Материал: EGo3HN0MRD
На перераспределении световой энергии между проходящим и дифрагированным на акустической волне светом основан принцип действия акустооптического модулятора (АОМ). Световой пучок, дифрагируя на решетке, образует несколько выходных пучков — максимумов интенсивности излучения различных порядков, разнесенных в пространстве по направлению.
АОМ позволяет управлять интенсивностью, фазой и частотой оптического излучения.
Частота дифрагированных лучей вследствие эффекта Доплера изменяется по формуле ν → ν + mF, где F – частота акустической волны, m – целое число. Данное смещение частоты обусловливается законом сохранения энергии и импульса (фотонов и фононов). Фаза дифрагированных лучей также смещается на величину фазы звуковой волны.
Вкачестве материалов для акустооптических модуляторов света используют оптическое стекло (тяжелый флинт ТФ7), кристаллы PbMoO4 и TeO2, а
вИК-диапазоне – Ge и GaAs. Эффективность дифракции света в этих материалах достигает 20...80% при акустической мощности 1...5 Вт на частотах 40...250 МГц. К достоинствам акустооптических устройств управления характеристиками света относятся относительно высокое быстродействие, низкое энергопотребление, простота управления, надежность, компактность и др.
Частным случаем АОМ являются акустооптические дефлекторы (АОД)
и сканеры – устройства для управления направлением светового луча в пространстве. Эти устройства осуществляют отклонение светового луча в пространстве в любом заданном фиксированном направлении либо непрерывную развертку светового луча (сканирование) на основе явлений акустооптической дифракции или рефракции. Сканирование лазерным лучом широко применяется в задачах лазерных технологий, например при маркировке и гравировке поверхностей, а также при выполнении операции скрайбирования.
Врефракционном АОД отклонение светового луча осуществляется вследствие искривления его пути при прохождении через среду с неоднородной деформацией, которая возникает под воздействием бегущей акустической волны. В дифракционном АОД угол отклонения дифрагированного луча меняется с изменением частоты акустической волны. Световой пучок, дифрагируя на решетке, образует несколько выходных пучков (дифракционных по-
16
рядков), разнесенных в пространстве под равными углами относительно друг друга.
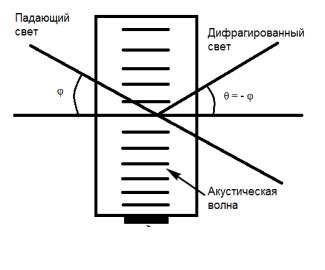
Дифракцию Брэгга можно наблюдать, если угол падения излучения на среду равен углу Брэгга:
sin φ = λ/2Λ. |
(2.1) |
Здесь φ – угол падения, λ – длина волны излучения, Λ – длина акустической волны (Λ = v / F, где v – скорость звука, а F – частота звука).
Направление максимума минус первого порядка при угле падения Брэг-
га определяется из условия |
|
sin θ-1 = – λ/2Λ |
(2.2) |
Таким образом, из выражений (2.1) и (2.2) получим θ-1 = – φ и |
|
sin θ+1 = 3λ/2Λ. |
(2.3) |
Направление первого максимума определяется выражением (2.3). При дифракции света под углом Брэгга первый и минус первый максимумы имеют одинаковую интенсивность при πlλ/Λ2<<1 и асимметричны при условии πlλ/Λ2>>1, где l – длина взаимодействия излучения и звука.
При выполнении последнего неравенства наблюдается дифракция Брэгга, при которой интенсивности всех дифракционных максимумов, кроме минус первого, становятся пренебрежимо малыми. Ход лучей при дифракции Брэгга изображен на рис. 2.4.
Угол между направлением на минус первый порядок и осью падающего пучка излучения составит 2θ = 2φ.
Таким образом, выходное излучение АОД состоит из света, продифрагировавшего на возбуждаемых в звукопроводе акустических волнах, и непродифрагировавшей части падающего излучения, прошедшей через АОЯ без изменения направления. При этом отклоненный луч представляет собой излучение, дифрагированное в минус первый порядок. Так как при этом интенсив-
ности всех дифракционных максимумов, кроме минус первого, становятся пренебрежимо малыми, данный случай представляет особый практический интерес.
17
2.3. Общие сведения о системах сканирования в технологических лазерных установках
Системы сканирования в лазерных установках должны обеспечивать:
формирование зоны обработки заданной формы;
формирование изображения зоны воздействия с минимальной неровностью края;
плотность мощности излучения, достаточную для выполнения заданного типа поверхностной обработки;
максимальное использование энергии лазерного излучения с учетом потерь;
перекрытие всей поверхности зоны обработки сканирующей системой
сприемлемыми точностью и производительностью.
Основные пространственно-геометрические модели лазерных источни-
ков:
1)гауссовская модель лазерного источника. Характерна для одномодового режима излучателя. Поперечная структура поля в такой модели описывается функцией Гаусса;
2)телецентрическая модель лазерного источника. Применяется для описания многомодового режима работы лазерного излучателя. В данной модели все точки выходного сечения лазерного пучка являются источниками конических пучков, оси которых параллельны оптической оси, а углы конусов при вершинах равны полному углу расходимости лазерного пучка (рис. 2.5).
Рис.2.5. Телецентрическая модель лазерного излучения
18
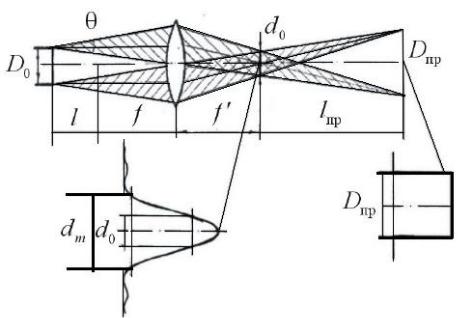
Достоинства фокусирующей техники. Фокусирующая техника харак-
теризуется простотой, полным использованием лазерной энергии и оптическим разрешением (размером светового пятна), определяемым расходимостью пучка и фокусным расстоянием линзы.
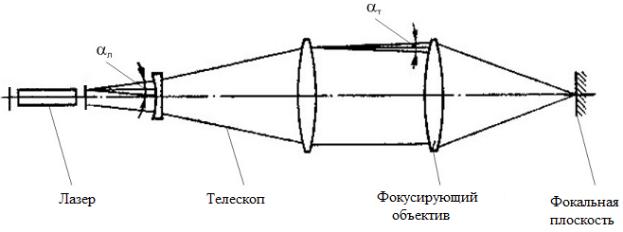
Уменьшение размера пятна может быть достигнуто размещением перед объективом телескопического расширителя пучка с увеличением Г (снижение расхождения в Г раз). При этом можно либо уменьшать d0, либо увеличивать фокусное расстояние объектива f без изменения d0 (d0 = αл f / Г, рис.
2.6).
Рис. 2.6. Схема уменьшения размера фокального пятна с помощью телескопической системы
Основные недостатки фокусирующей техники:
неоднородное распределение интенсивности в фокальном пятне;
неопределенность размера зоны воздействия, который зависит от порога чувствительности материала;
сложность обеспечения достаточной точности краев зоны воздействия при сканировании.
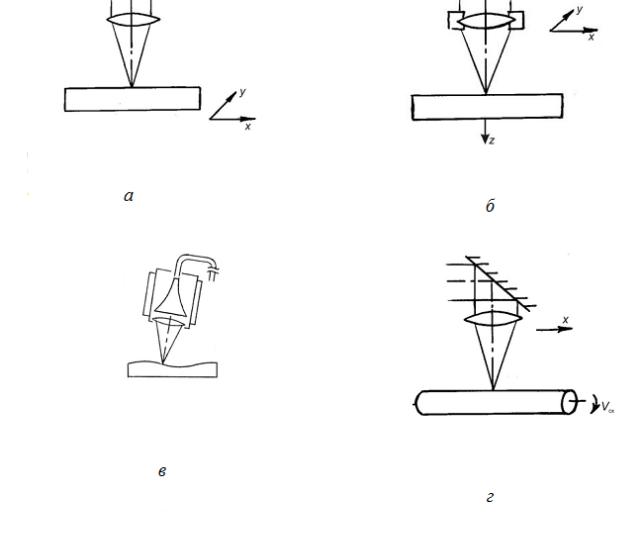
Сканирующие системы А-типа для лазерной обработки. В скани-
рующих системах А-типа поверхность обработки расположена в фокальной плоскости линзы (сканирование с прямоугольной разверткой) (рис.2.7.).
19
Двухмерное сканирование |
|
(координатный стол) |
Трехмерное сканирование |
Шестикоординатная (X, Y, Z, φ, ψ, χ) робототизированная микрообработка
Двухмерная развертка (офсетная печать)
Рис. 2.7. Схемы сканирующих систем А-типа
Наиболее широко в промышленности используется двухмерное сканирование (рис.2.7, а), однако наблюдается увеличение трехмерной обработки (рис. 2.7, б). Шестикоординатная микрообработка и двухмерная развертка используются в основнм для специфических задач: когда неободимо обрабатывать детали сложной формы (рис. 2.7, в) или когда обрабатываемая деталь имеет явно выраженную продольную симметрию (рис. 2.7, г). Для стабильных условий обработки необходимо обеспечение постоянного отношения мощности лазера к скорости сканирования пучка. В некоторых случаях невозможно поддерживать одинаковую скорость на прямых линиях и на крутых поворотах. Если скорость сканирования не является постоянной, то ни при каком контроле мощности непрерывного лазера невозможно удовлетворить условию P/Vск (t) = const.
20