Материал: Модернизация токарно-винторезного станка с помощью микроконтроллера
Принципиальная электрическая схема управления ЭП
токарно-винторезного станка
Принципиальная электрическая схема управления ЭП токарно-винторезного станка
Назначение: для пуска, управления и защиты ЭО токарно-винторезного станка. Основные элементы схемы. Дш, Дн, Дг, Дб - приводные АД, шпинделя, насоса, гидроагрегата, быстрого перемещения суппорта. КШ, КБ - контакторы двигателей шпинделя и быстрого перемещения суппорта. РВ - реле времени, пневматическое, для ограничения времени работы Дш на холостом ходу. ШР - штепсельный разъем, для подключения Дг при применении на станке гидрокопировального устройства. Примечание - Регулирование угловой скорости шпинделя производится переключением шестерен в коробке скоростей, а изменение продольной и поперечной подачи - в коробке подач, с помощью рукояток. Включение (выключение) шпинделя станка и его реверсирование - с помощью многодисковой фрикционной муфты, с помощью рукояток. Механическое перемещение суппорта в любом направлении производится Дб с помощью одной рукоятки. ЛМО - лампа местного освещения. Тр. - трансформатор понижающий, для питания цепей управления и местного освещения. Примечание - При напряжении в цепи местного освещения 12 или 36 В в качестве одного из проводов, обычно, используют станину станка. Для быстрой остановки шпинделя станка служит механический тормоз в передней бабке.
Органы управления. ВП1, ВП2 и ВО - выключатели питания станка, пуска насоса охлаждения и включения освещения. Кн.П, Кн.С - кнопки "пуск" и "стоп". ВКБ, ВКх - выключатели контактные рукояток быстрого перемещения суппорта и холостого хода Дш. Примечание - Если пауза в работе превышает 3...8 мин, то Дш отключается от сети и останавливается, что ограничивает его работу вхолостую с низким cos φ и уменьшает потери энергии. Режимы управления. Полуавтоматический - от механических рукояток, кнопок и выключателей.
Работа схемы
Исходное состояние.
Поданы все виды питания (ВП1 - "В"). Цепи управления и овещения получают питание от "Тр". Деталь закреплена и готова для обработки.
Включение в работу
Кн. П - собирается цепь КШ.
КШ - подключается к сети Дш (КШ:1…3) и пускается,
становится на самопитание (КШ:4).
Перед обработкой детали пускается Дш при ВП" - "В". Включение шпинделя производится фрикционной муфтой с помощью рукоятки. Управление быстрым перемещением суппорта от рукоятки; замыкается ВКб, КБ , ДБ пускается.
ДБ остановится при повороте этой рукоятки, расположенной на фартуке станка, в среднее положение.
Автоматическая остановка
По окончании обработки рукоятка управления муфтой отключается, при этом:
собирается цепь пневмореле РВ (ВКх), Дш на х.х.;
РВ и по истечении времени (3…8 мин) разомкнет цепь КШ (РВ).
КШ - отключается от сети Дш (КШ:1…3) и останавливается,
размыкается цепь самопитания (КШ:4)
Отключение станка плавное - от Кн. С.
Защита
Максимальная : силовая цепь (Пр.1, Пр.2, Пр.3),
Цепи управления (Пр. 5),
Цепь освещения (Пр. 4).
Тепловая: Дш (РТш1, РТш2), Дн (РТн1, РТн2), Дг (РТг1, РТг2).
Нулевая: контактором КШ, при кратковременном "провале" напряжения.
Питание цепей:
~380 В, 50 Гц - силовая сеть;
~110 В, 50 Гц - цепи управления;
~36 В, 50 Гц - освещение.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает, к какой технологической группе относится станок:
- токарные станки,
- сверлильные и расточные станки;
- шлифовальные станки и т. д.
Вторая цифра указывает на типы станков в группе:
- одношпиндельные и 2 - многошпиндельные автоматы;
- токарно-револьверные станки;
- карусельные и т. д.
Две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д.
Наличие буквы между цифрами указывает на произведенную модернизацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка. Различают станки нормальной точности - класс Н (в большинстве случаев не указывается) ; повышенной точности - класс П; высокой точности (прецизионные) - класс В; особо высокой точности - класс А и особо точные (мастер-станки) - класс С. Например, в обозначении токарно-винторезного станка модели 16К20П цифра 1 обозначает группу токарных станков, цифра 6 - тип станка (токарно-винторезный), цифра 20 - высоту центров в см, буква К - модернизацию станка, буква П - станок повышенной точности.
Современный токарный станок прошел большой путь в своем развитии. Менялись его размеры, увеличивалась мощность, расширялись возможности. Но, несмотря на это, на протяжении многих лет устройство токарно винторезного станка остается практически неизменным.
Из поколения в поколение передаются принцип работы и основные узлы токарно винторезного станка, сохраняется его внешний вид и способы работы на нем.
Устройство и основные узлы
Базовой деталью, на которой крепятся все основные узлы токарно винторезного станка, является станина. Она представляет собой массивное чугунное основание, которое имеет верхней части несколько направляющих. По этим направляющим перемещаются два других основных узла - суппорт и задняя бабка. Передняя бабка неподвижна и находится в левой части станины.
Передняя бабка содержит в себе вращающийся шпиндель, в патроне которого крепится заготовка, и коробку передач. Вращение от электродвигателя клиноременной передачей сообщается через коробку скоростей шпинделю.
Суппорт предназначен для обеспечения перемещения, другими словами - подачи, резца. Суппорт состоит из каретки, фартука и резцедержателя. На каретке суппорт перемещается по направляющим станины, на фартуке сосредоточены механизмы управления суппортом и поперечных и резцовых салазок, а на резцедержателе закрепляются один или несколько резцов.
Движение на фартук передается от коробки подач. При этом фартук перемещается вдоль вращающегося ходового вала. При нарезании резьбы ходовой вал отключается и во вращение приводится ходовой винт. Посредством находящейся в коробке подач гитары подач происходит настройка величины подачи или шага нарезаемой резьбы.
Задняя бабка предназначена для удержания правого конца длинной заготовки во время ее обработки, а также для закрепления других режущих инструментов - сверл, зенкеров, разверток.
В устройство токарно винторезного станка могут быть введены и дополнительные узлы и элементы. Очень популярны стали фрезерные насадки и копирующие устройства. Все больше для управления станком применяются программируемые системы.
Разработка алгоритмов проверки
Произведем разработку
алгоритмов проверки используя метод последовательного поиска неисправностей,
метод половинного разбиения и метод "время - вероятность". Применяя
совокупность этих методов получим следующий алгоритм:
Для модернизации схемы с использованием контроллера опишем все входные сигналы - ими являются кнопки управления Кн.Пуск,Кн.Стоп,Кн.Вниз,Кн.Наверх ;контакты реле КВ и КН и промежуточного реле КВ. Каждый входной сигнал заводится в контроллер на свой контакт, которому соответствует свой бит и свой адрес.
Для модернизации схемы с использованием
контроллера опишем все выходные сигналы - ими являются катушки реле
КЛ,КН,КВ,РВ. Каждый выходной сигнал заводится в контроллер на свой контакт,
которому соответствует свой бит и свой адрес.
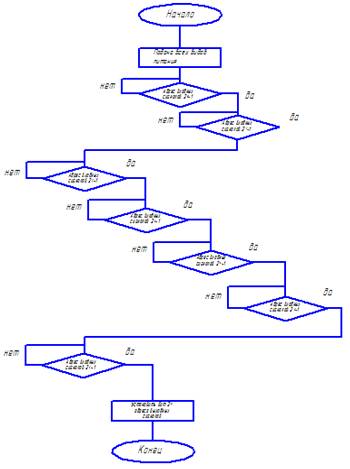
Алгоритм работы схемы
токарный винторезный станок контроллер
Алгоритм работы контроллера
Заключение
В данной курсовой работе были рассмотрены Методы повышения качества продукции для токарно-винторезных станков. Отказ станка может произойти из-за функционального отказа, явившегося следствием внезапных отказов блоков, узлов, деталей или из-за параметрического, который произойдет, когда будет исчерпана технологическая надежность. Рассмотрев неисправности, были построена матрица приоритетов, диаграмма причин и результатов, дерево отказов, контрольный листок и анализ Парето. Данные методы являются одними из самых актуальных на сегодняшний день. Наименьшая вероятность событий при выходе из строя двигателя будет аварийная остановка вследствие того, что по цепи течет слишком большой ток.