Материал: Модернизация конструкции станка для торцевания и центрования валков
Модернизация конструкции станка для торцевания и центрования валков
Введение
Машиностроение является основой научно-технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитие машиностроения связано с прогрессом станкостроения, поскольку металлорежущие станки вместе с некоторыми другими видами технологических машин обеспечивают изготовление любых новых видов оборудования.
Предприятие ОАО «ССМ-Тяжмаш» занимается ремонтом металлургического оборудования предприятия ОАО «Северсталь». В кузнечно-прессовом цеху (КПЦ) предприятия ОАО «ССМ-Тяжмаш» изготавливают валки, используемые в прокатных станах предприятия ОАО «Северсталь». В настоящее время в КПЦ заготовки валков получают методом ковки. С увеличением объемов проката, выпуск валков увеличился, что привело к загруженности горизонтально-расточных станков, на которых обрабатывались валки (фрезеровались торцы и центровались отверстия). Перед предприятием встала задача в покупке дополнительного оборудования.
В данном дипломном проекте предлагается сконструировать станок для обработки центровых отверстий в валках прокатного стана. Разрабатываемый станок будет обрабатывать центровые отверстия после ленточнопильного станка, на котором будут отрезаться торцы валков. Таким образом, потребность в обработке валков на горизонтально-расточных станках отпадет.
Разрабатываемый станок будет сконструирован на базе неиспользуемого стенда для определения твердости роликов. От существующего стенда будет использоваться станина и большой стол.
Тема дипломного проекта актуальна для предприятия ОАО «ССМ-Тяжмаш», так как при создании разрабатываемого станка для обработки центровых отверстий будут решаться сразу несколько задач, а именно: 1. использование свободной площади кузнечно-прессового цеха. 2. использование деталей неработающего оборудования 3. снятие нагрузки с горизонтально-расточных станков и вследствие чего - сокращение затрат предприятия, связанное с покупкой дорогостоящего оборудования.
станок машиностроение прокатный
1. Литературный обзор технологических методов изготовления
валков прокатного стана
Валки являются основным рабочим инструментом прокатного стана, в них непосредственно осуществляется деформация металла. Прокатные валки классифицируют по назначению, форме бочки валка, конструкции, материалу. По назначению валки бывают сортовые и листовые, кантующие, разрезные, правильные и т.д. По форме бочки валки бывают гладкие или цилиндрические, с калибрами. По конструкции различают валки стальные, чугунные и из твердых сплавов.
Одной из важнейших мер, способствующих увеличению выпуска проката, улучшению качества металлопродукции и снижению расходов по переделу, является повышение стойкости прокатных валков - основного рабочего инструмента прокатных станов. Статистические данные, полученные как в нашей стране, так и за рубежом, достаточно красноречивы: 6 % всей стоимости прокатного стана составляет стоимость прокатных валков; 20÷25 % времени работы стана уходит на перевалки валков; в общих расходах по переделу затраты на валки по стану горячей прокатки составляют примерно 15÷17 %.
Требования, предъявляемые к прокатным валкам, разнообразны и касаются не только их эксплуатации, но и процесса изготовления. Прокатный валок работает при одновременном воздействии на него усилия прокатки, крутящего момента, температуры в очаге деформации и т.п., поэтому одними из главных требований являются высокая износостойкость и термоусталостная прочность, обуславливающие малый и равномерный износ валков. Твердость валков составляет 375-555 HB, чистота обработки бочки и шеек Ra 0,8, глубина закаленного слоя достигает 70мм. В процессе эксплуатации цилиндрическая поверхность валков испытывает на себе в месте контакта с торцом горячего листа интенсивный абразивный износ и значительные удельные давления сжимающих усилий. Изучение характера и динамики износа показали, что износ происходит в результате окисления и отрывания частичек окисленного металла с поверхности валков торцами горячего листа с температурой поверхности 1100-900оС, частично покрытых тонким слоем окалины. При этом поверхность валков в месте контакта с прокатываемым листом разогревается до температуры 400-500оС.
Рабочие валки изнашиваются, на их поверхности появляются микродефекты.
Развиваясь, они могут приводить к сколам (рисунок 1.1) или к полному разрушению
валка (рисунок 1.2). Рабочие валки, являясь инструментом, от которого зависит
производительность прокатного стана, оказывают большое влияние на качество
поверхности и профиль проката.

Рисунок 1.

Рисунок 1.2
Кованные стальные валки.
Для изготовления кованых валков используют доэвтектоидную сталь марок 75ХМ, 60ХН и др. В Европе, Японии, США в 90-х г.г. наряду с традиционными материалами (чугун, сталь типа адамит - 1,2... 1,7% С; 1,4... 1,7% Сг; 0,5... 1,5% Ni; 0,1...0,8% (W+2Mo)) для изготовления валков начали применять новые - инструментальную сталь типа HP (0,8% С, 3,00% Сг, 0,55% Мо, 0,50% V, 0,05% Nb), «полубыстрорежущую» сталь Semi-HSS [0,6... 1,0% С, 6,5...8,5% Сг, 4... 10% (W+2Mo), 0,1...3% (V, Ti, Nb, Та)], износостойкую «быстрорежущую» сталь HSS [1,2...1,8% С, 4,0...6,0% Сг, 8...12% (W+2Mo), З...6% (V, Ti, Nb, Та)] и другие. Эти материалы наряду с некоторыми преимуществами имеют и недостатки. Например, сталь HSS имеет однородную литую структуру, но по сравнению с чугуном характеризуется весьма низкой теплопроводностью. Из-за малой теплопроводности рабочего слоя валков наблюдается значительное (до 100°С) повышение температуры поверхности в очаге деформации, в то время как в зоне охлаждения температура валка остается, практически неизменной. Это приводит к росту напряжений и образованию на рабочей поверхности валка сетки трещин разгара. Кроме того, эти материалы содержат значительное количество дорогих легирующих элементов - хрома, вольфрама, молибдена, ванадия, титана, ниобия и тантала, что делает не всегда оправданным их использование.
Выплавка стали производится в электропечах с последующим рафинированием на комплексе внепечной обработки жидкой стали. При разливке производится глубокое вакуумирование с использованием пароэжекторных насосов. В результате этого содержание водорода не превышает 1,5 %, кислорода и азота - 3% и 8% соответственно, количество неметаллических включений снижается на 50%, суммарное содержание серы и фосфора не превышает 0,02%.
Нагрев слитков и заготовок под ковку производится в нагревательных печах с выкатным подом. Параметры современных печей позволяют производить нагрев слитков и заготовок массой до 170 т и длиной до 10 метров. Ковка производится на автоматизированных ковочных комплексах.
Вторичная термическая обработка осуществляется в автоматизированных термических печах с выкатным подом. С целью обеспечения высокого уровня физико-механических свойств охлаждение валков производится водой и водо-воздушной смесью на специальных установках регулируемого охлаждения.
Закалка бочек прокатных валков осуществляется на автоматизированной установке индукционной закалки с нагревом токами промышленной частоты. В результате обеспечивается повторяемость результатов закалки.
Литые чугунные валки.Для изготовления чугунных валков используют чугун марок СПХН, СШХН и др. Чугунные валки термической обработке не подвергают, поэтому заданные прочностные параметры получают литьем. Структура литого валка - биметаллическая: твердый рабочий слой - из отбеленного чугуна, вязкая сердцевина - из серого или высокопрочного чугуна. Для литья используют нелегированный чугун следующего химического состава (мас. %): углерод 2,7...2,8, кремний 0,3...0,8, марганец 0,3.. .0,8, фосфор не более 0,5, сера не более 0,1. Также применяют низколегированные (<1,3 % Ni, <1,2 % Сг, <1,5 % Мп), средне- и высоколегированные (2...4,5% Ni, 0,5...1,5% Сг) чугуны.
Углерод в составе чугуна увеличивает количество ледебурита в его структуре, тем самым, повышая способность чугуна к истиранию. Кремний в чугуне предназначен для компенсации влияния окисленности отдельных составляющих расплава и неметаллических центров графитизации. Марганец позволяет произвести обессеривание и раскисление чугуна. Присадка в ковш 0,01... 0,05 % серы за 3...10 мин до заливки приводит к заметному увеличению переходной зоны в валках. Фосфор повышает износостойкость рабочего слоя валков вследствие образования фосфидной эвтектики. Легирующие элементы позволяют изменять металлическую матрицу, тем самым, улучшая те или иные рабочие свойства валков. Кроме того, они также могут влиять на графитизацию валков.
Изготавливать валки можно 3-мя способами: обычным, методом «полупромывки» и методом «промывки». Первый заключается в заливке серым чугуном формы для отливки валков, состоящей из трех частей: верхняя и нижняя трефы расположены в песчано-глинистых полуформах, средняя рабочая часть формируется в кокиле. Второй состоит в модифицировании при заливке внутреннего слоя валка для получения серого чугуна. Третий метод включает заливку внутренней части валка серым нелегированным чугуном.
Бандажированные валки. Одним из путей повышения стойкости прокатных валков и снижения их металлоемкости является использование бандажированных валков. Применение бандажей из высокопрочных материалов, возможность замены изношенных бандажей при многократном использовании оси дает большой экономический эффект. Бандажированные валки бывают составными и наплавочными.
Материалом для бандажа составного валка служат теплоустойчивые стали, такие как 150ХНМ или 35Х5НМФ и др. В качестве осей чаще всего используют отработанные цельнокованые валки. Опыт эксплуатации валков из подобных материалов свидетельствует, что их износостойкость в 2-2,5 раза выше, чем кованых. Соединение бандажа с осью осуществляется по посадке с гарантированным натягом. С целью увеличения передаваемого крутящего момента на посадочную поверхность оси наносят металлическое покрытие, значительно увеличивающее коэффициент трения, площадь фактического контакта оси и бандажа и его теплопроводность.
Основные достоинства составных валков:
возможность изготавливать бандаж и ось из материалов с различными механическими и теплофизическими свойствами;
возможность замены изношенного бандажа при многократном использовании оси валка;
термическую обработку бандажа оси можно производить раздельно, что позволяет увеличить прокаливаемость, получить одинаковую твердость по всей толщине бандажа и снизить градиент остаточных напряжений, который в сплошном валке большой массы весьма высок.
Выпуск бандажированных опорных валков листовых станов освоили еще в 70-х
годах прошлого века. Бандаж и ось соединяются, как правило, тепловым способом
по посадке с гарантированным натягом; бандажи изготавливаются кованые или
литые, оси кованные, для их изготовления обычно используют списанные валки.
Отверстие в бандаже чаще всего цилиндрическое, посадочное место оси может быть
цилиндрическим (рисунок 1.3), бочкообразным (рисунок 1.4) или близким к нему по
форме для уменьшения концентрации напряжений у торцов бандажа после сборки.
Также посадочные места оси под бандаж изготавливают вогнутыми (рисунок 1.5) и
конусообразными с буртом (рисунок 1.6).
Рисунок 1.3- Цилиндрическое посадочное место оси
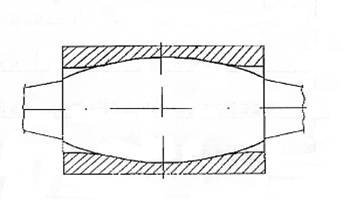
Рисунок 1.4- бочкообразное посадочное место оси
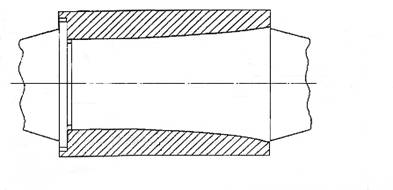
Рисунок 1.5- вогнутое посадочное место оси
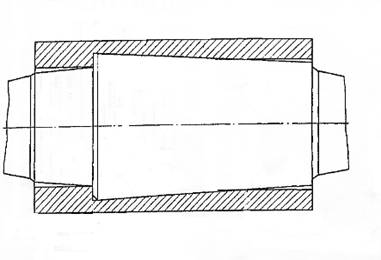
Рисунок 1.6 конусообразное посадочное место оси
Наплавочные бандажированные прокатные валки (композитные) получают методом электрошлаковой наплавки жидким металлом (ЭШН ЖМ) рабочего поверхностного слоя. В качестве материала наплавки используют износостойкие наплавочные композиционные материалы (КМ), успешно работающие в условиях высокотемпературного абразивного износа. Среди известных КМ наибольшее применение получил сплав на основе релита (WC+W2C). Однако, дефицитность, дороговизна релита (820960 руб./кг) и технологические затруднения наплавки КМ релит + сплав на основе железа, ввиду высокой растворимости релита в сплаве-связке, побудили исследователей искать новые безвольфрамовые КМ. Поэтому разработка электрошлаковых процессов упрочнения безвольфрамовыми КМ (спеченными твердыми сплавами на основе карбидов титана типа ТН 20) деталей оборудования, работающих в тяжелых условиях высокотемпературного износа, является весьма актуальной задачей, повышающей конкурентоспособность продукции.
Спеченные твердые сплавы обладают рядом весьма ценных свойств: высокая твердость 8692 HRA; высокая микротвердость H =19,522,0 ГПа; величина модуля упругости составляет 445 ГПа; высокий предел прочности при сжатии до сж= 6,0 ГПа, с достаточной прочностью на изгиб изг =1,22,5 ГПа и на растяжение в = 0,5изг. И самое благоприятное свойство среди известных карбидов высокая ударная вязкость 0,81,2 МДж/м2. Способность спеченных твердых сплавов сохранять в значительной степени указанные свойства при повышенных температурах является чрезвычайно важной характеристикой при высокотемпературном абразивном износе.
По оценкам специалистов ведущих машиностроительных и металлургических фирм использование композитных валков является одним из главных направлений в области развития металлургического производства, так как они обладают значительно более высоким ресурсом и обеспечивают производство проката высокого качества.
На предприятии ОАО ССМ «Тяжмаш» изготавливают (и восстанавливают после износа) кованные стальные валки из стали 24ХН1Ф. Достоинством производства данного типа валков является простота их изготовления, восстановления после износа, низкая себестоимость. К недостаткам можно отнести неравномерность прокаливаемого слоя, вследствие чего неравномерный износ и невысокий срок службы.
2. Конструкторская часть
.1 Кинематическая схема станка
Технологический процесс, положенный в основу станка, определяет те относительные движения, которые необходимо совершать инструменту и заготовке для процесса формообразования. Характер этих движений и методы их осуществления оказывают существенное влияние на конструкцию станка.
Обработка изделий любой формы простейшим и кратчайшим путем приводит к тому, что принципиальные кинематические схемы резания получаются основанными на сочетании двух элементарных движений - прямолинейного и вращательного.
В станках все движения в зависимости от того назначения, которое они выполняют при снятии стружки, разбивают на главное движение - вращение шпинделя в токарных, сверлильных, расточных и других станках - и движение подачи - подача суппортов у токарных станков, столов у расточных станков.
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных и установочных перемещений инструментов и заготовки. Их делят на приводы главного движения, приводы подач, координатных перемещений и вспомогательных перемещений. К каждому виду привода, с учетом служебного назначения станка, предъявляют свои специфические требования по передаче силы, обеспечению постоянства скорости, ее изменения и настройки, точности перемещения и погрешности позиционирования узла, быстродействию, надежности, стоимости, габаритным размерам.
В связи с развитием станков каждое движение чаще всего осуществляется от своего отдельного источника - электрического или гидравлического двигателей различных типов, обладающих своими особенностями, определяющими области рационального применения.