих деформаций прогиба приводит к появлению усталости металла и
в результате - к возникновению и развитию усталостных трещин, которые могут
вызвать, в конце концов, поломку вала. Проверка положения вала по раскепам -
обязательная операция, т.к. она является главным средством для выявления
деформации вала и рамы двигателя. При определении просадки и упругого прогиба
коленчатого вала соблюдать правила техники безопасности, которые необходимо
выполнять при разработке и ремонте двигателя.
Раздел 3. Проблемы и пути их решения
Обработка шеек коленчатого вала на судне
В настоящее время имеется несколько хорошо проверенных на практике способов ремонта рамовых шеек путем их опиливания в судовых условиях. Рассмотрим один из этих способов, а именно: опиливание шеек по контрольным рискам. Контрольные риски, необходимые при этом способе, наносят по обоим концам каждой рамовой шейки на расстоянии 5 - 10 мм от галтелей. За базовые поверхности при нанесении контрольных рисок принимают обычно места посадки шестерни привода газораспределения и нерабочие участки противоположного конца вала, имеющие правильную цилиндрическую форму.
По базовым местам изготавливают временные
вкладыши ( фальш - подшипники ) и из гнезд фундаментной рамы удаляют вкладыши
всех рамовых подшипников. В постели крайних подшипников устанавливают временные
вкладыши, на которые опирается вал своими базовыми местами (рис 2.0)
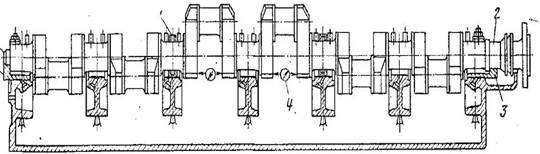
Рис 2.0 Установка коленчатого вала перед
нанесением рисок
Для предотвращения прогиба вала применяют промежуточные опоры, которыми служат регулируемые центрирующие кольца ( рис 2.1) Кольца изготавливают из стали. Каждое кольцо состоит из двух частей, скрепляемых болтами 5.
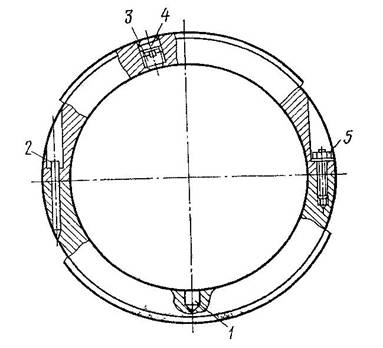
Рис 2.1 Центрирующее кольцо
Половинки колец фиксируются призонными штифтами 2. Наружный диаметр кольца равен диаметру постели рамы с учетом зазора на скользящую посадку, а внутренний диаметр несколько больше диаметра соответствующей рамовой шейки. Для регулирования положения кольца относительно шейки в него ввернуты регулировочные винты 3 и 4.
От проворачивания кольца относительно шейки вала предохраняет штифт, один конец которого входит в радиальное отверстие 1 кольца, другой - в отверстие вала для повода смазки. Таким образом, кольцо вращается вместе с валом. Число таких колец определяют в зависимости от числа кривошипов коленчатого вала. Для шестиколенчатого вала их должно быть не менее двух, для восьмиколенчатого - трех.
Перед нанесением на шейках контрольных рисок для опиливания коленчатый вал со свободно недетыми центрирующими кольцами укладывают базовыми поверхностями на временные крайние вкладыши.
В кривошипах, расположенных между центрирующими кольцами, устанавливают индикаторы для определения раскепов. Поворотом коленчатого вала два средних колена устанавливают в В.М.Т, после чего шкалу каждого индикатора ставят на нуль. Затем вал поворачивают на 180˚ так, чтобы средние колена встали в В.М.Т, и записывают показания индикаторов. С помощью стропов подъемного устройства, не снимая индикаторов, вал приподнимают за средние шейки так, чтобы показания индикаторов уменьшилось ровно вдвое. В таком положении середина вала не будет провисать и ее шейки будут соосны с базовыми; при этом центрирующие кольца, лежащие наружными поверхностями на постелях, не должны касаться своими внутренними поверхностями шеек.
С помощью регулировочных винтов стопорят центрирующие кольца так, чтобы щуп 0,03 мм не мог проходить между постелью и наружной поверхностью кольца. После этого, ослабив стропы, вал поворачивают на 180˚ и завинчивают до упора винты, ранее находящиеся с нижней стороны кольца. Зафиксировав кольца, вновь проверяют раскепы. Если раскепы превысят 0,0001 хода поршня, регулировку повторяют.
До нанесения рисок проверяют биение каждой рамовой шейки в двух сечениях на расстоянии 5 - 10 мм от галтелей. Показания индикатора записывают в таблицу через каждые 45˚ поворота вала. Риски наносят резцом с помощью приспособления, которое устанавливается на фундаментную раму над шейкой и закрепляется на шпильках рамового подшипника (рис 2.2).
Резец, закрепляемый в приспособлении, имеет две режущие кромки; одна наносит риску в начале галтели, а вторая - на рабочей части шейки на расстоянии 5 - 10 мм от первой. Поворотом коленчатого вала шейка устанавливается наибольшей выработкой вверх. Резец закрепляют в приспособлении так, чтобы он касался режущими кромками поверхности шейки, и проворачивают вал 2 - 3 раза. На поверхности шейки образуются две четкие риски, наибольшая глубина которых в зависимости от эллиптичности может быть 0,3 - 0,6 мм.
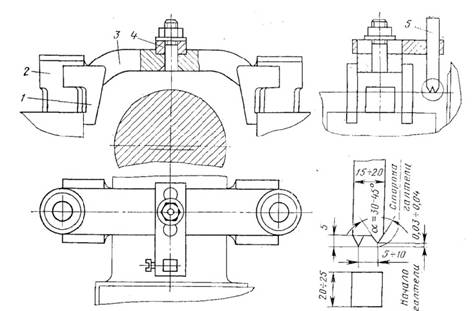
Рис 2.2 Приспособление для нанесения рисок на
рамовых шейках
Затем резец освобождают и поворачивают на 180˚. Таким же способом наносят риски на другой стороне шейки и последовательно на всех остальных рамовых шейках. Затем вал поднимают, снимают центрирующие кольца и укладывают на бруски.
Опиловку производят полосками на дуге 30 - 40˚. Сначала опиливают участки на внутренними рисками, не переходя за крайние, чтобы не врезаться в галтель. Затем опиливают всю поверхность между крайними рисками, примыкающими к галтелям. Прямолинейность образующей проверяют ребром контрольной линейки на краску. Длина контрольной линейки должна быть несколько меньше длины между галтелями. Диаметр шейки в разных сечениях следует проверять микрометрической скобой. Ориентируясь по рискам, световому зазору между шейкой и ребром контрольной линейки, а также по отпечаткам краски производят опиловку всей поверхности шейки. При этом коленчатый вал по необходимости следует поворачивать. Опиливание заканчивают, когда крайние риски будут едва различимы, а эллиптичность и конусность будут находиться в допустимых переделах.
После опиловки поверхность состоит из множества граней. Граненность удаляют с помощью калибра, расточенного в виде подшипника, из двух стягиваемых половин. Внутреннюю поверхность кондуктора покрывают краской, после чего его надевают на шейку и несколько раз проворачивают на дуге 45 - 60˚. Опиливая окрашенные места личным напильником, удаляют грани. Заканчивают работу, когда на 1 см2 будет не менее одного пятна.
После обработки цилиндрической части шейки опиливают галтели личным полукруглым напильником. Контролируют опиловку галтелей личными полукруглым напильником. Рамовые шейки шлифуют после опиливания галтелей мелким наждачным полотном, смоченным в масле. Удобно производить шлифование при помощи специального приспособления, состоящего из двух скоб, соединенных шарниром. Между скобами закрепляют дубовые вкладыши. К нижней скобе прикрепляют вкладыш неподвижно, а в верхней скобе между планками устанавливают подвижной вкладыш, который прижимается к шейки вала винтом. Между вкладышами и шейкой вала зажимают наждачное полотно и производят шлифование.