Материал: Исследование изнашивания легированных сталей
Как видно из рисунка 3, указанные этапы в полной мере находят свое отражение в поведении высокоуглеродистой стали 9ХС, испытанной при контактном напряжении 1100 МПа. Согласно зависимости (1), предел её контактной выносливости должен составлять 1300…1400 МПа. Воспользовавшись таблицами для перевода чисел твердости получим, что твердость по Виккерсу стали 9ХС составляет 655…715 HV, откуда согласно зависимости 2 предел контактной выносливости стали 9ХС должен составлять 818…893 МПа. Полученные значения существенно ниже тех, которые получены исходя из чисел твердости, выраженных в единицах Роквелла. Анализ кривых изнашивания показывает, что потеря несущей способности поверхностным слоем стали 9ХС происходит гораздо раньше, чем того требует методика определения предела контактной выносливости [7]. Это позволяет сделать вывод, что в условиях нагружения по полоске с приложением контактной нагрузки через дисковое контртело на плоскую поверхность экспериментального образца усиливается влияние напряженно-деформированного состояния в окрестности полоски контакта. Как видно из рисунка 2, максимальные касательные напряжения и сдвиговые деформации, возникают в обширных зонах под поверхностью контакта, вызывая накопление внутренних повреждений в металле. Величина предела выносливости рассчитанная по зависимости (2) в этом случае имеет большую достоверность, по отношению к применяемой схеме испытания экспериментальных образцов.
В соответствии с зависимостью (1) предел контактной выносливости для образцов из стали 40Х составляет 1000 МПа. Твердость поверхностного слоя, измеренная на приборе Роквелла, составила 63…66 HRC. Величина предела выносливости определенная по зависимости (2) составляет 1450-1500 МПа. Исходя из полученного значения, разрушение науглероженного слоя, при контактном изнашивании под действием пульсирующего напряжения 1300 МПа (рисунок 7) должно иметь три характерных этапа отмеченных для стали 9ХС [17]. При этом высокая твердость науглероженного слоя в силу его низкой податливости должна обеспечить хорошее сопротивление зарождению начальных трещин и сравнительно низкое сопротивление их распространению [18]. Т.е. после этапа начальной приработки вполне закономерно ожидать длительный период нагружения поверхностного слоя без существенного прироста лунки износа. Как видно из рисунка 7, указанное предположение не находит практического отражения в результатах эксперимента. Изнашивание всех образцов из стали 40Х с диффузионно-упрочненным слоем отражается монотонной зависимостью. В процессе формирования лунки износа профиль её дна приобретает криволинейную форму, которая отражает приработку контактной поверхности контртела. Как видно из рисунка 8 а, в окрестности внешних окраин лунки, в зонах концентрации касательных напряжений в соответствии с рисунком 2, возникают дефекты в виде пор, на месте выкрошившихся частиц металла. Изнашивание металла по дну лунки происходит за счет его наклепа и последующего отслаивания, рисунок 8 б.
По мере увеличения количества циклов
нагружения изнашивание поверхностно-упрочненного слоя происходит за счет
объединения мелких трещин и отслаивания наклепанных частиц металла. Предельное
количество циклов нагружения для всех исследованных образцов составило 25-30
тысяч циклов. Глубина лунки износа в этот момент составила около 0,6 мм, после
чего механизм разрушения контактного слоя изменился с учетом снижения жесткости
слоя металла расположенного в окрестности дна лунки. Различие в твердости
наружного слоя имеющего заэвтектоидное строение и внутреннего подслоя привело к
зарождению и быстрому распространению горизонтальных трещин, отделяющих
наружный подслой (рисунок 9).
а  б
б 
Рисунок 8 - Внешний вид лунки износа
упрочненного слоя стали 40Х - а (×60) и структура
наклепанного слоя вдоль образующей дна лунки износа - б (×600) после
8640 циклов испытания
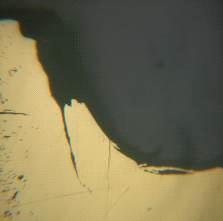
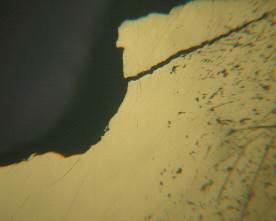
Рисунок 9 - Внешний вид лунки износа упрочненного слоя стали 40Х -30240 циклов испытания (×80)
Сравнение карбидных и карбонитридных
слоев стали 40Х, полученных высокотемпературным процессом показало, что их
способность сопротивляться контактному изнашиванию практически одинакова.
Применение криогенной обработки, для устранения влияния остаточного аустенита
не отразилось на контактной выносливости поверхностных слоев. Основным
различием между карбидным и карбонитридным упрочнением является повышение
коррозионной стойкости поверхностных слоев синтезированных цианированием, что
отмечено их пониженной травимостью в стандартном травителе - 5-ти процентном
растворе НNO3 в C2H5(OH).
Заключение
Полученный результат показывает, что предельный износ упрочненного слоя стали 40Х составляет порядка половины толщины модифицированного слоя. Изнашивание карбидных и карбонитридных слоев протекает равномерно до момента зарождения горизонтальных трещин внутри упрочненного слоя. Их распространение происходит за пределы очага износа, отделяя более твердую часть упрочненного слоя, характеризующуюся заэвтектоидным строением. Сравнение кривых изнашивания сталей 40Х с упрочненным слоем и 9ХС показывает, что в условиях локального нагружения поверхностного слоя характер изнашивания стали 9ХС отличается нелинейной зависимостью. При достижении 25 тысяч циклов начинается интенсивное изнашивание за счет отделения с поверхности испытуемого образца крупных частиц металла.
Расчетные значения предела контактной выносливости, определенного для сталей 40Х с упрочненным слоем и 9ХС без упрочнения в соответствии с ГОСТ 21354-87, оказались завышенными для испытания данных сталей в условиях локального контактного нагружения их поверхности по полоске.
Зависимость изнашивания карбидных и
карбонитридных слоев стали 40Х отражающая, монотонный прирост износа до уровня
соизмеримого с половиной толщины упрочненного слоя позволяет использовать
указный материал для упрочнения деталей машин и технологической оснастки,
работающих в условиях контактного нагружения при пульсирующих напряжениях свыше
предела контактной выносливости.
Литература
1.Богданович, П.Н. Трение и износ в машинах / П.Н.Богданович, В.Я.Прушак - Мн.: Высш. шк. 1999.- 374 с.
.Пинегин, С.В. Контактная прочность в машинах / С.В.Пинегин - М.: Машиностроение.- 1969.- 243 с.
.Степанкин, И.Н. Упрочнение деталей топливной аппаратуры дизельных двигателей при их восстановлении / И.Н.Степанкин, Д.Л.Стасенко, Л.В.Степанкина / / Ремонт. Восстановление. Модернизация. - 2010. - №11. С.28-32.
.Кенько, В.М. Влияние напряжённого состояния и градиента свойств на характер разрушения и стойкость холодновысадочных матриц / В.М.Кенько, И.Н.Степанкин / / Вестник Гомельского государственного технического университета им. П.О.Сухого. - 2000.- №1.- С.26-32.
. Пат. Республ. Беларусь на полезную модель №8260 МПК (2009) G 01 N 3/00 Устройство испытания материалов на контактную усталость и износ / И.Н.Степанкин, Е.П.Поздняков, В.М.Кенько, И.А.Панкратов, Л.В.Степанкина; заявитель Гомельск. гос. техн. ун-т им.П.О.Сухого. - № u20110940, заявл. 23.11.2011. опубл. // Афiцыйны бюлетэнь / Нац. цэнтр iнтэлектуал. уласнасцi. - 2012. - № 3. - С. 260.
. Р 50-54-30-87 Расчеты и испытания на прочность. Методы испытаний на контактную усталость
. Степанкин, И.Н. К вопросу исследования контактной выносливости быстрорежущей стали Р6М5 / И.Н.Степанкин, В.М.Кенько, Е.П.Поздняков, А.И.Камко // Вестник ПГУ.- 2012. - №3. - С.39-45.
. Кремнев, Л.С. Особенности разрушения инструментальных материалов / Л.С.Кремнев / / Металловедение и термообработка металлов.- 1994.- № 4.- С. 17-22.
.Трахтенберг, Б.Ф. Стойкость штампов и пути её повышения / Б.Ф.Трахтенберг.- Куйбышевское книжное издательство, 1964.- 280с.
.Позняк, Л.А. Штамповые стали / Л.А.Поздняк, Ю.М.Скрынченко, С.И.Тишаев.- М.: Металлургия, 1980.- 244 с.
.Бунатян Г.В., Скуднов В.А. Прогрессивная технология производства инструмента / / Кузнечно-штамповочное производство.- 1985.- № 9.- С. 21-24.
.Выдавливание рельефных полостей в формообразующих деталях технологической оснастки: Руководящий технический материал 37.002.0195-81.- Горький, 1983.- 170 с.
.Геллер Ю.А. Инструментальные стали: Справочник.- М.: Металлургия, 1984.- 584 с.
. Гальпер P.P. Контактная прочность зубчатых передач с поверхностным упрочнением. // Серия Механическая обработка металлов. -Л.:ЛДНТП,1964.-Вып. 4. -28 с.
. Семенов, М.Ю. Анализ способов упрочнения зубчатых колес из теплостойких сталей на основе расчетного метода / М.Ю.Семенов, И.Н.Гаврилин, М.Ю.Рыжова // Металловедение и термическая обработка металлов. 2014. №1. С.42-46.
. Карелин, Е.Н. Закономерности изнашивания зубчатых передач / Е.Н.Карелин, М.Э.Никифоров, А.В.Тигин // Успехи современного естествознания. 2012. №6. С.75-76
. Рыжов, Н.М. Технологическое обеспечение сопротивления контактной усталости цементуемых зубчатых колес из теплостойких сталей / Н.М.Рыжов // Металловедение и термическая обработка металлов. 2010. №6. С.39-45.