Материал: Нанесение полимерных покрытий. Классификация методов
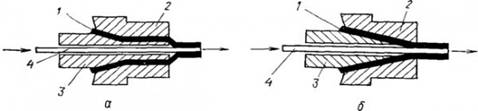
На рис. 106, а-д показаны сменные насадки пистолета-распылителя для
нанесения порошковых материалов. Пистолет работает по принципу эжекционного
подсоса порошка. Расход подаваемого воздуха регулируется иглой,
воздушно-порошковая смесь подается к пистолету от питателя.
.3 Беспламенное напыление
Порошкообразный полимер в смеси с воздухом через распыляющую головку
наносится на предварительно очищенную нагретую поверхность изделия. По
сравнению с методом газопламенного напыления здесь применяется простая
конструкция распылительной головки и возможность напыление изделий различных
конструкций и размеров при небольшом количестве порошка. Беспламенное напыление
применяется для покрытия наружных и внутренних поверхносте труб различных
диаметров длиной до 12м.
5.4 Центробежный метод распыления порошков
Для нанесения покрытий на внутренние поверхности труб, емкостей, сосудов цилиндрической формы получил распространение центробежный способ получения покрытий, заключающийся в нанесении порошка на нагретые изделия при одновременном их вращении.
Порошок из дозирующего устройства поступает на диски, вращающиеся в
горизонтальной плоскости в противоположных направлениях. Порошок на дисках
распыляется под действием центробежных сил, образуя плоскую струю.
6. Вторая группа нанесения полимерных покрытий
.1 Газопламенное напыление
полимерный покрытие порошковый напыление
Сущность процесса газопламенного нанесения полимерного покрытия состоит в том, что струю сжатого воздуха с взвешенными в ней частицами порошка пропускают через факел ацетилено-воздушного пламени. В пламени частицы порошка нагреваются, размягчаются и, ударяясь в предварительно подготовленную и нагретую поверхность, прилипают к ней, образуя сплошное покрытие. В ремонтной практике нанесение полимерных покрытий газопламенным способом применяют для выравнивания сварных швов и неровностей на поверхностях кабин и деталей оперения автомобилей, тракторов, комбайнов.
Материал для напыления - пластмасса ПФН-12 (МРТУ6-05-1129-68); ТПФ-37
(СТУ12-10212-62). Порошок из этих материалов перед использованием должен быть
просеян через сито с сеткой № 016... 025 (ГОСТ 3584-53) и при необходимости
просушен при температуре не более 60°С в течение 5...6ч, а затем просеян.
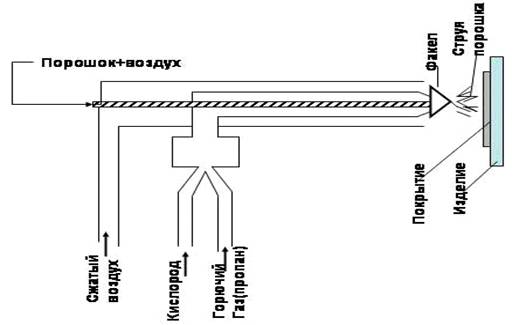
Рисунок 2. Схема газопламенного напыления через горелку-распылитель.
Перед нанесением покрытия газопламенным способом поврежденные поверхности с вмятинами и неровностями должны быть выправлены, а трещины и пробоины заварены. Поверхность сварных швов должна быть зачищена шлифовальной машинкой до удаления острых углов и кромок. Поверхности вокруг сварных швов и неровностей зачищают до металлического блеска. Подготовленная поверхность не должна иметь окалины, ржавчины и загрязнений. Нанесение покрытия производится с помощью установки УПН-6-63. Вначале пламенем горелки нагревают поврежденную поверхность до температуры 220... 230 °С. При этом скорость перемещения горелки составляет 1,2... 1,6 м/мин; давление ацетилена- не ниже 0,1004 МПа; давление сжатого воздуха- 0,3... 0,6 МПа; расстояние от мундштука до нагреваемой поверхности- 100... 120 мм. Затем, не выключая пламени горелки, открывают вентиль подачи порошка. Порошок наносят на нагретую поверхность за два-три прохода горелки. Через 5...8 с после напыления нанесенный слой пластмассы прикатывают роликом, смоченным холодной водой. Прикатанную поверхность пластмассы прогревают пламенем горелки в течение 5...8 с, на нагретое покрытие наносят второй слой порошка за два-три прохода и снова прикатывают роликом. Напыленную поверхность зачищают шлифовальной машинкой так, чтобы переход от поверхности металла к напыленному слою был равномерным.
Для газопламенного (термического) порошкового окрашивания не требуется заряжать изделие и частицы порошка для создания электростатического поля. Это означает, что окрашивать можно практически любую поверхность: не только металлы, но и пластики, стекло, керамику, дерево и многие другие материалы, которые бы деформировались или сгорели в камере полимеризации.
Газопламенная покраска исключает необходимость использовать громоздкие печи и камеры полимеризации, и выводит порошковую покраску на новые рубежи применения данной технологии, поскольку оборудование для распыления является портативным и универсальным. Его также используют не только для нагревания поверхности, напыления порошка, а и для повторного нагрева с целью выравнивания поверхности.
Среди недостатков данной технологии - это то, что покрытия не всегда
имеют ровную поверхность, и их значение скорее функциональное, нежели
декоративное. Но для таких объектов как мосты, корпуса кораблей или
водонаборные башни важнее защита от коррозии и ржавчины, чем незначительная
неровность в покрытии.
6.2 Плазменное напыление
Сущность способа состоит в переносе порошкового материала на поверхность изделия высокотемпературным потоком плазмы, которая образуется в результате частичной ионизации инертного газа (аргон, гелий или смесь гелия с азотом) при пропускании его через электрическую дугу при температуре от 3000 до 80000С.
При введении порошкового материала в поток плазмы порошок плавится и
вместе с плазменным газом наносится на поверхность изделия. Нанесение
порошковых материалов этим способом осуществляется вручную с помощью плазменного
распылителя. Установка включает распылитель, трансформатор-выпрямитель,
устройство для управления потоков газа, емкость для материала. В связи с тем,
что наносить плазменным распылением можно только порошковые материалы с узким
диапазоном дисперсного распределения частиц порошка и выдерживающих нагрев
порядка 3500С ( к таким полимерам относятся фторопласты, полиамиды), этот
способ, несмотря на свои преимущества (высокая производительность, безвредность
и др.), не нашел широкого применения в промышленности [2].
6.3 Теплолучевой метод
Более производителен и универсален по сравнению с газопламенным методом.
Порошкообразный термопластичный материал подается в зону мощного теплового
потока, где материал расплавляется и наносится на поверхность изделия. Воздушно-порошковая
смесь образуется в вировихревом аппарате и направляется на изделие. Этот метод
более эффективен, чем пламенный, сокращает потребление порошка и имеет меньшую
энергоемкость. Покрытие имеет более высокие физико-механические характеристики и
лучшую адгезию к поверхности изделия. Недостатками метода является значительные
потери порошка и загрязнение воздуха.
6.4 Экструзионный метод
Для нанесения покрытий из термопластичных полимерных материалов на
электрические провода, кабели, стальные трубы, на деревянные планки и другие
полуфабрикаты применяются экструзионные линии на базе одночервячных
пластицирующих экструдеров, причем широкое использование получили экструзионные
агрегаты в кабельной промышленности. Например, для техники связи медные провода
диаметром 0,4-1,4 мм покрываются полиэтиленовой или поливинилхлоридной пленкой
толщиной 0,15-0,25 мм; для низкочастотной техники применяются покрытия из ПВХ;
для кабелей диаметром 20-120 мм применяются покрытия из ПЭВП толщиной 4-25 мм.
.
 <#"809022.files/image004.gif"> <#"809022.files/image005.gif">
<#"809022.files/image004.gif"> <#"809022.files/image005.gif">
Рисунок 5. Нанесение покрытия с помощью распылителя
Его популярность обусловлена следующими факторами: высокая эффективность
зарядки почти всех порошковых красок, высокая производительность при порошковом
окрашивании больших поверхностей, относительно низкая чувствительность к
влажности окружающего воздуха, подходит для нанесения различных порошковых
покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Рисунок 6. Движения ионов коронного разряда в электрическом поле и
осаждения их на поверхность частиц («ударная зарядка»).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски - электростатический пистолет
распылитель есть типовом комплексе порошковой окраски Антанта.
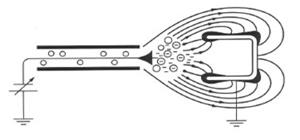
Рисунок 7. Эффект клетки Фарадея
Эффект клетки Фарадея - результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Это сильное поле ускоряет оседание частик, образуя в этих местах порошковое покрытие слишком большой толщины.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
Обратная ионизация

Рисунок 8. Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
7.2 Трибостатическое напыление - зарядка трением
Статическая электризация осуществляется путем обмена зарядами за счет разности в работе выхода электронов у материала частиц и материала стенок в зарядном устройстве или при обмене зарядами между частицами из-за различий в химическом составе примесей, температуре, фазовом состоянии, структуре поверхности и т.д.
Рисунок 9. Триботехническое напыление
В отличие от электростатического напыления, в данной системе нет генератора высокого напряжения для распылителя. Порошок заряжается в процессе трения.
Главная задача - увеличить число и силу столкновений между частицами порошка и заряжающими поверхностями пистолета распылителя.
Одним из лучших акцепторов в трибоэлектрическом ряду является
политетрафторэтилен (тефлон), он обеспечивает хорошую зарядку большинства
порошковых красок, имеет относительно высокую износоустойчивость и устойчив к
налипанию частиц под действием ударов.
Рисунок 10. Отсутствие эффекта клетки Фарадея
В распылителях с трибостатической зарядкой не создается ни сильного электрического поля, ни ионного тока, поэтому отсутствует эффект клетки Фарадея и обратной ионизации. Заряженные частицы могут проникать в глубокие скрытые проемы и равномерно прокрашивать изделия сложной конфигурации.
Также возможно нанесение нескольких слоев краски для получения толстых порошковых покрытий.
Зарядные устройства трибоэлектрических распылителей должны удовлетворять следующим трем условиям необходимым для эффективной зарядки напыляемого материала:
обеспечивать многократные и эффективные соударения частиц порошка с трибоэлектризующим элементом;
производить снятие поверхностного заряда с трибоэлектризующего элемента;
обеспечивать стабильность процесса трибозарядки.
Распылители с использованием трибостатической зарядки конструктивно более
надежны, чем пистолеты распылители с зарядкой в поле коронного разряда,
поскольку они не имеют элементов, преобразующих высокое напряжение. За
исключением провода заземления, эти распылители являются полностью
механическими, чувствительными только к естественному износу.
7.3 Нанесение покрытия в ионизированном
псевдоожиженном слое
Устройство для нанесения покрытий представляет собой камеру с
электрическим кипящим слоем, в которую помещается изделие - 1 (рисунок 5). Камера делится
пористой перегородкой - 2 на две части. В верхнюю часть на пористую перегородку
насыпается порошковый материал - 3, а в нижнюю - подается сжатый воздух.
Рисунок
11. Нанесение покрытия в камере с кипящим слоем
При определенной скорости воздуха, проходящего через пористую перегородку, порошок переводится во взвешенное состояние, при котором частицы как бы витают в восходящем потоке воздуха. Из-за хаотичности движения частиц происходит их соударение между собой, что приводит к статической электризации частиц и зарядка их как отрицательным, так и положительным зарядом.
Электрическое поле, создаваемое между высоковольтным электродом, размещенным в порошковом слое, и заземленным изделием, вызывает разделение частиц в кипящем слое по знакам заряда. При приложении отрицательного напряжения к высоковольтным электродам положительно заряженные частицы накапливаются вокруг высоковольтного электрода, а отрицательно заряженные - в верхней части кипящего слоя порошка. Частицы, имеющие достаточно большой отрицательный заряд, выносятся электрическим полем из кипящего слоя и направляются к изделию. Из-за большой концентрации частиц в кипящем слое коронный разряд у поверхности высоковольтных электродов находится в полностью запертом состоянии. По мере накопления положительно заряженных частиц вокруг высоковольтных электродов происходит разряд и импульсное локальное отпирание коронного разряда, при котором осуществляется перезарядка частиц. Таким образом, в электрическом кипящем слое зарядка частиц носит сложный характер, сочетающий статическую электризацию частиц и зарядку в газовом разряде.
Процесс транспортировки частиц порошка к напыляемому изделию осуществляется в потоке воздуха. При этом соотношение аэродинамических и электрических сил, действующих на частицу, сильно отличается для разных устройств, используемых для нанесения покрытий. Если для распылителей с внутренней зарядкой транспортировка частиц осуществляется исключительно потоком воздуха, то в камерах с электрическим кипящим слоем направление движения частиц к изделию создается в основном электрическим полем. Для распылителей с внешней зарядкой перемещение частиц к изделию в равной мере определяется аэродинамическими и электрическими силами.
Способ нанесения покрытий из порошковых материалов в электростатическом поле имеет существенные преимущества перед всеми вышеупомянутыми способами:
- Отсутствие предварительного нагрева;
Снижение потерь порошкового материала;
Возможность получения равномерных по толщине покрытий на изделиях сложной конфигурации;
Возможность автоматизации процесса напыления;
Универсальность и высокая производительность;
Экологическая чистота;
Сведение к минимуму пожаро- и взрывоопасность.
Эти факторы определили широкое распространение технологии нанесения полимерных покрытий в электростатическом поле.
Заключение
Нанесение полимерных покрытий является довольно сложным технологическим процессом, который может быть использован как для защиты различных видов материалов от неблагоприятных воздействий окружающей среды, так и для придания привлекательного внешнего вида различным товарам. .