Материал: Методические указания к лабораторным работам по дисциплине «Современные методы и средства технологической организации производства». Антиликаторов А.Б., Лозовой И.А
Расчёт минимального расстояния между элементами проводящего рисунка, необходимого для прокладки определённого количества проводников
Минимальное расстояние для прокладки проводников между контактными площадками металлизированных отверстий определяют по формуле
 (1.20)
(1.20)
где
 ,
,
 -
максимальные диаметры контактных
площадок металлизированных отверстий,
мм;
-
максимальные диаметры контактных
площадок металлизированных отверстий,
мм;
n– количество проводников.
Минимальное расстояние для прокладки проводников между двумя не металлизированными отверстиями определяют по формуле
 (1.21)
(1.21)
где а – расстояние от края платы, выреза, не металлизированного отверстия до элементов печатного монтажа, мм.
Минимальное расстояние для прокладки проводников между контактной площадкой металлизированного отверстия и не металлизированным отверстием определяют по формуле
 .
(1.22)
.
(1.22)
Минимальное расстояние для прокладки проводников между контактной площадкой металлизированного отверстия и краем платы
 (1.23)
(1.23)
Минимальное расстояние для прокладки проводников между не металлизированным отверстием и краем платы
 .
(1.24)
.
(1.24)
Значение a принимают равным номинальной толщине ПП, но не менее 1 мм.
Лабораторные задания и методические указания по их выполнению
Задание первое: определить и зафиксировать наиболее "узкие" места взаимного расположения контактных площадок (кп-кп), контактной площадки и проводника (кп-п) и проводников (п-п). Указать исходные данные для проведения расчета.
Таблица 1.2
Исходные данные
№ п/п |
Расчет |
Класс точности печатн. монтажа |
Метод изготов- ления ПП |
Метод получ-я рис. печ. схемы |
Погрешн. операции |
|
получ. печатн. провод. |
Сверления отв. |
|||||
1
|
кп-кп |
2 |
Субтракт- тивный |
Фотографический |
max |
max |
кп-п |
||||||
п-п |
||||||
Расчет параметров представлен на рис. 1.4-1.9
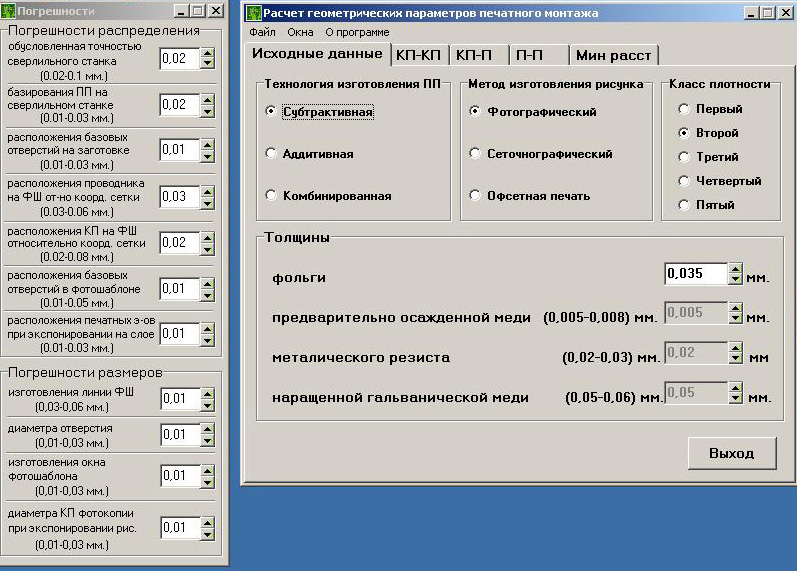
Рис. 1.4. Исходные данные
Проведем анализ параметров взаимного расположения контактных площадок (кп-кп)
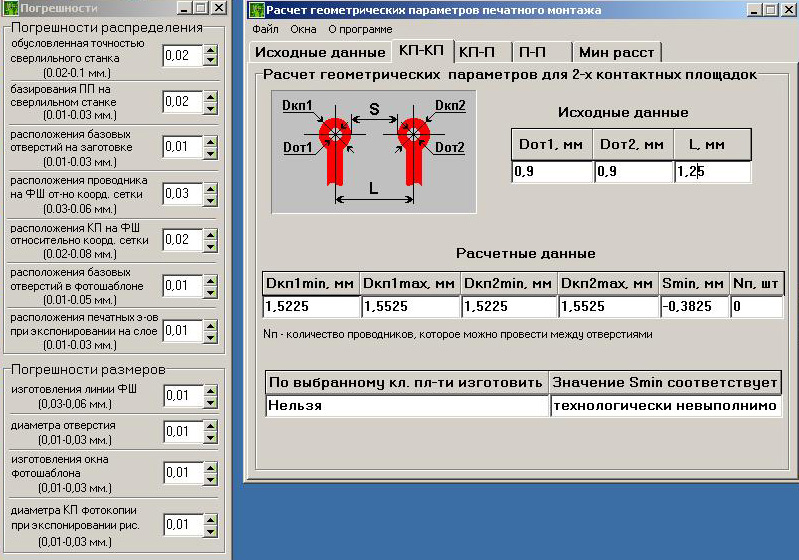
Рис. 1.5. Оценка параметров КП-КП
Из результатов расчетов видно, что изготовление контактных площадок по 2 классу точности при данных диаметрах отверстий и расстоянием между контактными площадками невозможно. Так как расстояние между отверстиями недопустимо мало. Исходя из этого необходимо увеличить это межцентровое расстояние 2,5 мм.
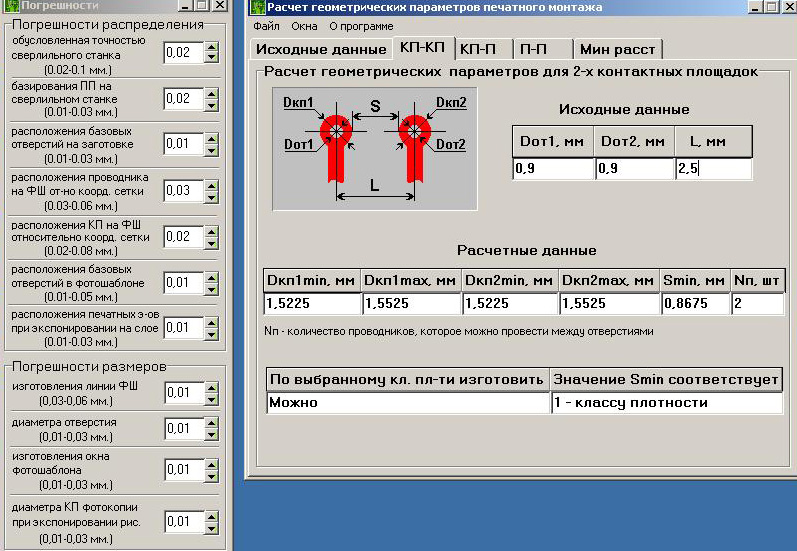
Рис. 1.6. Оценка параметров КП-КП
Проведем анализ параметров взаимного расположения контактной площадки и проводника (кп-п). Данные с расчетом представлены на рис. 1.7.
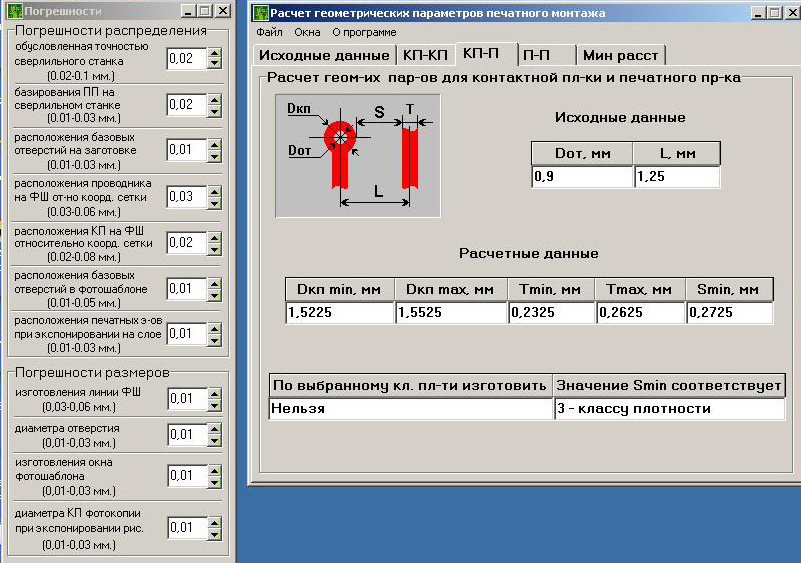
Рис. 1.7. Оценка параметров кп-п
Из представленных на рис. 1.7 расчетов видно, что плотность монтажа (кп-п) соответствует 3-му классу точности, что не удовлетворяет заданным параметрам. При выбранном расстоянии между контактной площадкой и проводником плату можно изготовить по 1-му классу точности. Расчет представлен на рис. 1.8.
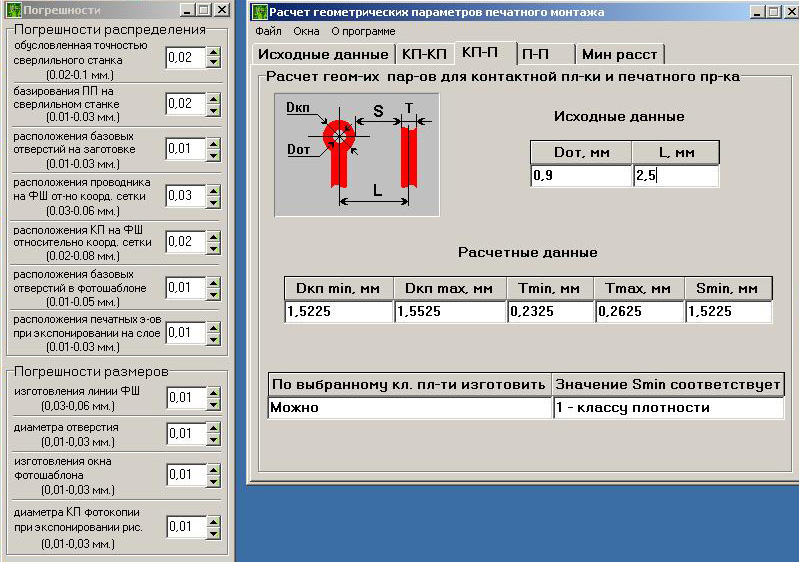
Рис. 1.8. Оценка параметров кп-п
Проведем анализ параметров взаимного расположения проводников (п-п)
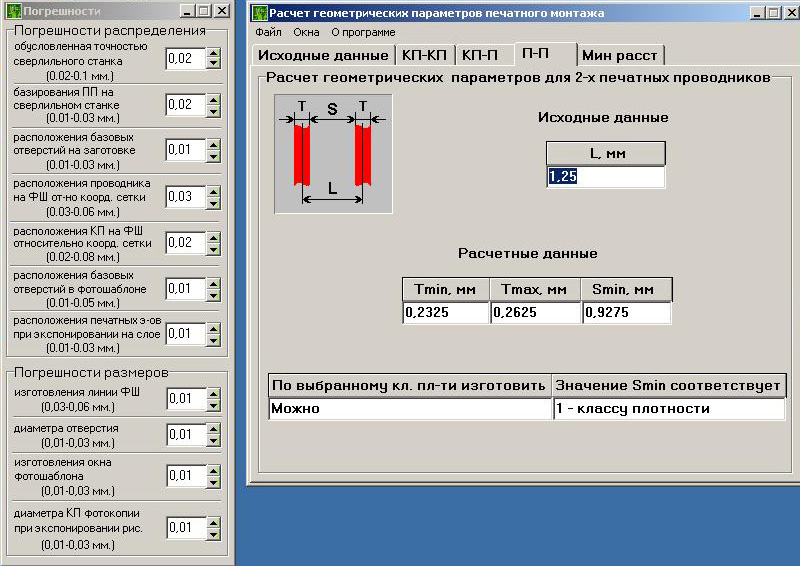
Рис. 1.9. Оценка параметров п-п
Из представленных на рис. 1.9 расчетов видно, что изготовить плату по 3-му классу точности с заданным расстоянием между проводниками можно, но процесс изготовления будет достаточно трудоемким.
Вывод: в результате выполнения данной лабораторной работы выявили, что геометрические параметры данной печатной платы не соответствуют заданному классу точности, следовательно плата изготовлена с нарушением норм.
Лабораторная работа № 2 Оценка технологичности узла рэс
Цель работы:
Ознакомиться с методикой расчета технологичности ручным способом и с помощью ЭВМ.
Начертить принципиальную электрическую схему печатного узла в соответствии с заданием.
По заданной схеме представить сборочный чертеж печатного узла.
Составить перечень элементов и спецификацию.
Выбрать базовые показатели технологичности.
Разработать таблицу исходных данных для расчета технологичности.
Рассчитать базовые и комплексный показатели технологичности вручную и на персональном компьютере при помощи программы "teh.exe".
По полученному комплексному коэффициенту сделать вывод о технологичности и целесообразности изготовления печатного узла.
Варианты заданий приведены в приложении в виде принципиальных электрических схем печатных узлов.
Методические указания
Технологичной называют такую конструкцию, которая полностью отвечает предъявляемым к изделию требованиям, может быть изготовлена с применением наиболее экономичных, при принятом типе производства и объеме выпуска изделия, технологических процессов.
Отработка конструкции изделия на технологичность направлена на снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, технологическое обслуживание и ремонт изделий при обеспечении необходимого качества.
Оценка технологичности проводится на основе базовых показателей технологичности в соответствии с ОСТ 4.ГО.091.219 и комплексного показателя технологичности, рассчитанного по средневзвешенной величине базовых показателей технологичности с учетом коэффициента, характеризующего весовую значимость показателей технологичности, т.е. степень их влияния на трудоемкость изготовления изделия.
Значения относительных показателей принимают согласно ОСТ 14.202–73 в пределах 0 ≤ Ki ≤ 1, при этом рост значения соответствует более высокой технологичности изделия.
Величина коэффициента, характеризующего весовую значимость показателей, зависит от порядкового номера показателя технологичности, ранжированная последовательность которого установлена экспериментально и рассчитана по формуле:
 (2.1)
(2.1)
где i – порядковый номер показателя в ранжированной последовательности.
Прежде чем приступить к выбору базовых показателей технологичности необходимо для своего варианта составить в соответствии с ЕСКД перечень элементов, спецификацию и отнести печатный узел к одному из типов (электронные, радиотехнические, электромеханические, коммутационные) блоков.
Затем выбрать 7 наиболее значимых базовых показателей, свести их в табл. 2.1 с указанием коэффициента значимости каждого и рассчитать.
В качестве примера приведем базовые показатели технологичности радиотехнического узла:
1. Коэффициент автоматизации и механизации подготовки электрорадиоэлементов ЭРЭ к монтажу
 (2.2)
(2.2)
где Нмпэрэ – число ЭРЭ, подготовка которых к монтажу осуществляется механизированным или автоматизированным способом;
Нэрэ – общее количество элементов.
2. Коэффициент автоматизации и механизации монтажа изделия
 (2.3)
(2.3)
где Нам – количество монтажных соединений, осуществляемых автоматизированным или механизированным способом;
Нм – общее количество монтажных соединений.
3. Коэффициент автоматизации и механизации операций контроля и настройки электрических параметров
 (2.4)
(2.4)
где Нмкн – количество операций контроля и настройки, которые можно осуществить механизированным или автоматизированным способом;
Нкн – общее количество операций контроля и настройки.
4. Коэффициент сложности сборки
 (2.5)
(2.5)
где Етсп – количество типоразмеров узлов, входящих в изделие, требующих регулировки в составе изделия;
Ет – общее количество типоразмеров узлов в изделии.
5. Коэффициент прогрессивности формообразования деталей
 (2.6)
(2.6)
где Дпр – количество деталей, получаемых прогрессивными методами формообразования;
Д – общее количество деталей в блоке.
6. Коэффициент повторяемости ЭРЭ
 (2.7)
(2.7)
где
 -
общее количество типоразмеров ЭРЭ в
изделии;
-
общее количество типоразмеров ЭРЭ в
изделии;
 -
общее количество ЭРЭ в изделии.
-
общее количество ЭРЭ в изделии.
7. Коэффициент точности обработки
 (2.8)
(2.8)
где Дтч – количество деталей, имеющих размеры с допусками по 10 квалитету и выше;
Д – общее количество деталей в блоке.
Занести значения показателей в табл. 2.1.
Таблица 2.1
Значения и весовые коэффициенты базовых показателей технологичности радиотехнического узла
№ |
Наименование показателя |
Обозначение |
Расчетные значения |
Весовой коэффициент, φi |
1 |
Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу |
Kмп эрэ |
|
1,0 |
2 |
Коэффициент автоматизации и механизации монтажа изделия |
Kам |
|
1,0 |
3 |
Коэффициент автоматизации и механизации операций контроля и настройки электрических параметров |
Kмкн |
|
0,5 |
4 |
Коэффициент сложности сборки |
Kс сб |
|
0,75 |
5 |
Коэффициент прогрессивности формообразования деталей |
Kф |
|
0,31 |
6 |
Коэффициент повторяемости ЭРЭ |
Kпов.эрэ |
|
0,19 |
7 |
Коэффициент точности обработки |
Kтч |
|
0,11 |
Основным показателем, используемым для оценки технологичности конструкции печатного узла, является комплексный показатель технологичности K, определяемый с помощью базовых показателей по формуле:
 (2.9)
(2.9)
где n − количество базовых показателей технологичности;
ki −базовый показатель технологичности;
 −коэффициент,
характеризующий весовую значимость
базового показателя технологичности.
−коэффициент,
характеризующий весовую значимость
базового показателя технологичности.
Исходные данные для расчета комплексного показателя технологичности заносятся в табл. 2.2.
Таблица 2.2
Исходные данные для расчета комплексного показателя технологичности
№ |
Наименование показателя |
Обозначение |
1 |
Количество монтажных соединений, которые осуществляются механизированным или автоматизированным способом |
Нам |
2 |
Общее количество монтажных соединений |
Нм |
3 |
Общее количество ЭРЭ |
Нэрэ |
4 |
Количество ЭРЭ, подготовка которых осуществляется механизированным или автоматизированным способом |
Нмп эрэ |
5 |
Количество операций контроля и на стройки, которые можно осуществлять механизированным или автоматизированным способом |
Нмкн |
6 |
Общее количество операций контроля и настройки |
Нкн |
7 |
Общее количество типоразмеров ЭРЭ в изделии |
Нт эрэ |
8 |
Число деталей, полученных прогрес сивными методами формообразования |
Дпр |
9 |
Общее число деталей в блоке |
Д |
10 |
Количество деталей, имеющих размеры с допусками по 10 квалитету и выше |
Дтч |
11 |
Количество типоразмеров узлов, вхо дящих в изделие, требующих регули ровки в составе изделия |
Етсп |
12 |
Общее количество типоразмеров узлов в изделии |
Ет |