Материал: Проектирование механизмов радиоэлектронных средств. учебное пособие. Андреев А.И., Андреев И.В
Для упрочнения торцов детали используют буртики, а для повышения жесткости- ребра жесткости. Оптимальная их толщина –0,6-0,8 толщины сопрягаемой стенки. При прессовании в детали может быть установлены штифты, винты и втулки. Металлические штампованные детали корпуса изготавливают с помощью вырубки, гибки и вытяжки из листа и полос (рис. 9.8). В качестве материала здесь применяют стали 08 кп,10,15, алюминиевые сплавы Д1А-М, Д16А-М, В95. Их соединяют винтами, .сваркой ,пайкой, склеиванием. Для изготовления деталей сварных корпусов используют листовую и профильную сталь марок 10, Ст.2, сплавы алюминия АМг, АМц, Д1 и Д16. Свариваемые детали могут предварительно подвергнуться гибке и объемной штамповке. Обычно производят аргонодуговую сварку, а в отдельных случаях, для тонких деталей, используют контактную сварку, для снятия внутренних напряжений после сварки корпусы механизмов РЭС подвергают отжигу. Детали сборных корпусов изготавливают из листа, они имеют существенный недостаток – большой объем механической обработки. Двухплатные корпуса изготавливают из листового материала методом штамповки.
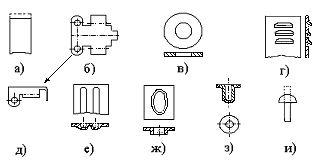
Рис. 9.8. Виды операций при штамповке: отрезка (а), вырубка и пробивка (б), просечка (в), надрезка (г), гибка (д), выдавка (е), отвортовка (ж), вытяжка (з) и высадка (и)
Соединение и фиксацию двух пластин корпуса производят с помощью стоек, имеющих заточки под развальцовку или резьбу, при последующей затяжке гайками.
Материалом пластин выступает штампованная сталь, дюралюминий, титановые сплавы. Высокую точность размеров между отверстиями в корпусе обеспечивают расточкой по координатам, сверлением по кондуктору и шаблонам. посадочные поверхности под подшипники, являющиеся опорами валов - Ra = 1,6 мкм.
При производстве несущих конструкций РЭС применяют штамповку, которая состоит из разделительных и формообразующих операций. К разделительным относятся операции отрезки, вырубки, пробивки, надрезки, с помощью которых изготавливают плоские детали и заготовки (рис.9.8 а), формообразующими являются операции гибки, выдавки, отбортовки, вытяжки, высадки (рис.9.8 б).
Чаще всего корпусные детали подвергают гибке. Следует учитывать, что при этом происходит уменьшение материала в месте изгиба, которое тем больше, чем меньше радиус гибки, а это может приводить к появлению трещин. Минимальный радиус гибки R для листового проката в холодном состоянии при толщине листа S равен
R=k1 k2 S , (9.3)
где k1 –коэффициент, зависящий от марки материала и выбираемый по ГОСТ 17040-71 и для алюминиевых сплавов k1 =1.5 - 2; k2 –коэффициент , определяемый углом гибки, равный при α = 900 значению k2= 1,0 , при α = 600 значению k2= 1,3 , при α = 450 значению k2= 1,5 . Форма выкройки при гибке детали вне пределов кромки показана на рис. 9.9 а, в пределах кромки – на рис. 9.9 б, при гибке края под прямым углом - на рис. 9.9 в, на - рис. 9.9 г при скруглении края детали в одной плоскости. Ниже даны получаемые при этом корпусные детали. Диаметры отверстий определяют в зависимости от толщины листа S : при S=0,6- 1,5 мм диаметр d=3-5 мм, при S=1,5- 3,0 мм диаметр d=5-8 мм.
При конструировании плоских корпусных деталей необходимо уделять особое внимание их жесткоти, поскольку многие детали работают в условиях интенсивных механических воздействий: вибраций, ударов и линейных ускорений. Жесткость обеспечивается выбором необходимой толщины детали, что часто неприемлемо из-за увеличения ее массы. В этих случаях жесткость листовой детали можно увеличить путем применения всевозможных выдавок и отбортованных краев, зигов. Это относится к большим плоским поверхностям. Формы выдавок могут быть прямоугольными, круглыми, кольцевыми
и т.д
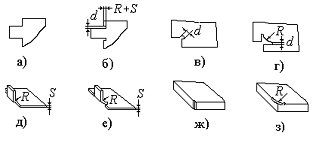
Рис. 9.9. Форма выкроек при гибке штампованных деталей
Рекомендуемые соотношения при выдавке H=(2-5)S, =(2-5)S, где H-высота выдавки, S – толщина листа. Размеры диаметров D выбирают конструктивно. Размеры зиговок ( рис. 9.7, е) зависят от толщины материала и бывают нормальные и уменьшенные. При нормальных размерах зиговок S=0.5- 1мм, расстояние между выдавками А=20 мм, радиус выдавок R= 4 мм, H=3 мм, при уменьшенных А=10мм, R= 2,5мм, H=2 мм. Формы разбортовок для утопления головок винтов, нарезания резьбы, а также повышения жесткости и формирования направляющих показаны на рис. 9.7 ж. Рекомендуемые соотношения при разбортовке R>1+1.5 S, H=0,8d, где диаметр предварительного отверстия d=D+S+0,85R-2H. Выдавку и разбортовку используют при изготовлении корпусных деталей типа корпуса механизма, шасси и панелей. Наружные поверхности корпуса для защиты от влаги защищают лакокрасочным покрытием с предварительной грунтовкой и шпаклевкой, внутреннюю поверхность корпуса грунтуют.
Защита механизма в корпусе от попадания пыли обеспечивается фетровыми и манжетными уплотнителями, для стыковочных мест – прокладками из резины и пластмасс. При конструировании корпусов механизмов РЭС необходимо стремиться к максимальной типизации и унификации элементов конструкции деталей. При конструировании корпусных деталей за базовые поверхности следует принимать поверхности, обеспечивающие строгую ориентацию детали относительно координатных осей станка и исходной точки начала траектории движения инструмента. Рекомендуется в качестве базовых поверхностей использовать плоские наружные поверхности корпуса. Простановка размеров для литой детали производится от левого края детали. Для штампованных корпусных деталей за технологическую базу принимают расстояние между двумя отверстиями (рис. 9.10), от которых идёт простановка остальных размеров детали.
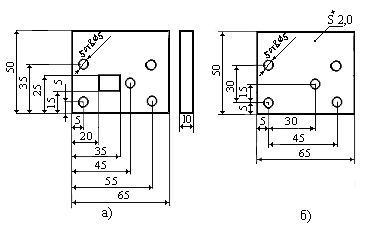
Рис. 9.10. Размеры литой ( а) и штампованной (б) детали
На чертеже обычно указывают толщину детали как справочный размер и несопрягаемые размеры выполняют с квалитетами H14, h14; JT14/2. Нанесение на чертеже размеров должно обеспечивать полную автоматизацию механической обработки, для этого совмещают конструкторские и технологические базы. Металлические втулки, входящие в состав сборочных единиц, часто стандартизованы. На гладкие втулки с диаметром от 1 мм выше имеется ОСТ 4.200.07 – 78.
Контрольные вопросы
Какие конструкции зубчатых колес используются
при проектировании механизмов РЭС?
Чем обусловлено применение составных колес в
виде сборочных единиц?
Какие конструкции дисков и ремней используются
при проектировании фрикционных механизмов?
Что указывается на рабочем чертеже зубчатого
колеса кроме размеров его конструктивных элементов?
Как определяют размеры пружины для составного
люфтовибирающего колеса?
Какие виды формообразующих операций
используются при проектировании шампованных деталей?
Чем характеризуются литые корпусные детали?
Объясните основные типовые конструкции валов и
осей и из каких материалов их изготавливают?
Какие требования предъявляются к штампованным
корпусным деталям?
Что принимается за базовые поверхности при
конструировании корпусных деталей?
Какие конструкции червячных колес используются
при проектировании механизмов РЭС?
Как определяется минимальный радиус гибки при
разработки корпусных деталей?
Чему равна ширина и толщина фланцев литых
деталей механизмов РЭС?
10. Программы расчета
К программам расчета относятся текстовые программы: Zub.pas, hard.pas и fric.pas. Программы составлены для версии языка Turbo pascal 7.0 и работают с любым персональным компьютером класса Pentium с обьемом оперативной памяти 256 мегабайт. В программе Zub.pas создается экран и программа ожидает одно из восьми возможных событий главного меню:
“1. Внешний вид механизма.
2. Расчет геометрии механизма.
3. Прочностной расчет передачи.
4. Расчет КПД механизма.
5. Силовой расчет механизма.
6. Расчет вала на прочность.
7.Сведения об авторах
8. Выход из программы.”
При вводе внешнего вида дается краткое описание геометрии, а затем при расчете выбирается тип передачи: 1 – прямозубая, 2 – косозубая, 3 – червячная. Вводится шаг, определяется модуль и выбирается стандартный модуль, вводится число колес и зубьев и автоматически рассчитывается геометрия передачи. В программе Zub.pas демонстрируется также основные приемы расчета прочности, силового расчета, коэффициент полезного действия различных зубчатых передач с использованием входных файлов: mechan.dat, mechan1.dat, mechan2.dat, mechan3.dat задающих стандартные значения модуля, коэффициента формы YF (mechan.dat) в зависимости от числа зубьев (mechan1.dat) и значение стандартного межосевого расстояния (mechan3.dat). работа программы заключается в воде определенных стандартных параметров, необходимых для расчета геометрии, силовых характеристик, динамических параметров и прочности зацеплений на контактные напряжения и изгиб. Выполнение любого из возможных 8 событий начинается с нажатия заданной цифры и клавиши “Enter”, переводящей экран к активному режиму, а при нажатии цифры 8 обеспечивается выход из программы. Программа Zub.pas требует наличия файлов qraph.tpu и eqavqa.bgi, находящихся в библиотеке Turbo pascal 7.0 /10-12/.
Программа hard.pas и fric.pas производит расчет геометрии фрикционных передач с жесткой и гибкой связями , их силовой расчет и расчет зацеплений на прочность. Основной пункт главного “меню” включает:
“1. Расчет кинематики.
2. Силовой расчет.
3. Расчет зацеплений на прочность.
4. Выход из программы.”
Нажатием соответствующей клавиши (номера), обеспечивается ввод в соответствующий пункт расчета, а при нажатии клавиши “4” – выход из программы.
Листинг программы Zub.pas
(Программа рсчета зубчатых механизмов)
program zub;
uses graph,crt;
var
gd,gm:integer;
key:char;
procedure box(x1,y1,x2,y2,color:integer);
begin
setfillstyle(1,color);
bar(x1,y1,x2,y2);
setlinestyle(0,1,3);
moveto(x1+7,y1+5);
lineto(x1+7,y2-5);
lineto(x2-7,y2-5);
lineto(x2-7,y1+5);
lineto(x1+7,y1+5);
end;
procedure title;
begin
setbkcolor(black); setcolor(red);
settextjustify(1,1); settextstyle(1,0,5);
outtextxy(310,100,'РАСЧЕТ');
setcolor(green);
outtextxy(310,150,'ЗУБЧАТОЙ');
outtextxy(310,200,'ПЕРЕДАЧИ');
repeat until keypressed; key:=readkey;
clearviewport;
end;
procedure point_1;
const
pi=3.1416;
var
flag:boolean; arccoords:arccoordstype;
i,j,st_ang,end_ang,
x1,x2,y1,y2,x0,y0,l,c:integer;
d,z,ang_0,s1_ang,s1_s_ang,s2_s_ang,x_center:array [1..2] of integer;
t,s1,s1_s,s2_s,d1,d2:array [1..2] of real;
ang: array [1..20,1..2] of integer;
begin
d[1]:=200; z[1]:=20; z[2]:=10;
{Вычисление дополнительных параметров}
d[2]:=trunc(d[1]*z[2]/z[1]);
for i:=1 to 2 do begin
t[i]:=d[i]*pi/z[i];
d1[i]:=d[i]+0.6*t[i];
d2[i]:=d[i]-0.4*t[i];
s1[i]:=0.5*t[i];
s1_ang[i]:=trunc(180/z[i]);
end;
clearviewport;
l:=trunc(d1[1]+d2[2]+2) div 2;
x_center[1]:=trunc(320+l/2);
x_center[2]:=x_center[1]-l;
ang_0[1]:=180-trunc(s1_ang[1]/2);
ang_0[2]:=270-s1_ang[1];
setbkcolor(black); setcolor(green);
for i:=0 to 1 do begin
setactivepage(i); setcolor(white); setbkcolor(black);
end;
for i:=1 to 2 do begin
s1_s[i]:=0.6*s1[i];
s1_s_ang[i]:=trunc(360*s1_s[i]/(d1[i]*pi));
s2_s[i]:=0.6*s1[i];
s2_s_ang[i]:=trunc(360*s2_s[i]/(d2[i]*pi));
end;
repeat
for j:=0 to 1 do begin
if j=0 then
begin
setactivepage(0);
setvisualpage(1);
end
else
begin
setactivepage(1);
setvisualpage(0);
end;
cleardevice; setcolor(white);
settextjustify(1,1);
outtextxy(330,30,'Геометрия зубчатой передачи');
setcolor(white);
for c:=1 to 2 do begin
flag:=false;
for i:=1 to z[c] do
begin
{Окружность выступов}
st_ang:=trunc(ang_0[c]+(s1_ang[c]-s1_s_ang[c]) div 2);
end_ang:=trunc(ang_0[c]+s1_ang[c]-(s1_ang[c]-s1_s_ang[c]) div 2);
arc(x_center[c],trunc(getmaxy/2),st_ang,end_ang,trunc(d1[c]/2));
ang_0[c]:=trunc(ang_0[c]+s1_ang[c]);
getarccoords(arccoords);
if flag=true then
begin
x2:=arccoords.xstart;
y2:=arccoords.ystart;
line(x1,y1,x2,y2);
end
else
begin
x0:=arccoords.xstart;
y0:=arccoords.ystart;
end;
x1:=arccoords.xend;
y1:=arccoords.yend;
{Окружность впадин}
st_ang:=trunc(ang_0[c]+(s1_ang[c]-s2_s_ang[c]) div 2);
end_ang:=trunc(ang_0[c]+s1_ang[c]-(s1_ang[c]-s2_s_ang[c]) div 2);
arc(x_center[c],trunc(getmaxy/2),st_ang,end_ang,trunc(d2[c]/2));
ang_0[c]:=trunc(ang_0[c]+s1_ang[c]);
getarccoords(arccoords);
x2:=arccoords.xstart;
y2:=arccoords.ystart;
line(x1,y1,x2,y2);
x1:=arccoords.xend;
y1:=arccoords.yend;
flag:=true;
end;
x1:=arccoords.xend;
y1:=arccoords.yend;
line(x1,y1,x0,y0);
circle(x_center[c],trunc(getmaxy/2),trunc(d[c]/8));
setfillstyle(1,blue);
if ang_0[c]>360 then ang_0[c]:=ang_0[c]-360;
ang_0[c]:=ang_0[c]+1;
if c=2 then ang_0[2]:=ang_0[2]-1-trunc(z[1]/z[2]);
end;
end;
until keypressed;
key:=readkey; setactivepage(0);
setcolor(yellow);
circle(x_center[1],trunc(getmaxy/2),