Материал: Путевые машинные станции и промышленные предприятия
Путевые машинные станции и промышленные предприятия Путевые машинные станции и их производственные базы Структура, оснащение
Путевые машинные станции ПМС являются специализированными производственными предприятиями путевого хозяйства, предназначенными для выполнения основных объемов путевых ремонтных работ, прежде всего капитального и среднего ремонтов верхнего строения пути.
Существует ряд специализированных ПМС по ремонту земляного полотна.
Современные ПМС представляют высокомеханизированные предприятия, оснащенные комплектом путеукладочных кранов для снятия старой и укладки новой рельсошпальной решетки моторными и немоторными платформами, электробалластером, щебнеочистительными машинами, выправочно-подбивочно-отделочными, хоппер-дозаторными составами, транспортными грузоподъемными и землеройными машинами.
Кроме тяжелых путевых машин, ПМС обеспечивается согласно типовому табелю оснащения электроисполнительным и гидравлическим инструментом, энергетическим оборудованием, контрольно-измерительными приборами и средствами связи.
В своем составе ПМС имеет производственную базу, оснащенную современными технологическими поточными линиями и оборудованием по сборке звеньев новой и разборке звеньев старой снятой с пути рельсошпальной решетки, стендами для сборки стрелочных переводов, площадкой для складирования материалов верхнего строения пути, подвижно-транспортным оборудованием и др.
Объем работ, выполняемых на производственных базах ПМС, составляет более 40% общей трудоемкости капитального ремонта, что позволяет обеспечивать замену на перегонах старой рельсошпальной решетки новой, предварительно изготовленной на базе, высокопроизводительным поточным способом.

Производственные базы. Работы, выполняемые на базах
Основные задачи:
-
Получение материалов верхнего строения пути (ВСП), выгрузка, складирование, переработка в процессе сборки рельсошпальной решётки (РШР);
-
Отправка РШР на фронты работ;
-
Приёмка демонтированной РШР с фронтов работ и переборка её;
-
Отправка перебранной РШР на фронты работ и утилизация негодных материалов ВСП полученных в результате переборки;
-
Обеспечение функционирования всей инфраструктуры ПМС.
Механизированный участок
Основные задачи:
-
Обеспечение машинами, механизмами и инструментом всех работ на базе и на фронтах ремонта;
-
Обеспечение отдельных видов ремонта машин, механизмов и инструмента;
-
Эксплуатация машин;
-
Обеспечение оперативной передислокации машин, механизмов и инструмента;
-
Обеспечение функционирования систем жизнеобеспечения предприятия.
Колонна выполнения работ
Основные задачи:
-
Выполнение объёмов работ по ремонту пути при содействии механизированного участка и базы;
-
Оперативная передислокация по фронтам работ;
-
Сдача объектов в эксплуатацию.
Путевое развитие пмс
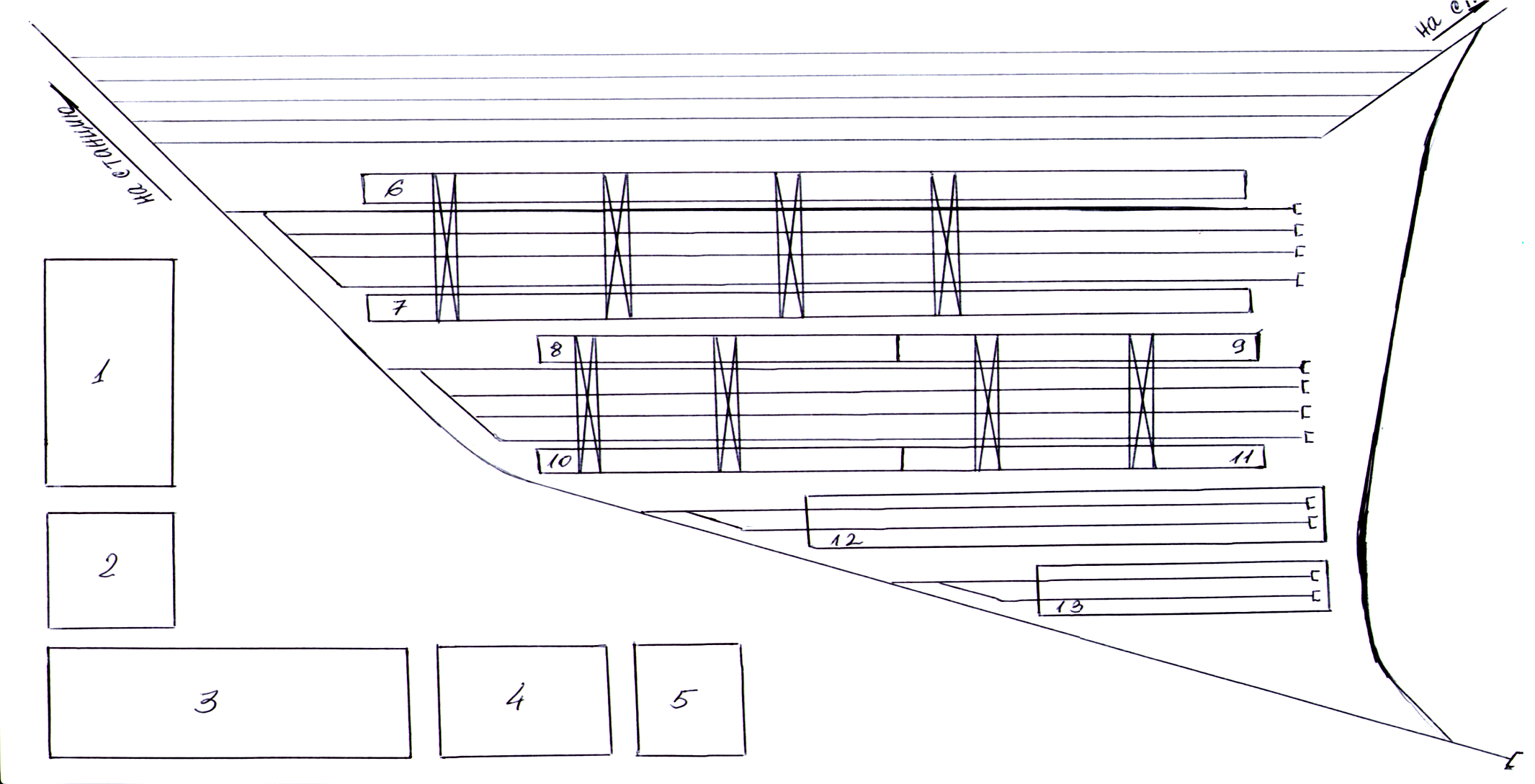
Условные обозначения:
-
Бытовой корпус
-
Мехмастерские
-
Гаражи
-
Котельная
-
Трансформаторная подстанция
-
Склад новой РШР
-
Склад новых материалов ВСП
-
Склад демонтированной РШР
-
Склад перебранной РШР
-
Склад негодных материалов ВСП
-
Склад старогодных материалов ВСП
-
Ангар для ремонта путевой техники
-
Ангар для ремонта вагонов
Перечень машин и механизмов, необходимых для выполнения работ
Для обеспечения работ на базе ПМС, на фронтах работ и при выполнении работ по ремонту машин и механизмов в ПМС имеется автохозяйство, состоящее из 10 – 15 автомашин различного назначения, в т.ч. специализированные.
Машины и механизмы, применяемые на базе ПМС
-
Грузоподъёмные краны (преимущественно козловые краны);
-
Бульдозера и экскаваторы;
-
Погрузчики;
-
Ручной электроисполнительный инструмент, различного назначения работающий преимущественно от стационарных источников питания.
Машины и механизмы, применяемые на фронтах ремонта
-
Укладочные, разборочные поезда
-
Щебнеочистительные комплексы
-
Хоппер-дозаторные вертушки
-
Выправочно-отделочные комплексы
-
Землеройные машины
-
Электроисполнительный инструмент работающий преимущественно от мобильных источников питания
-
Гидравлический инструмент
Мобильный парк средств жизнеобеспечения работающих
-
Турные вагоны
-
Вагоны сопровождения различных комплексов
-
Жилые вагоны
-
Вагоны бытовки
-
Штабные вагоны
-
Вагоны культурно-бытового назначения
-
Вагоны мастерские
-
Вагоны мобильные склады
-
Мобильные пищеблоки
Предприятия по изготовлению шпал
Виды шпал, применяемых на железных дорогах
-
Деревянные шпалы;
-
Железобетонные шпалы;
-
Стальные шпалы;
-
Шпалы из полимерных материалов.
Шпалопропиточные заводы (пш)
Шпалопропи́точный завод — предприятие путевого хозяйства с механизированными производственными процессами, на котором производится пропитка антисептиками деревянных шпал, мостовых и переводных брусьев.
На шпалопропиточном заводе имеются:
- склад сырой продукции
- цех пропитки с машинным отделением и котельной
- устройства водоочистки
- склад антисептиков
- склад готовой продукции
- транспортное хозяйство
- подъездные пути для автомобильного и железнодорожного транспорта.
Структура шпалопропиточного предприятия

Технология изготовления и пропитки деревянных шпал
Изготавливают деревянные шпалы из сосны, ели, дуба, клёна, эвкалипта, кедра и некоторых других пород древесины.
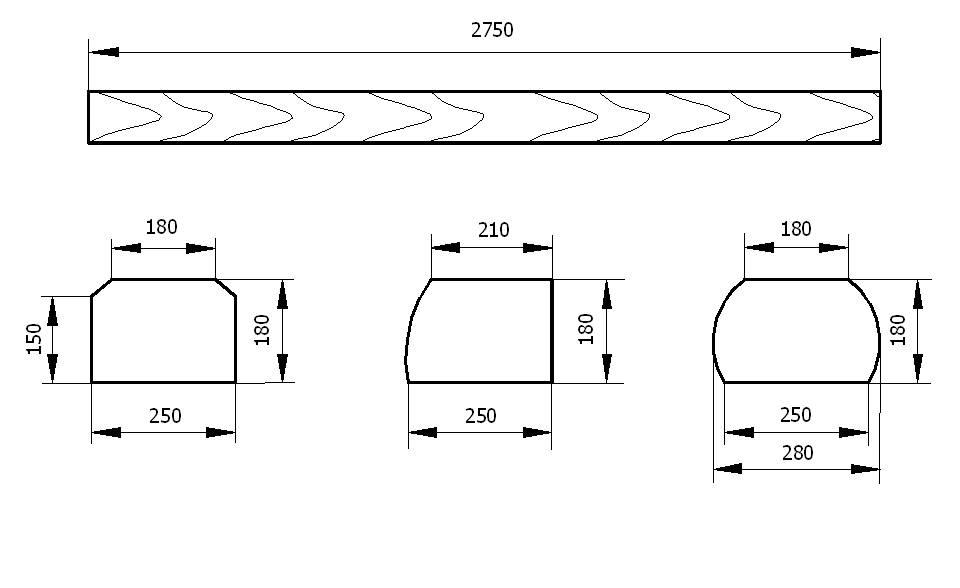
Согласно действующим стандартам (ДСТУ ГОСТ 78:2009, ГОСТ 78-2004, ГОСТ 78-89) изготавливают шпалы двух видов: для главных (тип 1) и подъездных (тип 2) путей.
Эти элементы делают обрезными (обработанные с 4-х сторон), полуобрезными (обработка с 3-х сторон), а также необрезными (отесаны только верхняя и нижняя часть).
На деревообрабатывающих предприятиях из соответствующих пород дерева изготавливается «белая» шпала и отправляется на шпалопропиточные предприятия.
Для продления срока службы и обеспечения устойчивости к процессам гниения и преждевременного разрушения деревянные шпалы пропитываются масляными антисептиками. Используют два вида антисептиков:
1) Маслянистые пропитки:
- антраценовое масло;
- каменноугольное креозотовое масло;
- сланцевое масло и т.д.
2) Водорастворимые пропитки:
- хлористый цинк (ZnCl2);
- фтористый натрий (NaF).
таким антисептиком как креозот.
На шпалопропиточном предприятии «белая» шпала складируется для просушки в естественных условиях и подготовки к пропитке;
Партия подготовленных к пропитке «белых» шпал загружается на вагонетки и подаётся в автоклав для пропитки;
Из автоклава пропитанные шпалы на вагонетках поступают на склад готовой продукции где складируются на специальных площадках для проветривания, а затем отгружаются потребителям.
Поставка «белых» шпал на ПШ

В производстве используется непропитанные шпалы и брус закупаемые у лесозаготавливающих предприятий.
Контроль качества сырья

Все непропитанные шпалы и брус, поступающие на завод, подвергаются входному контролю на соответствие ГОСТам 78–2004 и 8816–2003.
Каждая шпала проверяется на соответствие заданным техническим условиям. В производство поступает только высококачественное сырье.
Сушка древесины

Отобранные и рассортированные по типам шпалы и брус поступают на склад, где происходит естественная сушка древесины. В производство поступает древесина только с влажностью менее 22%.
Укрепление концов шпал

Производится укрепление торцов шпалы П–образными скобами в целях защиты от растрескивания, что позволяет увеличить срок службы шпалы на 7–8 лет.
Автоклав для загрузки вагонеток со шпалами

Непропитанные шпалы и брус загружаются для пропитки в автоклав
Процесс пропитки деревянных шпал
Создание начального вакуума, при котором в древесине создаётся разрежение.
Жидкостное давление выше атмосферного. В древесину под давлением вводят антисептик.
Конечный вакуум, предназначенный при пропитке маслами для снижения начального поглощения, а при пропитке водорастворимыми антисептиками — для подсушки поверхности древесины.
Выход пропитанных шпал из автоклава

Пропитка производится каменноугольным маслом по способу «вакуум–давление–вакуум» при давлении 8 атм. и температуре 100 °С.
Это позволяет достичь глубину пропитки до 5 мм, что гарантирует надежную консервацию древесины.
Каменноугольное масло является безальтернативным защитным средством для шпалы, относящейся к XII–XIII классам условий службы.
Отгрузка пропитанных шпал на склад готовой продукции

Каждая партия пропитанных шпал подвергается контролю на соответствие ГОСТ 20022.5–93 — пустотелым буром проверяется глубина пропитки. В случае, если проба не соответствует ГОСТу, бракуется вся партия.
После пропитки готовые шпалы поступают на склад и в последствии отгружается потребителям. Средний срок службы шпалы - 18–20 лет.
Предприятия по изготовлению железобетонных шпал (ЖБШ)
Железобетонные шпалы делают из тяжелых бетонов ( ГОСТ 26633, ГОСТ 13015.0, прочность на сжатие — В40, морозоустойчивость — F 200).
Шпалы выполнены в виде балок с переменным сечением (масса до 270 кг).
На них имеются площадки для установки рельс, а также отверстия под крепежные элементы.
Все железобетонные шпалы изготавливаются с предварительным натяжением арматуры.
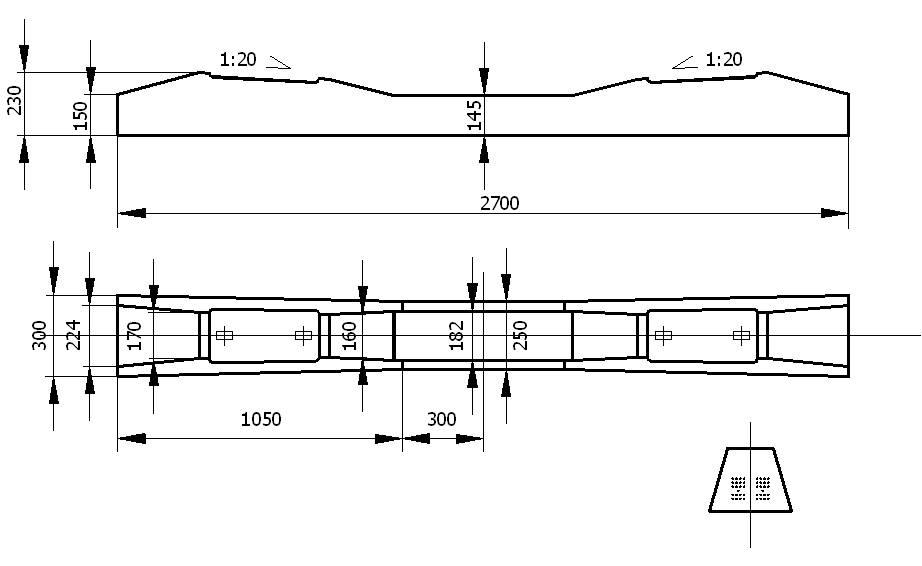
Процесс производства заключается в помещении арматуры в специальные формы для передачи растягивающих усилий.
Затем происходит заполнение бетоном (объем 0,108 м3).
После затвердевания напряжение с арматуры снимается, а форма разрушается.
Таким образом, получают железобетонные шпалы, которые устойчивы к механическим нагрузкам, возникающим в процессе движения подвижного состава.
Напряжение арматуры позволяет избежать раскола полученных балок даже при точечных воздействиях большой силы.
Среди преимуществ железобетонных шпал можно отметить почти неограниченный срок эксплуатации, возможность повторного использования. Кроме того, они отлично подходят для укладки на самых грузонапряженных участках, поскольку способны выдерживать длительные нагрузки.
В отличие от деревянных шпал железобетонные более дорогие в производстве, обладают значительным весом.
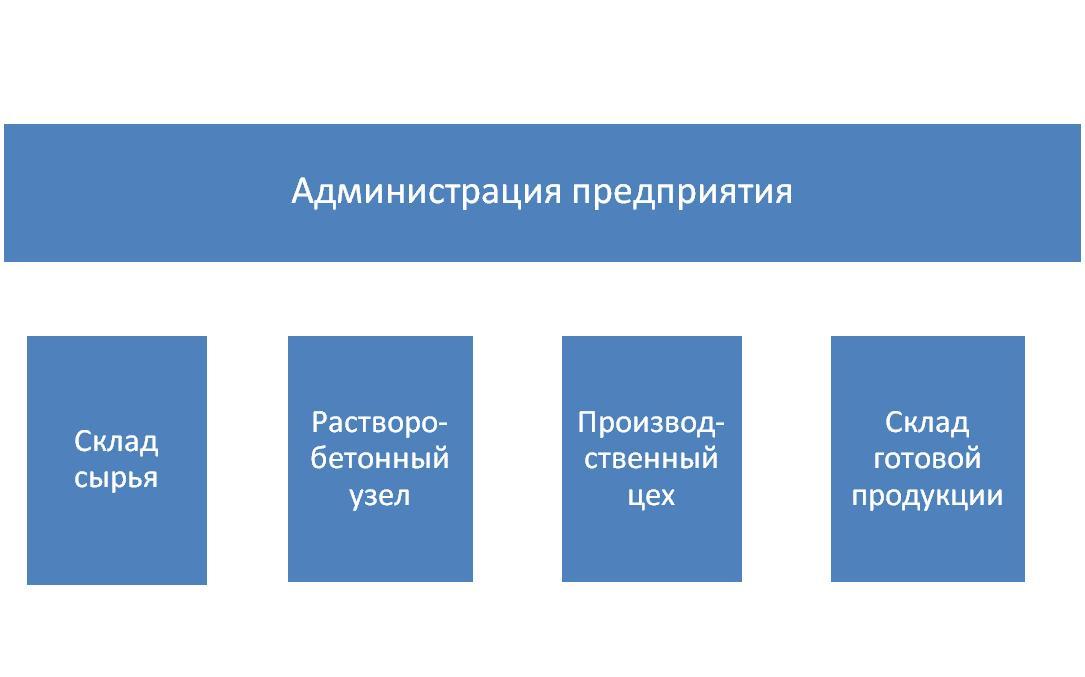
Технология изготовления железобетонных шпал
В производственном цехе шпальные формы оборудуются арматурой и закладными деталями;

По системе транспортёров со склада сырья в растворобетонный узел поступают щебень, песок и цемент;

С помощью системы дозированного приготовления растворобетонной смеси производится замес бетона;

Механический раздатчик загружает бетон в оборудованные формы;

Формы поступают на вибростолы где происходит уплотнение бетонной смеси под воздействием вибрации;

Формы с уплотнённой бетонной смесью поступают в пропарочную камеру;
По окончании процесса пропарки формы из камеры вытаскиваются и снимаются с изделия;
Готовое изделия проходит приёмочный контроль и отправляется на склад готовой продукции.
