Материал: Методические указания к лабораторным работам по дисциплине «Современные методы и средства технологической организации производства». Антиликаторов А.Б., Лозовой И.А
5) Проверка паяемости деталей – операция по своему содержанию аналогична операции « проверка паяемости ПП», включается в ТП при наличии соответствующих деталей (штырьки, лепестки и т.д.);
6) Запрессование (развальцовка и др.) – установка деталей запрессовыванием развальцовкой и др. (при их наличии);
7) Лужение – лудятся все выводы КМО;
8) Формовка – не производится, если ЭРЭ не требуют формовки, или если установка КМО производится в автоматизированном режиме;
9) Вклейка в ленту – производится только в том случае, если применяется автоматизированная установка на ПП КМО с осевыми (аксиальными) и радиальными выводами;
10) Кассетирование – производится укладывание КМО в касеты, если применяется их автоматизированная установка на ПП и, если выборка производится из кассет;
11) Установка – возможна автоматизированная и ручная установка КМО, что зависит от программы выпуска, а также от конструктивных особенностей ПП, конструкции ЭРЭ, входящих в состав данного радиоэлектронного модуля и вариантов установки ЭРЭ на ПП. В ТП может присутствовать одна, две и более операций с аналогичным наименованием, что зависит также от выбранного оборудования;
12) Пайка – производится как правило волной припоя;
13) Пайка – операция включается в ТП для устранения дефектов после групповой пайки волной припоя, паяльником;
14) Промывка органическими соединениями;
15) Сушка – режим сушки выбирается с учётом ТУ на ЭРЭ;
16) Монтаж – установка и пайка ЭРЭ вручную, которые по различным причинам не могут быть монтированы на предыдущих операциях;
17) Правка монтажа – включается для выполнения требований ОСТ4 ГО. 070. 015 к внешнему виду изделия, предназначена для изменения положения ЭРЭ (наклон, разворот и т.п.), которые могут произойти вследствие выполнения предыдущих операций ТП;
18) Контроль монтажа – проверяется качество сборки, пайки на отсутствие замыканий, брызг припоя на ЭРЭ и печатных слоях платы, на соответствие изделия чертежей;
19) Влагозащита;
20) Регулирование;
21) Контроль электрических параметров;
22) Транспортирование – перевозка изделия на склад готовой продукции.
Лабораторные задания и методические указания по их выполнению
В таблице приводятся исходные данные для выполнения лабораторной работы.
Исходные данные
№ варианта |
Наименование и тип ЭРЭ |
Тип корпуса |
Количество, шт |
56 |
Резистор |
0603 |
16 |
Резистор С2-33-0.125 |
1 |
20 |
|
Конденсатор металлоп. |
2824 |
15 |
|
Конденсатор танталовый |
А |
4 |
|
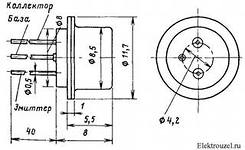
Транзистор |
МП111 |
2 |
|
Микросхема |
405.28 |
7 |
|
Микросхема |
SOP266-1(20) |
12 |
Конструктивные характеристики каждого ЭРЭ заносятся в таблицу, которая приведена в приложении и по данным которой и проводятся все дальнейшие расчёты.
 (3.1)
(3.1)
где k – коэффициент, учитывающий возможность выполнения всех коммутационных соединений и автоматической сборки РМ ( k = 10÷20); Sуст – установочная площадь i-го компонента.
По формуле (1) необходимо определить размер печатной платы. Для этого необходимо рассчитать размер платы с каждой стороны. Максимальное значение и будет являться размером всей печатной платы.

 (3.2)
(3.2)
где β = 0,05÷0,07 – коэффициент, учитывающий влияние ширины и шага проводников, форм корпусов МС и монтажного поля; Lx и Ly – размеры МПП в соответствии с Sпп и ГОСТ 10317-79; nвыв – количество выводов компонентов; NM – количество компонентов, устанавливаемых на ПП; ln – частное от деления шага координатной сетки или основного шага размещения компонентов на любое целое число (ln = 0,1÷0,25); ηтр – коэффициент эффективности трассировки, его значение можно принять равным 0,95.
Чтобы по формуле (2) определить количество логических слоёв необходимо сначала рассчитать Lx и Ly, решив следующее системное уравнение:



Зная nлог мы можем рассчитать nфиз (общее число слоёв МПП):

ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 2
№ п/п |
Наименование |
Типоразмер |
Эскиз |
Sуст , мм2 |
N, шт |
ΣSуст , мм2 |
Примечания |
1 |
Резистор |
0603 |
|
1,61 |
16 |
25,8 |
Расположен на нижней стороне |
2 |
Резистор С2-33-0,125 |
1 |
|
27,5 |
20 |
550 |
Расположен на верхней стороне |
3 |
Конденсатор танталовый |
А |
|
6,12 |
4 |
24,48 |
Расположен на нижней стороне |
4 |
Конденсатор металлоплёночный |
2824 |
|
47,3 |
15 |
710,4 |
Расположен на нижней стороне |
5 |
Транзистор |
МП111 |
|
386 |
2 |
773,5 |
Расположен на верхней стороне |
6 |
Микросхема |
405.28 |
|
246 |
7 |
1722 |
Расположен на нижней стороне |
7
|
Микросхема
|
SOP266-1(20) |
|
29,7 |
12
|
356,4 |
Расположен на верхней стороне |






Библиографический список
Пирогова, Е.В. Проектирование и технология печатных плат [Текст]: учебник / Е.В. Пирогова. – М.: ФОРУМ: ИНФА-М, 2005. - 560 с.
Медведев, А. Технология производства печатных плат [Текст] / А. Медведев. – М.: Техносфера, 2005. - 360 с.
Донец, A.M. Проектирование конструкций и технологическая подготовка производства радиоэлектронных модулей [Текст]: учеб. пособие / A.M. Донец, С.А. Донец. – Воронеж: ВГТУ, 2008. 128 с.
Содержание
ЛАБОРАТОРНАЯ РАБОТА № 1
Оценка геометрических параметров печатного монтажа 1
ЛАБОРАТОРНАЯ РАБОТА № 2
Оценка технологичности узла РЭС 12
ЛАБОРАТОРНАЯ РАБОТА № 3
Проектирование технологического процесса сборки радиоэлектронного модуля 24
ПРИЛОЖЕНИЕ 1 30
ПРИЛОЖЕНИЕ 2 31
БИБЛИОГРАФИЧЕСКИЙ СПИСОК 32
Методические указания
к лабораторным работам по дисциплине «Современные методы и средства технологической организации производства» для студентов направления 211000.68 «Конструирование и технология электронных средств» (программа магистерской подготовки «Автоматизированное проектирование и технология радиоэлектронных средств специального назначения»)
очной формы обучения
Составители
Антиликаторов Александр Борисович
Лозовой Игорь Александрович
В авторской редакции
Подписано к изданию 23.04.2015
Уч.- изд. л. 1,8
ФГБОУ ВПО «Воронежский государственный технический университет»