Материал: Исследование изнашивания легированных сталей
Исследование изнашивания легированных сталей
Реферат
Исследование
изнашивания легированных сталей
Работоспособность большого количества деталей машин определяется способностью материала противостоять контактному изнашиванию. Оно имеет усталостную природу и проявляется в виде образования питтингов [1, 2]. Усталостное изнашивание наблюдается на рабочих поверхностях подшипников качения, зубьях шестерен и других деталях. Многократное пульсирующее нагружение поверхности детали приводит к повторяющейся деформации, вызывающей появление микротрещин. Их рост сопровождается выкрашиванием частиц металла и постепенному отслоению поверхностного слоя. Питтинги изменяют геометрию детали и естественно, перераспределяют напряжения, приложенные к взаимодействующим деталям. При неизменных внешних давлениях на контактирующие тела, в окрестности питтингов создаются условия для концентрации напряжений по мере эволюции контактной поверхности детали.
Подобные дефекты для многих деталей машин, являются достаточно значимыми, существенно изменяющими эксплуатационные характеристики всего узла. Это в первую очередь относится к прецизионным деталям топливной аппаратуры современных дизельных двигателей. Незначительный износ контактной поверхности деталей, управляющих распределенным впрыском топлива, приводит к нарушению закономерности подачи топлива и, как правило, устраняется путем замены или ремонта изношенных деталей [3]. Подшипники качения, а также поверхности зубьев шестерен, допускают незначительные искажения профиля контактных поверхностей сопряженных деталей, продолжая выполнять свою функцию до появления износа, существенно превышающего повреждения деталей топливной аппаратуры. Величина предельного износа поверхностей зубчатых передач достигает 20-30% модуля зубчатого зацепления. Эксплуатация зубчатых колес происходит в области многоцикловой усталости, когда повреждение поверхности наступает после длительного периода работы, а проявления износа на момент отказа детали не охватывает более 30% контактной поверхности [4]. Гораздо более значительный износ допускается на рабочих поверхностях штампового инструмента. Размеры поковки, как правило, имеют допуски на изготовление, измеряемые несколькими десятыми миллиметра. Зачастую направленное изнашивание гравюры штампа, не сопровождающееся искажением формы рабочей поверхности, что позволяет сохранять геометрию поковки и позволяет эксплуатировать инструмент длительный период. Износ гравюры в подобных случаях, исчисляемый по нормали к формообразующей поверхности, может достигать 0,3 мм и более [5].
В работе рассмотрены результаты численного моделирования напряженно-деформированного состояния поверхности материала в условиях зарождения и роста питтинга, а также проведен сопоставительный анализ контактной выносливости экономно-легированных сталей с поверхностно-упрочненным слоем и инструментальных сталей, применяемых для изготовления мелкоразмерного штампового инструмента.
Объекты и методики исследований. Объектами исследований являются поверхностные слои инструментальной (9ХС) и легированной (40Х) сталей подвергаемые испытанию контактной нагрузкой. Исследование контактного изнашивания поверхностных слоев материалов проводили с помощью установки для испытаний на контактную усталость и износ [6]. В соответствии с рекомендациями, изложенными в работе [7], данная установка обеспечивает пульсирующее нагружение испытуемой поверхности без проскальзывания или с его реализацией, при контакте по полоске. Размеры полоски на испытуемой поверхности экспериментального образца заданы толщиной его рабочей части и шириной рабочего пояска дискового контртела. Рабочая часть экспериментального образца выполнена в виде лопатки с плоской торцовой поверхностью, на которую оказывается воздействие путем приложения пульсирующего контактного напряжения величиной до 5000 МПа. Боковые поверхности рабочей части образца подвергнуты полировке, что позволяет проводить мониторинг структурных изменений в области лунки износа по мере её роста и строить кривые роста глубины лунки по мере увеличения количества циклов нагружения.
Анализ напряженно-деформированного состояния материалов проведен с помощью метода конечных элементов. Компьютерная модель, представленная в виде геометрической реконструкции рабочей части образца, нагружалась давлением 1300 МПа, равномерно распределенным по поверхности контакта площадью 2 мм2. Это значение соответствует величине площадки контакта на экспериментальном образце. Указанная величина контактного давления соизмерима со значением напряжения при котором наблюдается высокая износоустойчивость высоколегированной стали Р6М5 [8]. Деформацию материала образца считали абсолютно упругой. Это обусловлено высокой твердостью материалов, и обосновано в работе [9]. Модуль упругости материала образца принимали равным 2,11×1011Па, коэффициент Пуассона 0,3. Исследования микроструктуры проводили на оптическом микроскопе Метам РВ-22М.
Результаты исследований и их обсуждение. Наиболее высокие по величине контактные напряжения возникают на поверхностях инструмента для холодной объемной штамповки. При изготовлении мелких поковок пульсирующие нагрузки составляют порядка 1000 МПа и не требуют использования высоколегированных сталей, для изготовления инструмента [10, 11]. Для мелкоразмерного штампового инструмента принято использовать углеродистые и легированные инструментальные стали с содержанием углерода близким к 1% и суммарным содержанием легирующих элементов 3-5%. Наибольшее распространение получили недорогие углеродистые стали У8А - У10А, а также ХВГ, 9ХС и др. При изготовлении деталей штамповой оснастки, осуществляющей отделочные операции холодной высадки и чеканки, большое значение имеет пластичность инструментальной стали в холодном состоянии. Это связано с необходимостью получения гравюры штампового инструмента холодным выдавливанием [12, 13]. В этом случае проблема получения заданного уровня пластичности инструментальной стали на предварительном этапе изготовления заготовки штампа является ответственной производственной задачей. Уровень пластичности, традиционно используемых инструментальных сталей, регламентируется твердостью, которая может быть понижена отжигом до величины 187 НВ [13]. Дополнительным требованием является получение структуры зернистого перлита [14]. Это существенно осложняет технологию производства инструмента из-за необходимости контроля упрочнения инструментальной стали на стадии выдавливания гравюры. Структурные дефекты возникшие в процессе деформации упрочнившегося сплава, могут привести к образованию термических трещин после окончательной термообработки инструмента. Проведение промежуточных отжигов еще больше усложняет технологический процесс изготовления сложнопрофильных деталей, например, отделочных пуансонов для холодной высадки крестовых и прямолинейных шлицев на головках винтов-саморезов.
По показателю технологической пластичности в холодном состоянии среднеуглеродистые экономно-легированные стали существенно превосходят стали с содержанием углерода близким к 1%.
Учитывая, что наиболее высокая твердость должна быть создана в поверхностном слое инструмента глубиной порядка 1 мм, возможно использование указанных сталей для изготовления мелкоразмерного инструмента при условии науглероживания поверхностного слоя путем цементации или цианирования.
Очевидно, что критерием для возможности замены инструментальных сталей экономно-легированными с диффузионно-упрочненным слоем будет служить износоустойчивость этих материалов при воздействии на них контактной пульсирующей нагрузки, в том числе с учетом концентрации напряжений в окрестности лунки износа.
Результаты исследования влияния пульсирующего
контактного давления на рабочую часть экспериментального образца представлены
на рисунке 1. Видно, что окрестность грани, образованной пересечением торцовой
поверхности образца с его боковыми плоскостями находится в зоне действия
максимальных по величине эквивалентных напряжений и деформаций, рассчитываемых
по теории Мизеса (рисунки 1 а и б).
а 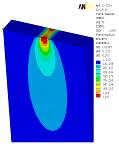 б
б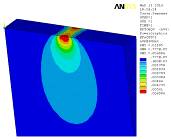 в
в 
Рисунок 1 - Распределение эквивалентных
напряжений (а) и деформаций (б) по рабочей поверхности образца для проведения
исследований на контактное изнашивание в начальный момент испытаний и характер
распространения приповерхностных трещин в образце из стали 9ХС (в).
Величина эквивалентных напряжений на кромках образца достигает 1270 МПа, а в центре площадки снижается до 1000 МПа. Обнаруженный градиент распределения идентичен для эквивалентных деформаций (рисунок 1.б). Их максимальная величина - 0,60% возникает в окрестности острой грани образца. В центре площадки контакта величина деформаций снижена до 0,46%. Зона, охваченная максимальными эквивалентными напряжениями и деформациями, располагается не только на торцовой поверхности образца, но и на боковой плоскости к которой контактная нагрузка не прикладывается. Размеры и конфигурация данной зоны имеют полукруглые очертания, границы которого совпадают с направлением роста приповерхностных трещин в процессе контактного изнашивания образца - рисунок 1 в.
Граница между областью рабочей поверхности с
приложенной контактной нагрузкой и без неё находится под действием высоких
касательных напряжений. Как видно из рисунка 2 а, их значения достигают порядка
500 МПа. Очаги концентрации касательных напряжений, возникающих на боковой
поверхности рабочей части образца, располагаются в глубине металла под крайними
точками приложения нагрузки к поверхности образца. Именно в этих зонах
происходит зарождение и рост трещин контактной усталости, о чем свидетельствует
распределение сдвиговых деформаций, рисунок 2 б. Сделанный вывод,
подтверждается механизмом разрушения поверхности образцов рисунок 1 в.
а  б
б
Рисунок 2 - Распределение касательных напряжений (а) и сдвиговых деформаций (б) в боковой плоскости рабочей части образца в начальный момент испытаний
деформированный выносливость легированный сталь
Испытания инструментальной стали 9ХС показали, что контактное напряжение величиной 1100 МПа, не вызывает существенных разрушений поверхностного слоя металла в течении 25 тысяч циклов нагружения (рисунок 3). После периода приработки образованная лунка глубиной не более 0,1 мм не изменяет своей формы и размеров. Структурные повреждения в окрестности контура лунки по мере увеличения наработки образцов не обнаружены. Влияние режимов закалки практически не изменило характера изнашивания образцов, несмотря на то, что охлаждение в воде обеспечило незначительное повышение твердости металла.
Рисунок 3 - Кривые контактного
изнашивания образцов из стали 9ХС закаленных в масле (●○) и воде (▲Δ). Однотонные
маркеры отражают износоустойчивость образцов подвергавшихся дополнительной
обработке холодом.
Применение криогенной обработки
после закалки в масле также повысило твердость по сравнению с образцами,
которые не подвергались обработке холодом (таблица 1). После 25 тысяч циклов
нагружения в окрестности дна лунки отмечено зарождение и рост глубоких трещин
(рисунок 4). С их появлением изнашивание материала образцов резко
интенсифицировалось.
Таблица 1 - Режимы термической обработки образцов из стали 9ХС.
|
Номер партии образцов |
Термическая обработка |
Твердость, HRC |
|||
|
|
Температура закалки, °С |
Охлаждающая среда |
Криогенная обработка |
Температура отпуска, °С |
|
|
1 |
860 |
вода |
- |
200 |
60-61 |
|
2 |
|
|
-196 |
|
60-61 |
|
3 |
- |
|
58-59 |
||
|
4 |
|
|
-196 |
|
59-60 |
На основании полученных результатов выявлено,
что нагружение пульсирующим давлением величиной 1100МПа позволяет получить
период работы с минимальным износом поверхности на протяжении 25 тысяч циклов.
Это соответствует четырем часам непрерывной работы современного
холодновысадочного оборудования с частотой 100 ударов в минуту.

Рисунок 4 - Трещины в окрестности дна лунки
износа в образцах из стали 9ХС (200).
Для оценки контактной выносливости экономнолегированных сталей использовали экспериментальные образцы из стали 40Х. Их упрочнение проводили путем науглероживания и цианирования. В первом случае в качестве насыщающей среды использовали древесный уголь, модифицированный углекислым барием, во втором, древесный уголь модифицировали мочевиной. Длительность насыщения в обоих случаях составляла 12 часов при температуре 920°С. После химико-термической обработки проводили закалку в масле с температуры 860°С и низкотемпературный отпуск. Часть образцов для устранения остаточного аустенита после закалки в масле подвергали дополнительной обработке холодом.
Структура поверхностного слоя образцов стали 40Х
характеризуется мартенситным строением с ледебуритной сеткой по границам зерен
(рисунок 5). Толщина слоя, имеющего заэвтектоидную структуру, составляет
порядка 0,4 мм. Различия в строении слоев полученных в результате
науглероживания и цианирования отсутствуют, что объясняется высокой степенью
абсорбции углерода, в результате высокой температуры химико-термической
обработки. Распределение микротвердости по сечению упрочненного слоя
показывает, что общая глубина модифицированного слоя, составляет не менее 1,5
мм (рисунок 6). Микротвердость поверхности составляет около 8000 МПа. Изменение
твердости по сечению слоя отражается плавной зависимостью вплоть до
микротвердости сердцевины - 5500 МПа.
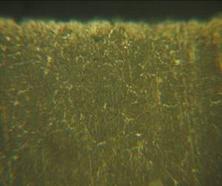
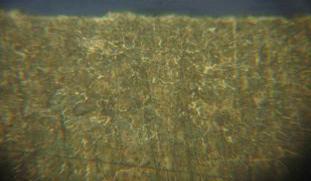
Цементация Цианирование
Рисунок 5 - Микроструктура поверхностного слоя
стали 40Х после химико-термической и термической обработок (×200).
Цианирование Цементация
Рисунок 6 - Распределение микротвердости по сечению упрочненных образцов из стали 40Х
Анализ кривых контактного изнашивания карбидных и карбонитридных слоев стали 40Х показывает, что при напряжениях порядка 1300 МПа, изнашивание всех без исключения образцов отражается монотонно возрастающей зависимостью, рисунок 7.
Согласно ГОСТ 21354-87 твердость
стали находится в прямой зависимости с пределом её контактной выносливости:
σНlim=23 HRC. (1)
σНlim=1,25 HV (2)
Принято считать, что процесс
контактного изнашивания протекает в три этапа. На первом этапе происходит
приработка контактной поверхности, на втором накопление внутренних повреждений
без видимого прироста износа и на третьем, интенсивный рост и объединение
приповерхностных трещин с интенсификацией изнашивания поверхностного слоя [17].
Рисунок 7 - Кривые контактного
изнашивания образцов из стали 40Х упрочненных цианированием (●○) и
цементацией (▲Δ).
Однотонные
маркеры отражают износоустойчивость образцов подвергавшихся дополнительной
обработке холодом