Материал: Информационные технологии в стандартизации и управлении качеством
Рисунок 2.4 - Гистограмма распределения результатов измерений
Полученную гистограмму можно отнести к гистограмме с распределением с изолированным пиком.
О близости распределения к нормальному можно также
судить по графику на нормальной вероятностной бумаге. График на нормальной
вероятностной бумаге представлен в соответствии с рисунком 2.5. Анализируя
полученный график, можно сказать, что распределение близко к нормальному, так
как множество значений ложатся на прямую линию.
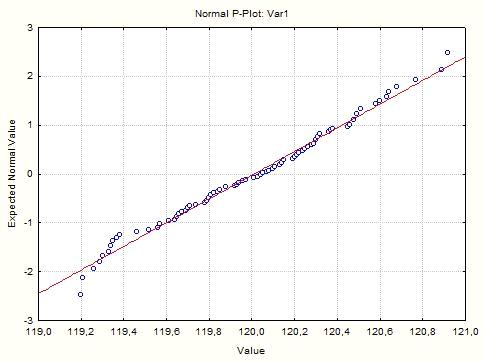
Рисунок 2.5 - График на нормальной вероятностной бумаге
.2 Проверка соответствия распределения параметров процесса нормальному
закону распределения
Проведем проверку соответствия распределения результатов измерения контролируемого параметра, представленных в приложении А, нормальному закону распределению.
Для проверки соответствия распределения результатов тестового контроля нормальному закону, будем использовать модуль «Distribution Fitting» (апроксимация распределения).
Для проведения анализа выберем критерий Пирсона («Chi-Square test»).
Результаты группировки данных по интервалам и соответствующие им ожидаемые
частоты, предсказанные нормальным распределением, представлены в соответствии с
рисунком 2.6.
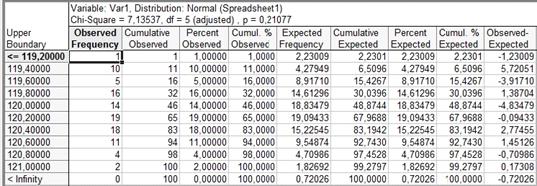
Рисунок 2.6 - Табличные результаты аппроксимации распределения
В соответствии с рисунком 2.6:
а) Observed Frequency - частота наблюдений, попавших в интервал;
б) Cumulative Frequency - частота наблюдений, попавших в интервал с накоплением;
в) Percent Observed - процент наблюдений, попавших в интервал;
г) Cumul. % Observed - процент наблюдений, попавших в интервал с накоплением;
д) Expected Frequency - предсказанная частота наблюдений, попавших в интервал в соответствии с нормальным законом распределения;
ж) Percent Expected - предсказанный процент наблюдений, попавших в интервал в соответствии с нормальным законом распределения;
з) Cumul. % Expected - предсказанный процент наблюдений, попавших в интервал с накоплением, в соответствии с нормальным законом распределения;
и) Observed- Expected - разность между частотой наблюдений, попавших
в интервал и предсказанной частотой наблюдений, в соответствии с нормальным
законом распределения. В табличных результатах аппроксимации распределения
(рисунок 6) указаны вычисленное значения критерия Пирсона c2 (Chi-Square), число степеней свободы (df) и уровень его значимости (p). Соответствие распределения
исследуемых данных нормальному закону можно установить, сравнив вычисленное
значение критерия Пирсона с табличным значением на требуемом уровне значимости.
Если вычисленное значение меньше табличного, то распределение результатов
наблюдений подчиняется нормальному закону распределения. Для числа степеней
свободы df = 5 и уровня его значимости p = 0,21077 табличное значение
критерия Пирсона c2 = 1,145
(приложение В). В нашем случае вычисленное значение c2 =7,13537 больше табличного, значит, распределение
результатов наблюдений не подчиняется нормальному закону распределения.
Представим результаты анализа в графической форме (рисунок 2.7).
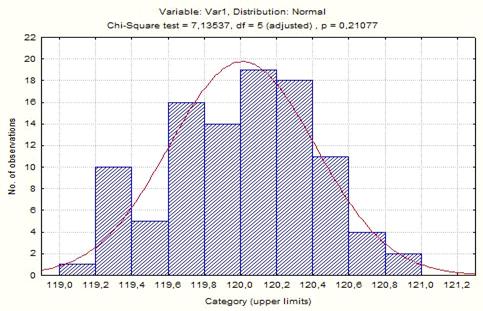
Рисунок 2.7 - Графические результаты аппроксимации распределения
Над графиком (рисунок 2.7) также указаны вычисленное значения критерия
Пирсона c2 (Chi-Square), число степеней свободы (df) и уровень его значимости (p). Графические результаты
аппроксимации распределения показали, что распределение исследуемых данных не
подчиняется нормальному закону распределения.
2.3 Анализ стабильности процесса
Анализ стабильности процесса можно произвести с помощью контрольных карт.
Контрольная карта - это разновидность графика, которая отражает динамику
изменчивости процесса, т.е. изменение показателей качества во времени. Она
строится для анализа установления стабильности, управления и улучшения
процесса.
2.3.1
Построение![]() -R контрольной карты
-R контрольной карты
Создадим в системе Statistica электронную таблицу с исходными данными.
Построим
график содержащий ![]() - и R карты (рисунок 2.8), с объемом выборки равным 5. На
графике приведены значения верхнего контрольного предела (ВКП), центральной
линии (выборочного среднего) и нижнего контрольного предела (НКП) для каждой
карты.
- и R карты (рисунок 2.8), с объемом выборки равным 5. На
графике приведены значения верхнего контрольного предела (ВКП), центральной
линии (выборочного среднего) и нижнего контрольного предела (НКП) для каждой
карты.
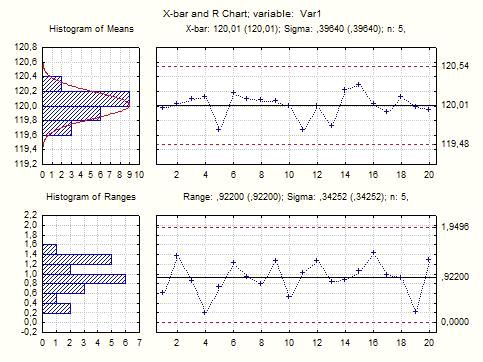
Рисунок 2.8 - X- и R контрольные карты
Составим
таблицы отчетов по подгруппам измерений для![]() - и R
карты (рисунок 2.9, рисунок 2.10).
- и R
карты (рисунок 2.9, рисунок 2.10).
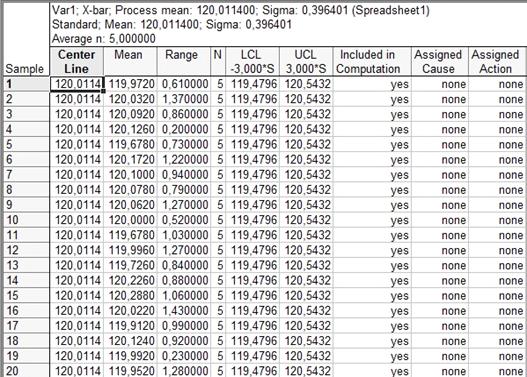
Рисунок 2.9 - Отчеты по группам измерений для X карты
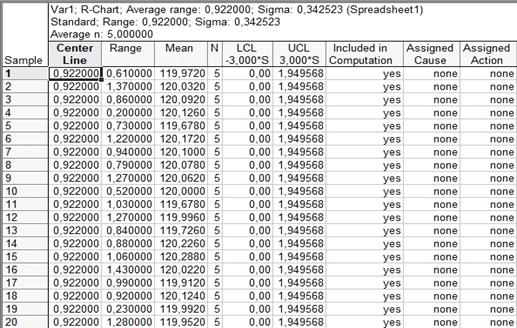
Рисунок 2.10 - Отчеты по группам измерений для R карты
Из данных таблиц видно, что точки не выходят за границы.
Проанализируем контрольные карты (рисунок 2.11, рисунок 2.12).
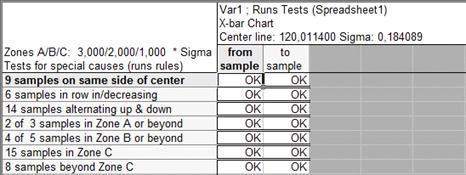
Рисунок 2.11 - Анализ Х контрольной карты
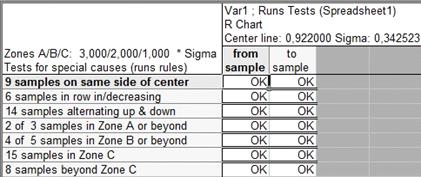
Рисунок 2.12 - Анализ R
контрольной карты.
Тесты
![]() и R - карт не показали никаких дополнительных отклонений
процесса.
и R - карт не показали никаких дополнительных отклонений
процесса.
В рассмотренном примере среднюю линию и контрольные границы система рассчитывала из исходных данных. Система Statistica позволяет пользователю самому задать эти и некоторые другие параметры.
Установим нижнее сигнальное отклонение (Lower) - (-2); верхнее сигнальное отклонение (Upper) - 2.
Контрольная карта с сигнальными отклонениями представлена в соответствии
с рисунком 2.13.
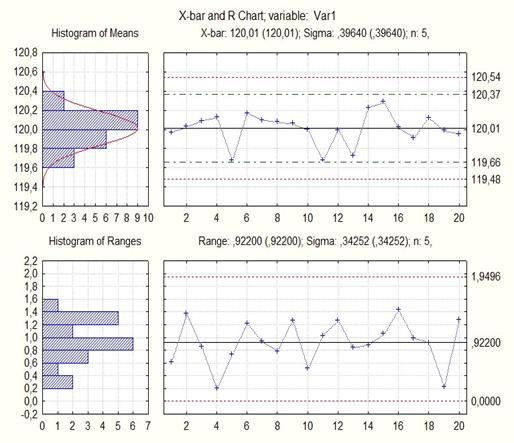
Рисунок 2.13 - Контрольная карта с сигнальными границами
Точки не выходят за контрольные границы. Процесс стабилен.
2.3.2
Построение ![]() -S контрольной карты
-S контрольной карты
Создадим в системе Statistica электронную таблицу с исходными данными (приложение А).
Построим
график содержащий ![]() - и S карты (рисунок 2.14), с объемом выборки равным 5. На
графике приведены значения верхнего контрольного предела (ВКП), центральной линии
(выборочного среднего) и нижнего контрольного предела (НКП) для каждой карты.
- и S карты (рисунок 2.14), с объемом выборки равным 5. На
графике приведены значения верхнего контрольного предела (ВКП), центральной линии
(выборочного среднего) и нижнего контрольного предела (НКП) для каждой карты.
Составим
таблицы отчетов по подгруппам измерений для X- и S
карты (рисунок 2.15, рисунок 2.16).
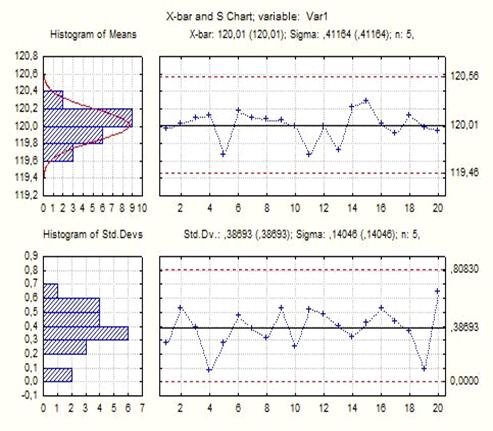
Рисунок 2.14 - X- и S контрольные карты
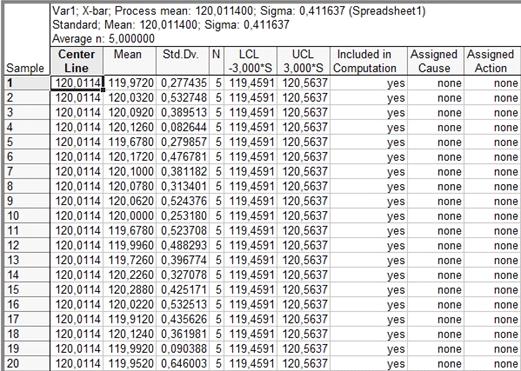
Рисунок 2.15 - Отчеты по группам измерений для X карты
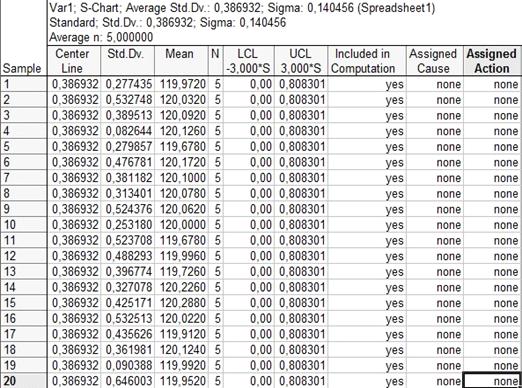
Рисунок 2.16 - Отчеты по группам измерений для S карты
Из данных таблиц видно, что точки не выходят за границы.
Проанализируем контрольные карты (рисунок 2.17, 2.18).
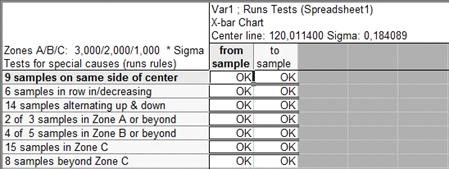
Рисунок 2.17 - Анализ Х контрольной карты
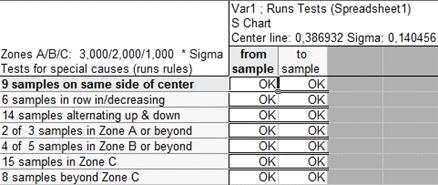
Рисунок 2.18 - Анализ S
контрольной карты
Тесты
![]() и S - карт не показали никаких дополнительных отклонений
процесса.
и S - карт не показали никаких дополнительных отклонений
процесса.
В рассмотренном примере среднюю линию и контрольные границы система рассчитывала из исходных данных. Система Statistica позволяет пользователю самому задать эти и некоторые другие параметры.
Установим нижнее сигнальное отклонение (Lower) - (-2); верхнее сигнальное отклонение (Upper) - 2.
Контрольная карта с сигнальными отклонениями представлена в соответствии
с рисунком 2.19.
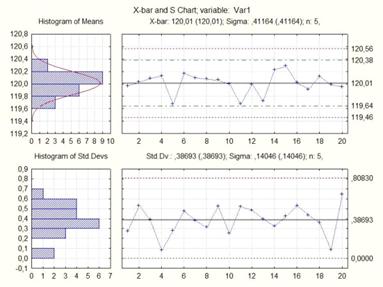
Рисунок 2.19 - Контрольная карта с сигнальными границами
Точки не выходят за сигнальные границы. Процесс стабилен.
.4 Анализ пригодности (воспроизводимости) процесса
Данные для анализа представлены в приложении А. Для анализа возможностей
процесса будем использовать модуль анализа производственных процессов. Зададим
параметры группировки. Номинальное значение параметра процесса - 120,00; нижняя
граница допуска - 119,10; верхняя граница допуска - 120,90. Результаты анализа
процесса представлены на рисунке 2.20.
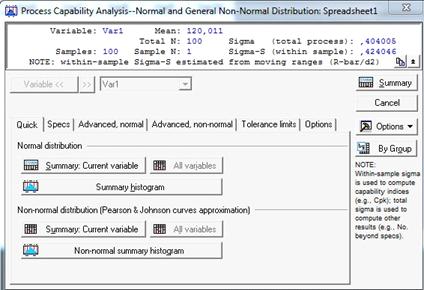
Рисунок 2.20 - Результаты анализа процесса
Таблица с индексами возможности представлена на рисунке 2.21.
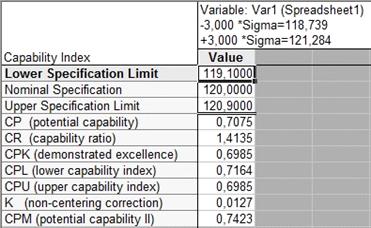
Рисунок 2.21 - Индексы возможности процесса
В решаемой задаче стабильность процесса подтверждена, анализ по индексам пригодности не производим.
В таблице на рисунке 2.21 имеем:
а) Lower Specification Limit - нижняя граница допуска
(![]() );
);
б) Nominal Specification - номинальное значение параметра процесса;
в) Upper Specification Limit - верхняя граница допуска
(![]() );
);
г) CP (potential capability) - потенциальная воспроизводимость процесса (![]() );
);
д) CR
(capability ratio) - коэффициент воспроизводимости процесса (![]() ); этот индекс является обратным к индексу CP (
); этот индекс является обратным к индексу CP (![]() ), т.е.
), т.е. ![]() ;
;
е) CPK
(demonstrated excellence) - подтвержденная воспроизводимость процесса (![]() );
);
ж) CPL (lower capability index) - нижний индекс воспроизводимости процесса;
и) K (non-centering correction) - нецентрирующая поправка;
к) CPM (potential capability II) - потенциальная воспроизводимость II.
Характеристика показателя CPM направлена на уточнение оценки среднеквадратического отклонения с целью учесть влияние случайной нецентрированности.
Недостаток
показателей ![]() , CR состоит в том, что они могут дать неверную информацию
о производственном процессе, если среднее процесса отличается от номинального,
иными словами, если процесс не центрирован. Нецентрированность или смещенность
процесса производства можно выразить, вычислив верхний и нижний показатели
пригодности, чтобы отразить отклонение наблюдаемого среднего процесса от
, CR состоит в том, что они могут дать неверную информацию
о производственном процессе, если среднее процесса отличается от номинального,
иными словами, если процесс не центрирован. Нецентрированность или смещенность
процесса производства можно выразить, вычислив верхний и нижний показатели
пригодности, чтобы отразить отклонение наблюдаемого среднего процесса от ![]() и
и ![]() . Если
среднее значение параметра, характеризующего процесс, смещено от номинального
значения к
. Если
среднее значение параметра, характеризующего процесс, смещено от номинального
значения к ![]() , то CPU<CPL. Если среднее значение параметра, характеризующего
процесс, смещено от номинального значения к
, то CPU<CPL. Если среднее значение параметра, характеризующего
процесс, смещено от номинального значения к ![]() , то CPL<CPU.
В случае, если среднее значение параметра, характеризующего процесс, совпадает
с номинальным значением, то CPL=CPU.
, то CPL<CPU.
В случае, если среднее значение параметра, характеризующего процесс, совпадает
с номинальным значением, то CPL=CPU.
Проанализируем полученные результаты.
В рассматриваемом случае СР=0,7075 , что является плохим результатом, так как он значительно меньше 1,333. Это говорит о том, что часть кривой нормального распределения результатов измерений параметра процесса находится за границами допуска.
Индекс
![]() в рассматриваемом случае равен 0,0127. Это означает,
что среднее значение распределения смещено 1,27 % от номинального значения
исследуемого параметра процесса к верхней границе допуска.
в рассматриваемом случае равен 0,0127. Это означает,
что среднее значение распределения смещено 1,27 % от номинального значения
исследуемого параметра процесса к верхней границе допуска.
Отобразим
графически результаты анализа. Графическое отображение результатов анализа
представлено на рисунке 2.22.
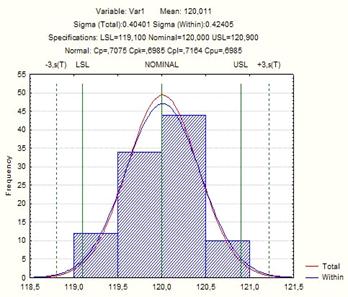
Рисунок 2.22 - Графическое отображение результатов анализа
В верхней части графика отображены описательные статистики (среднее значение исследуемого параметра процесса и величина стандартного отклонения) и индексы воспроизводимости исследуемого процесса (потенциальная воспроизводимость, подтвержденная воспроизводимость процесса, верхний и нижний индексы воспроизводимости), а также заданные требования технических условий (верхняя граница допуска, номинальное значение параметра процесса и верхняя граница допуска).
На графике видно, что распределение немного смещено относительно центра, т.е. относительно номинала. Поэтому можно сделать вывод о невыполнении инженерных требований.
На графике видно, что распределение результатов измерений выходит за верхнюю границу допуска. Вместе с тем оно немного смещено относительно центра, т.е. относительно номинала.
Поскольку
значение индекса ![]() достаточно мало, возможности процесса можно считать
неприемлемыми. Необходимо снизить влияние обычных причин, стоит изменить
процесс, а также улучшать настройку процесса на центр поля допуска.
Потенциально при стабильной настройке на центр поля допуска процесс с индексом
достаточно мало, возможности процесса можно считать
неприемлемыми. Необходимо снизить влияние обычных причин, стоит изменить
процесс, а также улучшать настройку процесса на центр поля допуска.
Потенциально при стабильной настройке на центр поля допуска процесс с индексом ![]() мог бы обеспечивать минимальный уровень
несоответствий около 2,4 % или 24000 ppm.
мог бы обеспечивать минимальный уровень
несоответствий около 2,4 % или 24000 ppm.
Таблица
1 - Связь индексов ![]() и
и ![]() стабильных
процессов с ожидаемым уровнем несоответствий продукции
стабильных
процессов с ожидаемым уровнем несоответствий продукции
|
Значение |
|
|
||
|
0,33 |
32,2 |
322000 |
||
|
0,37 |
26,7 |
267000 |
||
|
0,55 |
9,9 |
99000 |
||
|
0,62 |
6,3 |
63000 |
||
|
0,69 |
3,8 |
38000 |
||
|
0,75 |
2,4 |
24000 |
||
|
0,81 |
1,5 |
15000 |
||
|
0,86 |
0,99 |
9900 |
||
|
0,91 |
0,64 |
6400 |
||
|
0,96 |
0,40 |
4000 |
||
|
1,00 |
0,27 |
2700 |
||
|
1,06 |
0,15 |
1500 |
||
|
1,10 |
0,097 |
970 |
||
|
1,14 |
0,063 |
630 |
||
|
1,18 |
0,040 |
400 |
||
|
1,22 |
0,025 |
250 |
||
|
1,26 |
0,016 |
160 |
||
|
1,30 |
0,0096 |
96 |
0,0066 |
66 |
|
1,40 |
0,0027 |
27 |
||
|
1,45 |
0,0014 |
14 |
||
|
1,50 |
0,00068 |
6,8 |
||
|
1,55 |
0,00032 |
3,2 |
||
|
1,60 |
0,00016 |
1,6 |
||
|
1,66 |
0,000054 |
0,54 |