Материал: FKhOT_11_Tolstoplenochnye_GIS
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИИ ЭЛЕКТРОННЫХ СРЕДСТВ
Тема 11. Технология толстопленочных ГИС
Конспект лекций Смирнов В.И., кафедра ПиТЭС, УлГТУ
Смирнов В. И. Физико-химические основы технологии электронных средств. Учебное пособие. Ульяновск: Изд-во УлГТУ. 2005. – 111 с.
11.1 |
Технология толстопленочных ГИС |
|
Сущность технологического процесса |
Технология толстопленочных ГИС базируется на формировании на поверхности диэлектрической подложки методом трафаретной печати «толстых» (более 10 мкм) слоев различных материалов, выполняющих функции проводящих дорожек, контактных площадок, резисторов, конденсаторов и т. д.
После нанесения слоев производится термическая обработка (сушка и вжигание) для придания им заданных электрофизических свойств.
Пасты включают в себя три составляющие:
-функциональная;
-конструкционная (постоянное связующее);
-технологическая (временное связующее).
Функциональная составляющая представляет собой мелкодисперсные частицы неорганических веществ (металлов, оксидов металлов и солей), которые определяют основные свойства элементов ГИС (проводников, резисторов, конденсаторов и т. д.)
11.2 |
Сущность технологического процесса (продолжение) |
Конструкционная составляющая – это мелкодисперсные частицы стекла (стеклянная фритта).
Технологическая составляющая играет роль технологической связки, придающей пасте определенную вязкость и пластичность. Она содержит органические вещества (ланолин, канифоль и др.) с растворителем.
Взависимости от назначения все пасты делятся на три типа: - проводниковые; - резистивные; - диэлектрические.
Впроводниковых пастах функциональная фаза - это мелкодисперсный порошок благородных металлов (Ag, Pd, Au). Обычно соотношение функциональной составляющей и стеклянной фритты примерно равно 9:1.
Врезистивных пастах функциональная фаза – это мелкодисперсные частицы Pd, Ag, W, а также оксидов металлов, являющихся диэлектриками.
Диэлектрические пасты применяют либо для диэлектриков в конденсаторах (например, титанат бария BaTiO3), либо для межслойной изоляции (обычное стекло).
11.3 |
Основные технологические операции |
Основными технологическими операциями изготовления толстопленочных ГИС являются:
-нанесение паст на подложку методом трафаретной печати;
-сушка паст;
-вжигание по определенному температурному профилю;
-подгонка параметров полученных элементов.
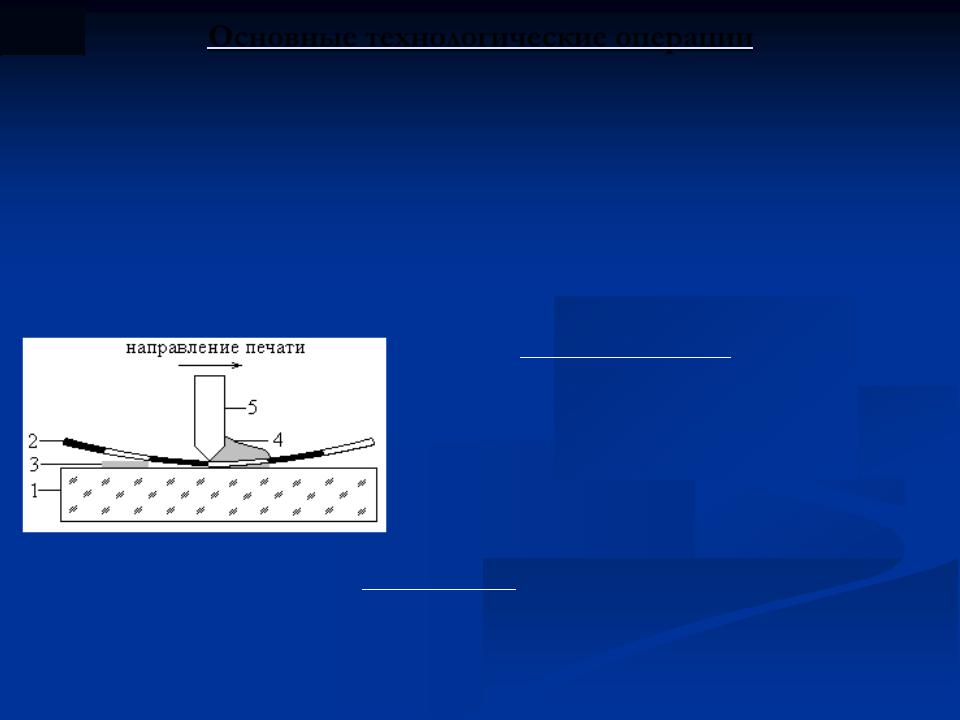
Нанесение паст
Установка для нанесение паст на подложку методом трафаретной печати:
1 – диэлектрическая подложка; 2 – трафарет; 3 – «отпечаток» пасты; 4 – паста; 5 – ракель из резины или полиуретана
Сушка паст
Сушка при температуре 120 400 С в течение 20 80 мин, в процессе которой испаряется растворитель технологической связки.
Хорошие результаты дает сушка инфракрасным излучением.
11.4 |
Вжигание паст |
Вжигание паст осуществляют в многозонных печах конвейерного типа в воздушной атмосфере при определенном температурном профиле.
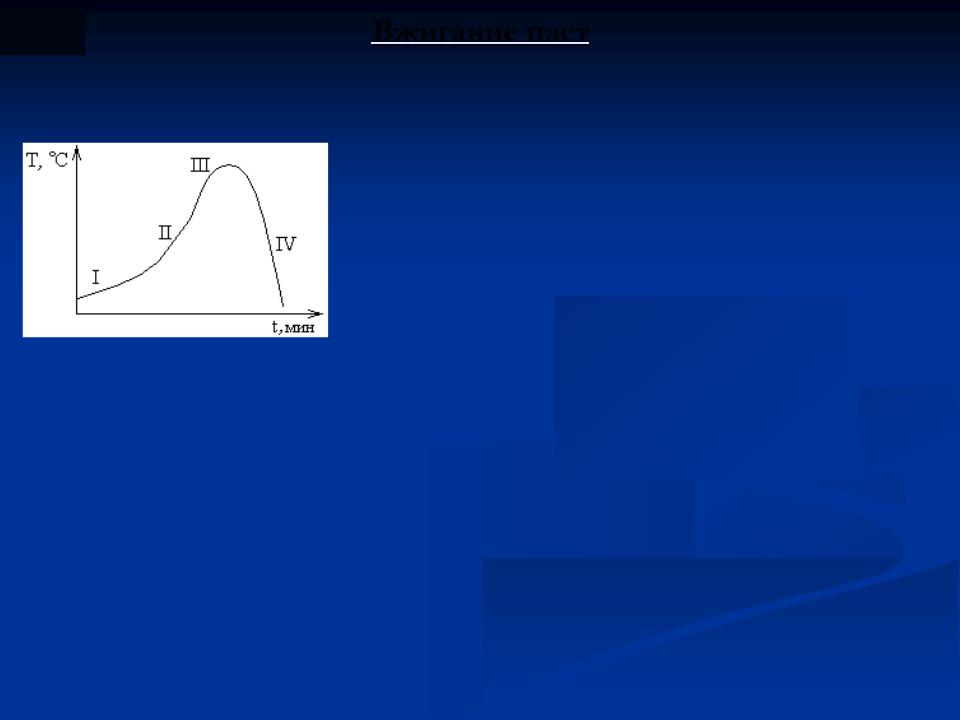
Температурный профиль вжигания пасты
На участке IV происходит охлаждению подложки до комнатной температуры.
Свойства резисторов зависят от соотношения
Pd, PdO и сплава Pd-Ag.
На участке I (до 300 400 С) происходит выгорание остатков технологической связки.
На участке II происходит плавление стеклянной фритты и обволакивание расплавленного стекла частиц функциональной фазы.
На участке III происходят сложные физикохимические процессы, определяющие основные параметры элементов ГИС.
При Т < 330 С:
2Ag2O 4Ag + O2. При 330 С < T < 520 С:
2Pd + O2 2PdO.
При 520 С < T < 700 С:
3PdO +2Ag 2Pd Ag +PdO + O2.
При Т > 700 С:
2PdO 2Pd + O2.