Материал: Инновационные технологии и оборудование. Межвузовский сборник научных трудов. Пачевский В.М
Исходные данные  База данных ТО (свойства, характеристики)
База данных ТО (свойства, характеристики)
Структуризация существующих ТО
Определение характеристик и свойств требуемой ТО
|
Нет |
Доработка |
Нет |
Заказ |
Нужная ТО есть? |
|
существующей ТО |
необходимой |
|
|
|
|||
|
|
возможна? |
|
ТО |
Да |
|
Да |
|
|
Определение степени |
|
Определение стоимости |
|
|
|
доработки Сд |
|
|
|
занятости ТО в |
|
|
|
|
|
|
|
|
|
производственном |
|
|
|
|
процессе |
|
Получение информации |
|
|
|
|
о стоимости заказа Сз |
|
|
|
|
ТО |
|
|
Использование |
Нет |
|
|
|
выбранной ТО |
|
|
|
|
|
|
|
|
|
возможно? |
|
|
|
|
|
|
Доработка |
Нет |
|
Да |
|
целесообразна |
|
|
|
|
Сд<Сз? |
|
|
|
|
Да |
|
|
|
|
Доработка ТО |
|
|
Передача требуемой ТО в производство
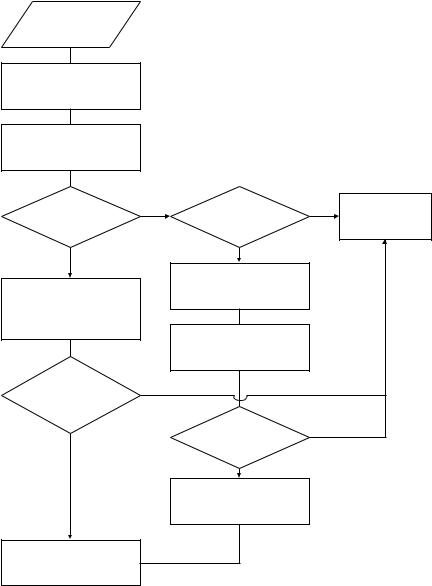
Рис. 1. Алгоритм выбора технологической оснастки
88
рассматриваются технологическая оснастка и модели, позволяющие направить ее для эквивалентной замены дефицитного элемента технологической системы. При наличии четко ограниченных признаков элементов их замена не представляется сложной. Однако во многих случаях объект рассмотрения не имеет определенных границ, которые можно математически описать. Тогда эквивалентная замена возможна с некоторым заданным уровнем достоверности.
При этом, чем большее количество признаков принимается во внимание, тем надежнее работает система.
На рисунке представлен обобщенный алгоритм выбора технологической оснастки, учитывающий возможность ее адекватной замены.
Корректное решение всех этих вопросов позволит в дальнейшем автоматизировать процесс выбора ТО на крупном гибкоструктурном машиностроительном предприятии.
Литература:
1.Синегубова С.В. Выбор средств технологического оснащения в многопрофильном производстве в условиях ограниченных ресурсов / Динамика технологических систем: Труды VI Междунар. научн.-техн. конф. Ростов н/Д: Изд-во ДГТУ, 2001. С.
248-251.
2.Синегубова С.В. Проектирование и управление средствами технологического оснащения в общей системе управления предприятием / Нетрадиционные методы обработки: Сб. науч. тр. междунар. конф. Ч. 2. Воронеж: ВГУ, 2002. С. 141-148.
3.Часовских А.И., Синегубова С.В. Системное управление промышленным предприятием // Нетрадиционные технологии в технике, экономике и социальной сфере: Межвуз. сб. научн. тр. Воронеж: ВГТУ, 2000. Вып. 2. С. 3-19.
4.Синегубова С.В. Особенности выбора средств технологического оснащения в многопрофильном производстве / Новое в науке и технике глазами молодежи: Матер. гор. науч.-практ. конф. Научно-практ. вестник "Энергия", № 3(45). Воронеж, 2001. С.
22-27.
Получено: |
Воронежский государственный |
20.11.2003 |
технический университет |
89
УДК 621.9.06.
МОДЕРНИЗАЦИЯ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ С ЧПУ
Э.М. Янцов, Т.Э. Янцова
Модернизация токарно-винторезных станков с ЧПУ обычно проводится с целью повышения производительности обработки или расширения технологических возможностей станка. Как правило, при этом улучшаются или расширяются и технические характеристики модернизированного станка по сравнению с базовой моделью.
В первую очередь модернизируется коробка скоростей вращения шпинделя. Если в приводе главного движения используется маломощный шаговый двигатель с гидроусилителем крутящих моментов, то желательна его замена современным мощным шаговым двигателем без гидроусилителя. Ступенчатое регулирование чисел оборотов шпинделя желательно заменить на бесступенчатое с одновременным расширением диапазона регулирования в сторону высоких частот вращения шпинделя. В приводах скоростей подач желателен также переход на бесступенчатое изменение скоростей подач. Такая модернизация привода главного движения и приводов подач позволят: с большей точностью устанавливать найденные режимы резания, исходя из выбранных критериев оптимизации математической модели обработки данной детали на данном станке; применять такие группы инструментальных материалов, которые значительно повысят скорости обработки, что, в свою очередь, приведет не только к количественным изменениям качества обрабатываемых деталей, но и расширит технологические возможности станка, заменив, например, операцию шлифования тонким точением. За счет интенсификации режимов резания и сокращения числа замен инструмента можно увеличить производительность обработки путем сокращения числа замен инструмента; расширить номенклатуру марок обрабатываемых материалов.
Оптимальные значения мощностей электродвигателей привода главного движения и приводов подач для данного типоразмера станка легко установить по современной справочной
90
литературе. Диапазон частот вращения шпинделя и скоростей подач производится по традиционной методике.
Следующим этапом модернизации токарно-винторезных станков с ЧПУ является замена конструктивно устаревших многопозиционных револьверных головок на современные, которые наибольшим образом соответствовали бы конкретным задачам модернизации. Исходя из этого, выбирается одна или две револьверных головки, ось их вращения, количество позиций, определяется количество позиций с неподвижно закрепленным инструментом и число позиций с вращающимися инструментами, например, сверлами или концевыми фрезами; определяются габаритные размеры револьверных головок, места их расположения на станке, размеры рабочей зоны и ряд других факторов.
Важной технической характеристикой станка является время смены позиций револьверной головки. Необходимо выбрать такие их конструкции, у которых время смены позиций минимальное.
Если станок не оборудован устройством автоматической смены инструментов, является важным при модернизации оснастить его таким устройством. При этом надо определить целесообразную емкость инструментального магазина, его тип исходя из общей компоновочной схемы станка, удобство расположения инструментов в магазине для передачи, тип манипулятора, количество степеней подвижности и ряд других факторов, влияющих на простоту конструкции устройства, надежность его работы и т.д. Место расположения инструментального магазина влияет на его конструкцию. Так, если магазин расположен в месте, куда может попасть стружка, то необходимо защитное ограждение, что усложняет конструкцию магазина. Удобней всего располагать сам магазин вне рабочей зоны станка. Лучшей конструкцией устройства автоматической смены инструментов является такая, которая позволяет не прерывать технологический процесс для смены инструментов, а осуществлять его во время работы станка, на той позиции револьверной головки, которая не находится в рабочей позиции, и наиболее удобна, исходя из общей компоновки станка для смены инструмента. В этом случае время на замену инструмента будет состоять только из времени смены позиций револьверной головки.
Многопозиционные револьверные головки с имеющимся в них инструментом позволяют выполнять от 60 до 80 %
91
необходимых технологических операций. Их недостатком является возможность столкновения с обрабатываемой заготовкой при смене позиций револьверной головки, что необходимо учитывать при составлении управляющей программы, а также то, что инструменты, находящиеся в нерабочих позициях, могут мешать в выполнении некоторых технологических операций, располагаясь близко к зоне обработки. Лучшими по конструкции являются двухпозиционные револьверные головки, но они требуют или ручной замены инструмента, что снижает производительность обработки, или оснащения устройствами автоматической смены инструмента.
В настоящее время имеются достаточно простые конструкции устройств автоматической смены инструмента, позволяющие производить ее во время обработки заготовки. Обычно инструментальный магазин не перемещается вместе с револьверной головкой, а закрепляется стационарно. Связь с револьверной головкой осуществляет промежуточное устройство, представляющее собой или перемещающийся манипулятор, или промежуточный инструментальный магазин малой емкости на две или три позиции с манипулятором. Эти устройства совершают необходимые челночные перемещения независимо от расстояния, на котором находятся револьверная головка и основной магазин, осуществляя замену инструментов в процессе обработки заготовки, исключая подвод револьверной головки в зону смены инструмента, что экономит время его замены.
Очередным этапом модернизации является расширение технологических возможностей станка, если предыдущими этапами модернизации не удалось решить задачу полностью. На этом этапе, как правило, станок получает возможность выполнять технологические операции, совершаемые или специальными станками данного типа, или станками других типов. Это могут быть операции шлифования, доводки, обработки не осевых отверстий, сверления под углом и дальнейшая обработка этих отверстий. Выбор и конструкция дополнительных устройств зависит от условий конкретно поставленной задачи.
Заключительным этапом модернизации с целью повышения производительности обработки является механизация или автоматизация загрузки деталей. Выбор способов и средств решения этой задачи зависит от многих факторов, и они учитываются в каждой конкретной ситуации. Но в любом случае необходим расчет
92