Материал: 684
10
|
|
|
Таблица 1 |
|
|
Расчет межоперационных оборотных заделов |
|
|
|
|
|
|
|
|
Частный |
Длит. |
Расчет заделов (Z),шт. |
Площадь |
|
период |
частного |
|
эпюр, |
|
|
периода |
|
шт./мин |
|
|
|
|
|
|
|
|
Между операциями 1 и 2 |
|
|
Т1 |
166 |
Z’1,2 = (166*2)/2,5-(166*1)/1,3 = +5 |
2490 |
|
Т2 |
120 |
Z’’1,2 = (120*1)/2,5-(120*1)/1,3 = -44 |
946 |
|
Т3 |
74 |
Z’’’1,2 = (74*1)/2,5-(74*0)/1,3 = +30 |
1147 |
|
|
|
|
|
|
|
|
Итого |
4583 |
|
|
|
|
|
|
|
|
Между операциями 2 и 3 |
|
|
Т1 |
208 |
Z’2,3 = (208*1)/1,3-(208*1)/2,4 = +73 |
6059 |
|
Т2 |
74 |
Z’’2,3 = (74*0)/1,3-(74*2)/2,4 = -62 |
2701 |
|
|
|
|
|
|
|
|
Итого |
8760 |
|
|
|
|
|
|
|
|
Между операциями 3 и 4 |
|
|
Т1 |
166 |
Z’3,4 = (166*1)/2,4-(166*0)/1,6 = +69 |
1328 |
|
Т2 |
120 |
Z’’3,4 = (120*1)/2,4-(120*1)/1,6 = -25 |
1484 |
|
Т3 |
74 |
Z’’’3,4 = (74*2)/2,4-(74*1)/1,6 = +16 |
1317 |
|
|
|
|
|
|
|
|
Итого |
4129 |
|
|
|
|
|
|
|
|
Всего |
13343 |
|
|
|
|
|
|
10 Величину незавершенного производства без учета затрат труда в предыдущих цехах рассчитаем по формуле
|
Z |
|
|
m |
t |
|
|
|
t |
|
|
|
H = |
|
|
∑ |
|
/2 |
+ |
|
|
, |
|||
|
об |
|
|
i |
|
пр |
|
|||||
|
|
|
|
i =1 |
|
|
|
|
|
|
|
где tпр − суммарные затраты времени в предыдущих цехах.
Тогда
H = 56(7,8/(2*60)+0) =3,6 нормо-часа.
11 Длительность производственного цикла определим по формуле
tц = Zсроб Rпр = 561,5 = 84мин =1,4часа.
11
Задание 3
Пусть i-я операция выполняется на станках-дублерах, при этом машинное время работы станка tм = 9 мин, а время занятости рабочего на обслуживающем станке tз = 4 мин. Длительность и структура операций на обслуживаемых станках являются относительно постоянными. Определите оптимальное число станков, если в качестве критерия использовать минимум затрат на единицу продукции. Постройте график многостаночного обслуживания.
Методические указания к выполнению задания:
1 Рассчитаем число станков, на которых может одновременно работать многостаночник по формуле
n = tм /tз +1,
где tv − машинное время работы станка, мин;
tv − время занятости рабочего на обслуживаемом станке. Последний параметр включает следующие элементы
tз = ∑tв + ∑tн + ∑tпер,
где Σtв − суммарное время, необходимое для выполнения всех ручных приемов на станке, мин;
Σtн − суммарное время активного наблюдения за работой станка, требующего присутствия рабочего-многостаночника, мин;
Σtпер − время, затрачиваемое рабочим на переход от одного станка к другому, согласно установленному маршруту движения, мин.
Тогда имеем
n = 9/4+1 = 3,25.
2 Если принять n = 3 станка, то время простоя рабочего-многостаночника определим по формуле
tрпр = tм-(n-1)tз = 9-(3-1)*4 = 1.
Время простоя рабочего в течение цикла многостаночного обслуживания при n = 3 показатель tрпр = 1 мин, а время простоя оборудования tпроб = 0 мин.
12
Если принять n = 4 станка, то время простоя оборудования определим по формуле
tпроб = tм-(n-1)tз = 9-(4-1)*4 = -3. Следовательно, при n = 4 показатели tрпр = 0, а tпроб = 3 мин.
3 Рассчитаем длительность цикла многостаночного обслуживания для двух вариантов по формуле
n
tц = ∑tзi + tпрр . i=1
При n = 3 показатель tц = 4+4+4+1 = 13 мин. При n = 4 этот показатель составит 4+4+4+4+0 = 16 мин.
4 Рассчитаем коэффициент загрузки оборудования для обоих вариантов по формуле
n
Kобз = ∑tоп /ntц , i=1
где tоп = tз + tм.
При n = 3 показатель Кзоб = (13+13+13)/(3*13) = 1. При n = 4 этот показатель составит (13+13+13+13)/(4*16) = 0,81.
5. Рассчитаем коэффициент загрузки рабочего-многостаночника для обоих вариантов по формуле:
n
Kзр = ∑tз /tц. i=1
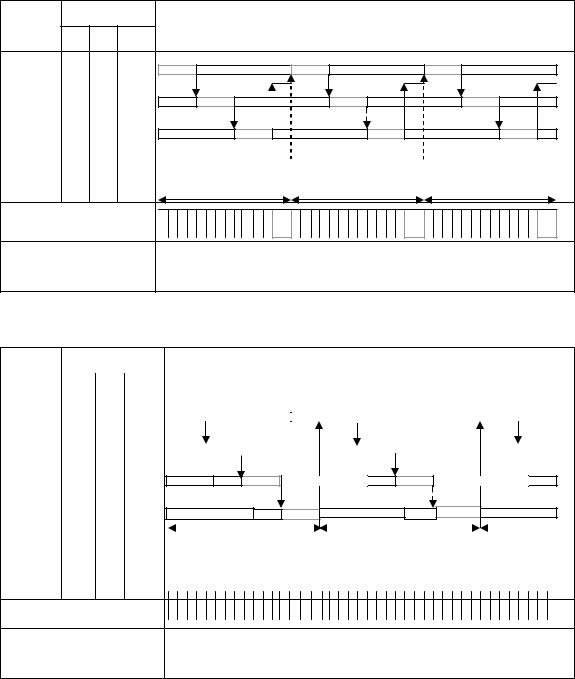
При n = 3 показатель Кзр = (4+4+4)/13 = 0,9. При n = 4 этот показатель составит: (4+4+4+4)/16 = 1 6 Построим графики многостаночной работы по первому (рис.6) и второму (рис.7) вариантам.
7 Определим оптимальное число обслуживаемых станков. Используя в качестве критерия минимум затрат на единицу продукции, рассчитаем целевую функцию по формуле
F = (nC+1)/I,
где C − коэффициент, показывающий отношение затрат, связанный с простоем оборудования, к затратам на содержание одного рабочего;
I − среднее число работающих станков в течение цикла многостаночного обслуживания.
В нижней части рисунков указаны числа действующих станков в первую,
|
|
|
|
13 |
N |
Время, мин |
Цикл работы многостаночника |
||
станка |
tз |
tм |
tоп |
|
1 |
4 |
9 |
13 |
|
2 |
4 |
9 |
13 |
|
3 |
4 |
9 |
13 |
|
Рабочий |
|
|
|
|
Число занятых |
|
|
||
станков |
|
|
|
2 2 2 2 2 2 2 2 2 2 2 2 3 2 2 2 2 2 2 2 2 2 2 2 2 3 2 2 2 2 2 2 2 2 2 2 2 2 3 |
|
|
|
|
|
|
|
Рис.5. График многостаночной работы при n = 3 |
||
N |
Время, мин |
|
|
|
Цикл работы многостаночника |
||||||||||||
станка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
tз |
tм |
tоп |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
4 |
9 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 4 9 13
3 4 9 13
44 9 13
Рабочий
Число занятых
3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2 2 3 2 2
станков
Рис.6. График многостаночной работы при n = 4
вторую, третью и последующие минуты цикла многостаночной работы. Среднее значение I за цикл рассчитаем при n = 3 и n = 4. При n = 4 показатель I = (2+2+2+2+2+2+2+2+2+2+2+2+3)/13 = 2,08. При n = 4 этот показатель составит: (3+2+2+2+3+2+2+2+3+2+2+2+3+2+2+2)/16 = 2,25.
Определим значение F при C = 1;0,5;0,1. При C = 1 расчет будет следующим
F(n = 3) = (3*1+1)/2,08 = 1,92;
14
F(n = 4) = (4*1+1)/2,25 = 2,22. При C = 0,5 данный показатель вычисляется как:
F(n = 3) = (3*0,5+1)/2,08 = 1,20;
F(n = 4) = (4*0,5+1)/2,25 = 1,33. При C = 0,1 выполняются следующие расчеты
F(n = 3) = (3*0,1+1)/2,08 = 0,63;
F(n = 4) = (4*0,1+1)/2,25 = 0,62.
Таким образом, если исходить из критерия минимума затрат на единицу продукции, то при C= 1 и 0,5 следует принять n = 3, а при C=0,1 следует принять n = 4.
Задание 4
Исходные данные для выполнения практической работы содержатся в приложении №3.
В цехе установлено n = 20 единиц оборудования с общим коэффициентом загрузки Кз = 0,54. Определите размер излишнего оборудования, если недозагрузку оборудования на 10% (0,1) необходимо считать нормальным резервом с целью обеспечения надежности производственной системы.
Методические указания к выполнению задания
Расчет общего коэффициента загрузки оборудования производится по формуле
Кз = П/n, где П − производственная программа;
n − количество станков.
Тогда 0,54 = П/20 или П = 10,8.
Если недозагрузку оборудования на 0,1 необходимо считать нормальным резервом с целью обеспечения надежности производственной системы, то для эффективного производства коэффициент загрузки оборудования должен быть равен 0,9, т.е.
0,9 = П/nэ,
где nэ − эффективное количество станков nэ = 10,8/0,9 = 12.