Материал: Инструмент для кольцевой обработки
HB- твердость по Бриннелю, кгс/мм 2,
Kр-
поправочные коэффициенты, находятся по формуле:
Kр =K1∙K2∙K3
(6.7)
где K1 - коэф., учитывающий свойства обрабатываемого материала;
K2 - коэф., учитывающий влияние переднего угла;
K3- коэф., учитывающий влияние допустимого износа.
Расчет главной силы резания Pzна один зуб произведем по формуле (6.6).
Pz=34,42∙41∙2800,35∙0,4∙0,925∙0,96=351,44 Н
Коэффициенты для расчета берем из справочных данных.
Крутящий момент находится как сумма моментов на каждой режущее сверло от
действия тангенциальной составляющей силы резания на плече. Плечо равно
радиусу, определяется по формуле (6.8).
Мкр=Рz∙D/2, Н∙м (6.8)
Мкр=351,44∙2∙80/2=28115,2 Н∙м
Определим расчет суммарной радиальной силы резания PyΣ по формуле (6.9).
PyΣ=4∙Cpz∙tx∙Sy∙HBn∙Kp, H (6.9)
PyΣ=4∙0,0031∙41,2∙0,10,75∙2802∙0,4∙0,925∙0,96=2324,10H
Определяем суммарную осевую силуPхΣ рассчитаем по формуле (6.10).
PхΣ=4∙Cpz∙tx3∙Sy3∙HBn3∙Kp, H (6.10)
PхΣ=4∙0,0021∙41,2∙0,10,65∙2801,5∙0,4∙0,925∙0,96=875,29 H
Определяем силу резания R,
найдем по формуле (6.11).
Рассчитав силы резания, выполним расчёт исследование напряженно-деформированного состояния на модели инструмента инструментальной многофункциональной системы. Первоначально мы разработали модель в Компасе 3D,поэтому воспользуемся дополнительной опцией: система прочностного анализа APMFEM.
Исследование напряженно-деформированного состояния выполняется на моделях деталей и проводится для получения информации о напряжениях и деформациях, возникающих в деталях в процессе работы сверла, позволяющей установить работоспособность сверла.
Методика автоматизированного исследования заключается:
. Построение модели непосредственно в графическом редакторе "Компас 3D" или импортирование в него модели из другого графического редактора (рисунок 6.1); производим выбор и запуск исследования.
. Приложения усилий и нанесение сетки.
Для нанесения сетки используем силы резания рассчитанные выше. Так же при проектирование модели была определена масса m=1.66 кг, объём v=2,23e-005 m3, плотность р=7150kg/m3. Расчет анализа зададим, статический и динамический, закрепляем за хвостовик, задаем силы резания, тип сетки выбираем автоматически. На рисунке 6.2 показана сетка и на рисунке 6.3 - параметры и результаты разбиения сетки.
Запускаем расчеты, мы получаем готовые расчеты, которые сохраняем в
формате XPS.
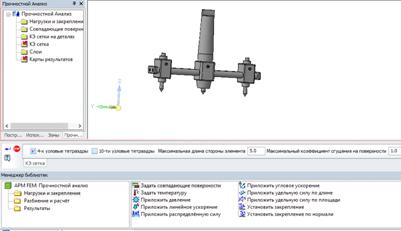
Рисунок 6.1 - Импортирование модели из компаса
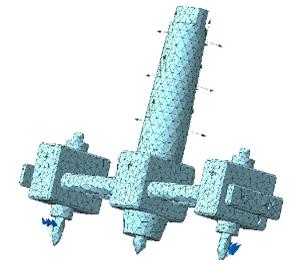
Рисунок 6.2 - Конечно-элементная сетка
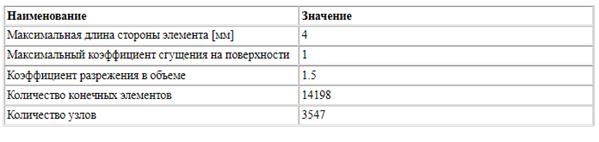
Рисунок 6.3 - Параметры и результаты разбиения
На рисунке 6.4, 6.5, 6.6 представлены расчеты на деформации, напряжения и
перемещения.
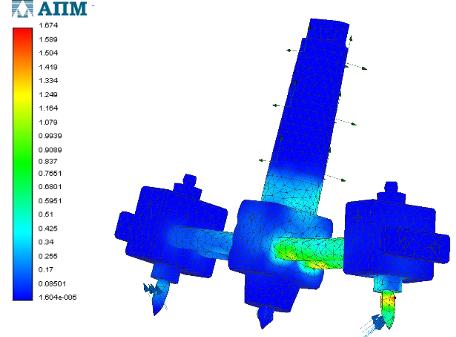
Рисунок 6.4 - Результаты
расчета напряжений
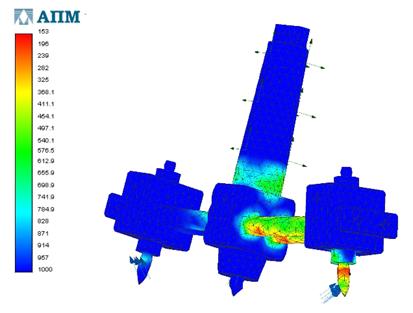
Рисунок 6.5 - Результаты расчета на текучесть
Рисунок 6.6 - Результаты
расчета на прочность
Из представленных итогов расчета, предельные напряжения, предел текучести допустимы для выбранного материала. Отсюда следует, что они не превышают предела для данного материала и указывают на малую вероятность выхода из строя инструмента. Также видно, что наибольшие напряжения возникают в центральной части корпуса. Это означает, что в данных местах будет происходить наибольший износ материала.
7. Технология изготовления инструмента
инструментальной многофункциональной системы
Технологический процесс изготовления изделия обеспечивает все действия по изменению формы, размеров, внешнего вида и других характеристик заготовки.
Проектирование технологических процессов является одним из основных этапов производства изделий.
Разработаем технологический процесс по изготовлению корпуса.
Заготовку возьмем пруток диаметром 50мм длиной 300мм Сталь 40.
Исходные данные необходимые для выбора вида заготовки и способа ее получения:
· материал заготовки - Сталь 40Х ГОСТ 4543-71;
· плотность материала - 7820 кг/м 3.
Процесс изготовления основного корпуса состоит из следующих операций:
. Заготовительная - отрезать заготовку Ф 45, материал Сталь 40х; Выполняется на станке модели 8Б 72.
. Токарная - точить наружный Ф 45; сверлить внутреннее отверстие Ф 11,5; точим фаску 6х 10° ; развернуть отверстие на 12; точим канавку на глубине 5мм, Ф 20мм; бесцентровая шлифовка Ф 44.
. Фрезерная - фрезеровать две лыски, фрезеровать углубление R10 на l=50мм; переустановить деталь фрезеровать углубление R10 на l=50мм, фрезеровать лапку. Выполняются на токарно-фрезерном обрабатывающем центре 1728С.
. Шлифование:
.1 Бесцентровая шлифовка конуса Морзе №3.
Выполняется на бесцентровые круглошлифовальные станки ЗМ 184
.2 Шлифование - внутришлифовальная, Ф 20.
. Выполняется на внутришлифовальные станки с горизонтальным шпинделем 3К 227В.
Проверить размеры корпуса согласно чертежу (приложение№1).
7.1 Разработка маршрута обработки изготовления детали
Выполним нормирование операций, пользуясь приближенными формулами
(таблица 7.1).
Таблица 7.1 - Маршрут обработки
|
№ |
Наименование операции и переходов |
Оборудование |
Тшт. |
|
1 1.1 1.2 1.3 1.4 1.5 1.6 |
Корпус: Токарная точить наружный диаметр 45 сверлить отверстие диаметром 11,5мм точить фаску наружную 6х 10° развернуть отверстие диаметром 12 мм точить канавку на глубину 5мм диаметром 20мм шлифовать диаметр 44мм |
Токарно-фрезерный обрабатывающий центр 1728C |
Тшт=3,99 1.1 То=0,17∙45∙220∙10-3=1,69мин 1.2 То=0,52∙11,5∙110∙10-3=0,66мин 1.3 То=0,17∙15∙30∙10-3=0,08мин 1.4 То=0,43∙12∙110∙10-3=0,57 мин 1.5 То=0,17∙20∙5∙10-3=0,2 мин 1.6 То=0,1∙44∙220∙10-3=0,97 мин |
|
2 2.1 2.2 |
Фрезерная фрезеровать 2 лыски фрезеровать углубление R10 на l=50мм с двух сторон |
Токарно-фрезерный обрабатывающий центр 1728C |
Тшт=0,6 2.1 То=0,4∙85∙10-3=0,04 мин 2.2 То=0,4∙50∙10-3=0,02 мин |
|
3 3.1 |
Шлифование шлифовка конуса Морзе №3 |
Бесцентровые круглошлифовальные станки ЗМ 184 |
Тшт=0,73 3.1 То=0,15∙44∙110∙10-3=0,73 мин |
|
4 4.1 |
Шлифование внутришлифовальная, диаметром 20мм |
Внутришлифовальные станки с горизонтальным шпинделем 3К 227В |
Тшт=1,59 4.1 То=1,8∙20∙44∙10-3=1,59 мин |
7.2 Определение штучно-калькуляционного времени
Определяем штучно-калькуляционное время по формуле:
Тш-к. = φк×То (7.1)
где φк - коэффициент;
φк = 1,36 - токарная;
φк = 1,51 - фрезерная;
φк = 1,55 -шлифовальная.
Получаем следующие величины
Ттокшт.к.= 3,99×1,36 = 6,384мин;
Тфрезшт.к.= 0,08×1,51 = 0,1208мин;
Тшлифшт.к.= 0,73×1,55= 1,1315 мин;
Тшлифшт.к.= 1,59×1,55= 2,4645мин.
Расчетные данные заносим в таблицу 7.2.
Порядок расчета на примере токарной операции:
mpI= ![]() (7.2)
(7.2)
mpI= ![]()
принимаем
рI= 1 станок, ηз.ф.= 3,53:
О
= 
Таблица 7.2 - Выбор оборудования
|
Название операции |
То, мин. |
Коэф. |
Т шт, мин |
mp |
Кол-востанков, N |
О |
Коэф. закр операций |
|
Токарная |
3,99 |
1,36 |
6,384 |
3,53 |
4 |
0,21 |
1,9 |
|
Фрезерная |
0,08 |
1,51 |
0,1208 |
0,0668 |
- |
11,36 |
|
|
Шлифовальная |
0,73 |
1,55 |
1,1315 |
0,62 |
1 |
1,20 |
|
|
Шлифовальная |
1,59 |
1,55 |
2,4645 |
1,36 |
2 |
0,55 |
|
|
|
|
|
|
|
Σ=7 |
|
|
Так как коэффициент закрепления операций больше 1,тип производства - крупносерийное.
7.3 Описание оборудования для изготовления корпуса
-Пила механическая 8Б 72: станки модели 8Б 72 предназначены для холодной резки металла диаметром до 250 мм под углом 90 градусов.
Класс точности Н; наибольший размер устанавливаемой заготовки равна 250мм; наибольшая длина разрезаемого материала по упору равна 350мм. Размеры применяемого ножовочного полотна: длина (межцентровое расстояние) 500мм, ширина 40мм, диаметр отверстий 8.Наибольшая ширина пропила, мм 3,8 и длина ода пильной рамы 140 и 180мм.
- Токарно-фрезерный обрабатывающий центр 1728C
Токарно-фрезерный обрабатывающий центр модели 1728С предназначен для комплексной обработки деталей типа тел вращения в патроне и центрах.
Точность обработки обеспечивается конструкцией станка (высокоточные подшипники, линейные направляющие, активные измерительные системы контроля инструмента, жесткость и виброустойчивость базовых корпусных деталей, термосимметричные конструкции, исключающие влияние температурных деформаций и др.).
Полная обработка детали за один установ исключает погрешности базирования, имеющие место при традиционной технологии.
Концентрация операций на одном станке позволяет достичь ощутимой экономии за счет отказа от изготовления специальной оснастки для базирования заготовок на смежных операциях.
Характеристики для стандартного исполнения обрабатывающего центра и могут быть изменены по желанию заказчика.[13]
-Бесцентровые круглошлифовальные станкиЗМ 184. Техническая характеристика: диаметр шлифования 3...80 мм; наибольшая длина шлифования(при врезном шлифовании 145 мм и при сквозном шлифовании 165мм). Скорость подвода при врезном шлифовании равна 1,48м/мин. Мощность электродвигателя, кВт: шлифовального круга 13; ведущего круга 0,76.
Внутришлифовальные станки с горизонтальным шпинделем 3К 227В: наибольший диаметр изделия - 200мм, размеры шлифуемого отверстия (диаметр 20…100мм и наибольшая длина 125 мм), наибольший угол поворота бабки изделия 30град; наибольшее поперечное перемещение бабки изделия 450 мм.[14]
Разработанный технологический процесс для корпуса готов. Для остальных элементов разработаем технологические процессы с помощью программы САПР "Вертикаль".
На рисунке 7.1 показано формирование технологической карты.
Рисунок 7.1 - Формирование карты технологического процесса
На рисунке 7.2 показана сформированная карта технологического процесса.
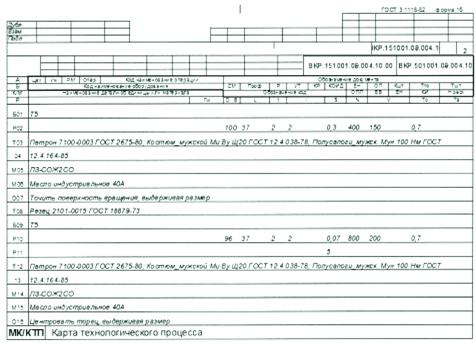
Рисунок 7.2 - Операционная карта технологического процесса
Заключение
В выпускной квалификационной работе была проведена конструкторско-технологическая разработка инструментов для кольцевого резания, предназначенного для сверления отверстий в сплошном материале, для обработки отверстия, наружной поверхности, обработки канавок или других поверхностей, вырезания дисков необходимого диаметра.
В информационном обзоре рассмотрено кольцевое сверление как вид обработки, показаны возможные результаты кольцевой обработки и проведён анализ литературных источников, с целью изучения и анализа имеющихся инструментов.
В разделе "Анализ состояния вопроса" рассмотрены вид обработки на станках, проблемы, связанные с разработкой конструкций инструментов для кольцевой обработки. Приведен прототип инструмента, его недостатки и принципиальные решения в новой конструкции.
В третьем разделе изложен анализ конструкции регулируемого двухрезцового инструмента для кольцевого резания, в котором идет описание принципиальных решений. С ожидаемым повышением качества обработки поверхности и повышением производительности, так как каждый элемент конструкции по-своему уникальный.
В четвертом разделе описаны марки материала и выбраны для каждой детали разработанной конструкции инструмента.
В пятом разделе выполнена проектировка основных частей. Представлены чертежи в 2Dи 3D и произведен расчет масс. Так же приведена конструкция инструментальной многофункциональной системы в трех видах.
В шестом разделе произведен расчет сил резания, действующие на разработанную конструкцию. Выполнен расчет исследование напряженно-деформированного состояния модели с помощью программы Компасе 3D APM FEM. Получили информацию о напряжениях и деформациях, возникающих в деталях в процессе работы.
В седьмом разделе разработана технология изготовления режущей части, показана реальность ее изготовления для действующих производств.
Достоинство разработанного инструмента:
1. Большой диапазон диаметров кольцевого резания;
2. Регулирования вылета режущих резцов;
. Различная форма режущей части резцов;
. Обработка различных материалов (керамика, металл, пластмассы, древесина).
Практическая ценность выполнения данной работы заключается:
. Повышение производительности обработки;
. Повышение геометрической точности и качества поверхности.
. Технологичности конструкций всех типовых исполнений инструмента для кольцевого резания.
Разработанный инструмент инструментальной многофункциональной системы для использования и изготовления на машиностроительных предприятиях, например, такие как АО "ВОМЗ", ООО "ССМ-Тяжмаш" и другие.
Апробация работы
Основные результаты работы были опубликованы и докладывались на семинарах и научно-технических конференциях различного уровня, а именно:
. Международная научная конференция "Молодые исследователи - регионам" (г. Вологда, 2014, 2015, 2016,2017).
. Межрегиональной научной конференции "IX Ежегодной научной сессии аспирантов и молодых ученых" (г. Вологда, 2015).
. Всероссийскаянаучная конференция "Наука и инновация в технических университетах" (г. Санкт-Петербург, 2015,2016).
. Международная научно-практическая конференция молодых исследователей "Содружество наук. Барановичи-2016" (р. Беларусь, г. Барановичи, 2016).
. Международная научно-практическая конференция "Современные материалы, техника и технология"(г. Курск, 2016).
. Международная научно-практическая конференция "Новые решения в области упрочняющих технологий: взгляд молодых специалистов" (г. Курск, 2016).
Данная работа имеет несколько дипломов 1 и 2 степени, так же сертификаты.
Список использованных источников
1. Студфил [Электронный ресурс]: сайт. - Режим доступа: http://www.studfiles.ru/preview/5707002.
2. Молодые исследователи - регионам: материалы Международной научной конференции: [в 3 т.]. Т. 1 / [отв. ред. А.А. Синицын]. - Вологда: ВоГУ, 2015. - 619 с. - Режим доступа: http://www.library.vstu.edu.ru/biblio/con2015/book1/2015_mir_1.pdf.
. Молодые исследователи - регионам: материалы Международной научной конференции: [в 3 т.]. Т. 1 / [отв. ред. А.А. Синицын]. - Вологда: ВоГУ, 2014. - 406 с. - Режим доступа: http://www.library.vstu.edu.ru/biblio/con2014/book1/2014_mir_1.pdf.
4. Общий курс слесарного дела: учеб. пособие / Н.И. Макиенко. - Москва: Высшая школа, 1980. - 192 с.
5. СибТехПром [Электронный ресурс]: сайт. - Режим доступа: http://omtehprom.ru/sverla.