Материал: Исследование вибрационных эффектов в зоне резания металла
Исследование вибрационных эффектов в зоне резания металла
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 . ЛИТЕРАТУРНЫЙ ОБЗОР. ВИБРАЦИИ И УДАРНЫЕ ВЗАИМОДЕЙСТВИЯ В ПРОЦЕССЕ РЕЗАНИЯ
1.1 Вибрации в процессе резания
.2 Методы и аппаратура для исследования вибраций
1.2.1 Механический метод
1.2.2 Пьезоэлектрический метод
.2.3 Емкостный метод
.2.4 Омическое сопротивление
.2.5 Электроиндуктивный метод
.2.6 Электромагнитный метод
.2.7 Бесконтактные методы
.3 Вибрация, ее измерение и анализ
1.4 Корреляционная зависимость между параметрами колебаний и величиной износа режущего инструмента
1.5 Методы уменьшения вибраций
. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
.1 Разработка методики исследования вибраций и ударных взаимодействий
.1.1 Единицы измерения вибраций и требования к приборам
2.1.2 Оборудование, инструмент, аппаратура, принадлежности и виброгасители, применяемые для исследования
2.1.3 Методика исследования вибраций
2.1.4 Методика исследования ударных взаимодействий
2.2 Результаты исследований
.2.1 Зависимость амплитуды колебаний от величины скорости резания
2.2.2 Зависимость амплитуды колебаний от величины подачи S
2.2.3 Зависимость силы удара от величины подачи S
2.3 Анализ результатов и выводы
. КОНСТРУКТОРСКАЯ ЧАСТЬ
.1 Разработка конструкций виброгасящих устройств
.1.1 Конструкция антивибрационного расточного инструмента со встроенным демпфером.
3.2 Конструкторские расчёты
.3 Конструкции виброгасителей, применявшиеся для исследований
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Технологический процесс изготовления “Хвостовик”
.1.1 Описание, назначение и характеристика изделия
.1.2 Технологический контроль чертежа детали
.1.3 Анализ технологичности конструкции детали
.1.4 Выбор метода изготовления и формы заготовки
4.1.5 Выбор плана обработка детали
4.1.6 Расчет припусков на механическую обработку
.1.7 Выбор типа производства и формы организации
.1.8 Выбор оборудования
4.1.9 Выбор режущих инструментов
4.1.10 Выбор инструментальных приспособлений
4.1.11 Выбор станочных приспособлений
4.1.12 Выбор средств измерения и контроля размеров
4.1.13 Расчет режимов резания
4.1.14 Расчет технической нормы времени
4.1.15 Программа ЧПУ для сверлильного станка
4.2 Технология сборки антивибрационного устройства
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ
ИСТОЧНИКОВ
ВВЕДЕНИЕ
Современный мир, современная жизнь в развитых и развивающихся странах не представляются возможными без всесторонне развитого легкого, среднего и тяжелого машиностроения. Машиностроение в целом - важнейшая отрасль в мировых экономике и хозяйстве. Если ее не будет - не будет ничего.
Уровень жизни в какой-либо стране зависит от наличия и объема следующих двух составляющих:
природные ресурсы на территории этой страны
(золотовалютный запас и полезные ископаемые - нефть, газ, металлические руды, драгоценные камни и металлы и пр.);
валовый внутренний продукт (ВВП).
Это показатель, характеризующий способность страны грамотно, продуктивно и экономично использовать свои природные ресурсы для производства.
При совместном существовании на планете все страны как отдельные, независимые друг от друга, лица, постоянно взаимодействуют. Время от времени, кому-то приходится брать в долг, а кому-то давать в кредит. На этом фоне только та страна будет чувствовать себя на коне, у которой хорошо развиты оба вышеперечисленных фактора (природные ресурсы и ВВП).
Но любой грамотный экономист скажет, что какими бы большими не были природные запасы страны, нельзя существовать только на них. Государство все равно должно стимулировать развитие валового внутреннего продукта, т.е. производства. Цены на природные ресурсы и различную производимую продукцию на сегодняшний день таковы, что можно просто продать 1 единицу природного ресурса за 2 денежные единицы, а можно затратить эту единицу на производство 1 единицы продукции и выручить от ее реализации 10 денежных единиц, - отсюда, и прямая экономия природных ресурсов, и резкое увеличение прибыли как таковой. По преобладанию второго фактора уровня жизни (ВВП) над первым (природные ресурсы) можно судить об экономике страны.
Цель выпускной квалификационной работы - внести свою небольшую лепту по поводу того, как можно улучшить, оптимизировать, ускорить, а значит, возможно, и стимулировать производство как таковое.
При резании металлов часто возникают колебания системы СПИД, называемые вибрациями, которые увеличивают износ инструмента (особенно из хрупких инструментальных материалов), ухудшают качество обработанной поверхности и ускоряют износ станков. Вибрации могут привести к снижению производительности, так как в целях их уменьшения приходится работать с заниженными режимами резания.
Получение информации о параметрах движения и вибрации при эксплуатации промышленного оборудования, приборов и всевозможных динамических объектов, представляет собой первоочередную задачу при оценке качества и надежности работы, как отдельных узлов, так и всех установок в целом.
Именно в этом заключается цель
данной выпускной квалификационной работы. Исследование вибраций позволит
выявить влияние колебаний на процесс механической обработки, установить
закономерности их возникновения при различных режимах резания. Также это
позволит найти эффективные и рациональные методы гашения вибраций, сделать процесс
резания более стабильным, увеличить устойчивость всей системы СПИД, что повысит
качество обрабатываемой поверхности, а, следовательно, скажется на качестве
изготовляемых деталей.
. ЛИТЕРАТУРНЫЙ ОБЗОР. ВИБРАЦИИ И
УДАРНЫЕ ВЗАИМОДЕЙСТВИИ В ПРОЦЕССЕ РЕЗАНИЯ
.1 Вибрации в процессе резания
Обязательным условием получения высокой точности и низкой шероховатости обработанной поверхности при применении высокопроизводительных режимов является устойчивость движения при резании. Для этого технологическая система СПИД должна быть виброустойчивой и не допускать существенных колебаний. Наблюдения показали, что в зависимости от условий работы возбужденные колебания детали и инструмента могут быть низкочастотными или высокочастотными; и возникают они одновременно или независимо друг от друга. Как правило, низкочастотные колебания имеет деталь, а высокочастотные - инструмент. Ухудшая качество обработки, возбужденные колебания определенной амплитуды и частоты могут одновременно снизить стойкость инструмента.
Согласно [1], при всех известных видах обработки наблюдаются два вида колебаний: вынужденные и самовозбуждающиеся. Возникают из-за периодичности воздействия возмущающей мощи. Они имеют все шансы появиться из-за: 1) прерывистого нрава движения резания; 2) дисбаланса крутящихся элементов станка, детали и прибора; 3) недостатков в механизмах станка (в зубчатых и ременчатых передачах, гидросистеме и т. п.); 4) неравномерности припуска, брошенного в обрабатывание; 5) передачи колебаний станку с иных трудящихся станков либо машин, пребывающих рядом.
Устранение принужденных сомнений никак не принимает базисных проблем, так как при устранении обнаруженного источника колебаний вибрации прекращаются. Самовозбуждающиеся колебания или автоколебания возникают при отсутствии видимых внешних причин. К ним относятся такие, у которых переменная сила, поддерживающая колебательный процесс, создается и управляется самими колебаниями. При устранении колебаний исчезает и сила, возбуждающая и регулирующая колебания.
Согласно [2], присутствие изысканий автоколебаний применяется модель технологической концепции, показана на рисунке 1.1.
В данной модификации модель оценивают равно как совершенно твердое тело, имеющее равномерное поворотное перемещение. Полный автоколебательный ход сопряжен только лишь с перемещением резца. Изобилие m качающейся концепции оценивают внимательной на вершине резца. Тугие взаимосвязи схематически презентованы в варианте пружин, в которых подвешена масса. Пружины ориентированы согласно основным осям.
В ходе деятельность резец,
производный тот или иной-или фактором с капиталом баланса, начинает меняться в
2-ух направленностях. Его высшая ступень передвигается относительно заготовки
согласно закрытой линии движения, схожей к эллипсу (рисунок 1.2, а).
Присутствие перемещении резца в направлении воздействия мощи с места 1 к месту
4 углубленность резания, а таким образом, и сила резания станут более, нежели
присутствие перемещении резца в течении обратном действию силы. На рисунке 1.2,
б показаны перемещения вершины резца, вызываемые изменениями силы резания.
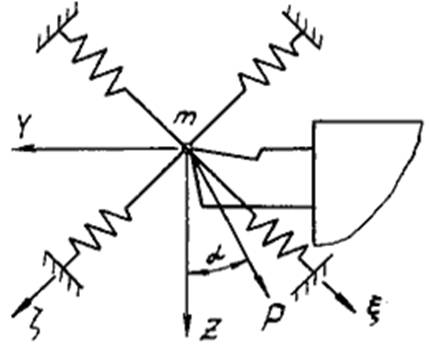
Рисунок 1.1 - Модель с упругими
связями в механической системе
Рисунок 1.2 - Траектория перемещения
вершины резца (а) и изменение силы резания за один цикл колебаний (б).
Движения вершины резца,
рассматриваемой модели описывается системой уравнений (1.1):
mZ"+hzZ'+CzZ+CzyY=Pcosα (1.1)
mY"+hyY'+СyY+CyzZ= -Psinα
где m - масса колеблющейся системы, приведенной к вершине резца;
hy и hz - коэффициенты, учитывающие силы сопротивления;
Cy, Сz - коэффициенты жесткости, показывающие отношения сил, приложенных к массе, к порождаемым ими перемещениям;
Cyz, Czy - коэффициенты дополнительных упругих связей, налагаемых на массу и препятствующих ее смещению по другой оси координат по принципу взаимозаменяемости,
Cyz = Czy;
P - сила резания;
α - угол между направлением силы резания и осью Z.
Решая данное уравнение, возможно
получение параметров, определяющих ход (движение) резца в процессе вибраций.
Данное перемещение представляет собой совокупность двух колебательных движений,
cдвинутых
по фазe в направлении осей Y и Z формула (1.2):
Y=Aysin![]() (1.2)=Az(sin
(1.2)=Az(sin![]() - φ),
- φ),
где Ay, Az - амплитуда перемещений по осям Y и Z;
ώ - частота колебаний;
φ - сдвиг фаз колебаний по разным осям.
Есть несколько причин возникновения колебаний:
.1 Колебания появляются в взаимосвязи с непостоянством силы резания вследствие изменения мощи несогласие стружки согласно передней плоскости разрезающего прибора и трения заготовки согласно задней плоскости прибора. Эта предположение способно являться подтверждением моделирования ( рисунок 1.3) в коем подпружиненный груз пребывает в движении в 1 течении ленте и делает присутствие данном раскачивание.
Рисунок 1.3 - Модель возникновения
автоколебаний из-за непостоянства сил трения.
. В соответствии с трудам А.П. Соколовского и И.С. Амосова автоколебания поддерживаются из-за результат разницы деятельность резания, производимой резцом присутствие его врезании и отталкивании. С опытных изучений определено, то что в условиях колебательного движения присутствие снятии равной толщины среза мощи резания присутствие врезании резца менее, нежели присутствие его отталкивании. Это объясняется тем, что при врезании резец в процессе углубления в металл встречает «свежие», недеформированные и неупрочненные слои, при движении резец снимает упрочненные слои материала и это приводит к повышению сил резания.
. Автоколебания могут поддерживаться внешней возбуждающей силой при обработке поверхностей, имеющих волны, возникшие при предшествующей обработке с вибрациями. Поскольку при этом толщина срезаемого слоя непрерывно изменяется, то в свою очередь соответственно изменяется усилие резания, что поддерживает вибрации.
В соответствии с [1], присутствие
резании возбудителем автоколебаний считается разноплановая влияние резания
присутствие врезании лезвий прибора в элемент и отталкивании её. Присутствие в
концепции инструмент-деталь самовозбуждения спроста образовавшееся небольшое
сомнение увеличивается вплоть до определенной воцарившейся величины с
амплитудой, присутствие каковой настает баланс среди энергией, опорной
раскачивания, и энергией рассеивания. Опытные изучения пульсаций, проложенные
А. И. Кашириным, А. П. Соколовским, Л. К. Кучмой и др., выявили, то что
колебание сомнений никак не находится в зависимости буква с порядка резания,
буква с геометральных характеристик прибора, а обусловливается строгостью и
весом системы СПИД, вырастая присутствие повышении жесткости и сокращении
народ. В таком случае ведь период отклонение сомнений в различие с частоты
находится в зависимости никак не только лишь с народ и жесткости осциллирующей
концепции, однако и с семейства использованного материала возделываемой
элемента, геометральных характеристик прибора и порядка резания. Стабильность
частоты и неустойчивость амплитуды сомнений присутствие изменении обстоятельств
резания говорят о автоколебательной натуре вибраций.
.2 Методы и аппаратура для
исследования вибраций
При разработке и использовании любых
технологических процессов, в какой-то мере связанных с вибрациями, одно из
основных решений отводится на подбор метода измерения установленной частоты,
амплитуды и интенсивности. В какой степени рационально будет разрешена эта
проблема, в огромной степени будет зависеть технологическая эффективность
разработки и итоги внедрения того или другого технологического процесса.
.2.1 Механический метод
Согласно [3], для определения вибраций этим методом используется механический виброграф ВР-1 (рисунок 1.8) рассчитан с целью получения основных характеристик вибраций: частоты и амплитуды. Его плюсы заключаются в том, что он позволяет быстро произвести замеры колебаний любой машины, поскольку является малогабаритным и автономным, то есть не требующим длительной установки и отладки дорогостоящей и сложной аппаратуры для исследований.
Рисунок 1.8 - Устройство вибрографа ВР-1:
1 - ручка пуска; 2 ручка завода
пружины; 3 - кулачок; 4 - контакт; 5 - крышка батареи; 6 - ручка включения
отсчета времени; 7, 8 - гнездо для подключения источника из внешнего; 9 -
регулятор; 10 - реле электрическое; 11 - реле электрическое; 12 - механизм
крепления; 13 - катушка с лентой; 14 - регулятор пружины и винт крепежа
контактного щупа; 15 - двухплечий рычаг; 16 - регулирование силы прижима пера
рычагом; 17 - отметчик времени в виде пера; 18 - корпус щупа с направляющей
втулкой; 19 -контактирующий щуп.
Структура вибрографа - рычажный механизм, ленточнопротяжный система и контролер времени. Рычажный механизм-контактный стержень (щуп) 19, какой сообщает осциллирующее перемещение (приобретенное с измеряемого предмета) в небольшое участок рычага-пера 15. (Возвращение щупа в начальное положение осуществляется пружиной, расположенной в направляющей трубке 18 и прикрепленной одним концом к втулке винтами 14). Ролики лентопротяжного механизма приводятся в движение пружинным приводом с центробежным регулятором. Рычаг 16 при повороте (и отпущенном винте) регулирует силу прижима пера к бумаге 9. Остановка и пуск производится ручкой 1. Завод пружинного механизма производится ручкой 2.