Материал: 2 задачи и 4 вопроса Готово
Вопрос 2. Последовательность и назначение технологических операций при подготовке круглых пил к работе.
Технологический процесс подготовки круглых пил к работе включает в себя следующие операции: 1) чистка и проверка исходного состояния диска пилы (очистка от антикоррозионной смазки, проверка плоскостности диска).
2)Пробивка отверстия под шпильку (производится для пил диаметром более 600 мм).
3)Правка диска пилы выполняется с целью устранения дефектных мест пилы: тарельчатость, крыловатость, изгиб, слабое, тугое место, выпучина, изгиб).
4) проковка-вальцовка диска (наковальня, вальцовочный станок, производится с целью создания растягивающих напряжений в периферийной зоне пилы).
5) заточка зубьев пилы (профилировка).
6) Развод и плющение зубьев (производится с целью уменьшения трения боковых поверхностей о стенки пропила).
7) заточка зубьев пилы (вторичная).
8)Заточка зубьев твердосплавных пил.
9) снятие заусенцев (выполняется с цельюполучения более высокого класса шероховатости граней зубьев).
10) подшлифовка зубьев пил.
11) радиальная и боковая фуговка зубьев (цель: устранение биения пил как по диаметру, так и по торцовым поверхностям).
12) балансировка пилы (выполняется с помощью спец приспособления).
Вопрос 3. Опишите конструкцию и принцип действия круглопильного форматного станка.
Станки этой группы предназначены для раскроя или обрезки по периметру, т.е. на заданный формат различных плитных материалов – фанеры, ДВП, ДСП и т.д.
Обрезка по периметру производится в процессе изготовления материалов на оборудовании, встроенном в технологические линии производства плитных материалов. Наибольшее распространение получили станки, работающие по Г-образной схеме. Станки данного типа состоят из двух одинаковых секций, расположенных под прямым углом друг к другу. Заготовка подается на направляющие устройства 1 первой секции для продольной обрезки с двух сторон. Под направляющими расположен цепной подающий конвейер 11 с упорами 4. Опиленная с двух сторон заготовка проталкивается на направляющие 17 второй секции станка для поперечной обрезки. Здесь она подхватывается упорами своего конвейера 12 и подается на пилы, образующие две другие ее стороны.
Оба конвейера работают от одного привода, что обеспечивает синхронность движений их упоров. При подходе к зоне резания заготовка, базированная по упорам на цепях, выравнивается на направляющих и прижимается к направляющим линейкам 7 и 14 подпружиненными балками 9 и 5. В зоне резания заготовка прижимается к направляющим гладким вальцам 13 и 15, смонтированным в блоки 2, которые, так же как и пильные суппорты, имеют вертикальное настроечное перемещение от винтов 3. Для обрезки заготовок различных размеров в обеих секциях станка все левые по направлению подачи элементы смонтированы на одном блоке, который с помощью 8 и 6 и зубчатых конических 10 и 16 пар может быть переставлен на нужную величину. К недостаткам станков этого типа можно отнести: возможность неперпендикулярного реза из-за перебазирования заготовки с одного конвейера на другой и погрешности в обработке из-за неравномерного вытягивания цепей.
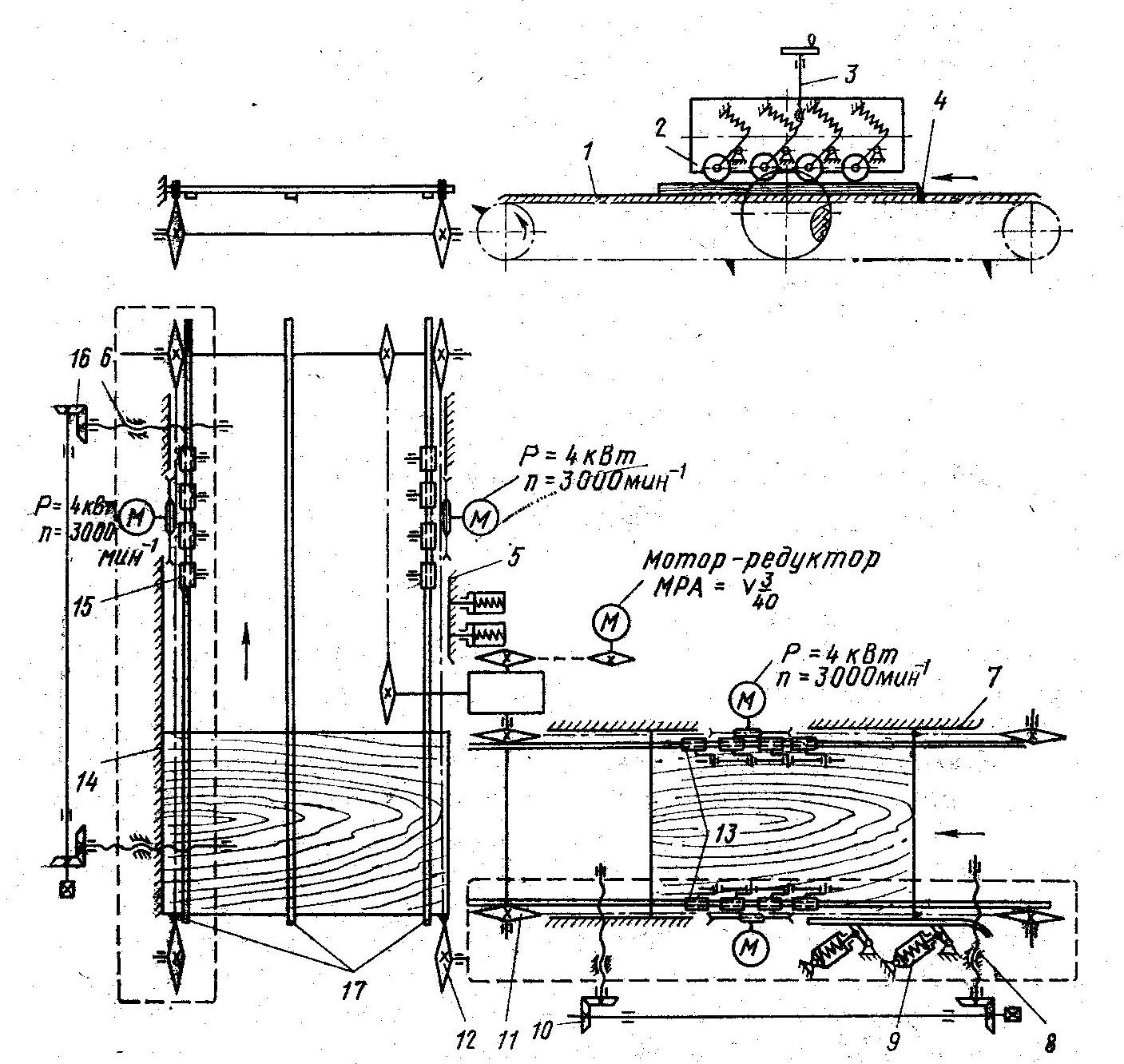
Рис. Кинематическая схема круглопильного форматного станка
Однопильные форматные станки предназначаются для небольших и средних предприятий. Преимущества этих станков – большие возможности в выборе плана раскроя, отсутствие регулировок пил при перенастройке на новый размер, минимальное использование режущего инструмента, сниженный шум, уменьшенное потребление энергии, занимаемой площади и потребности в обслуживающем персонале. Они имеют высокую степень автоматизации и достаточную производительность.
Многопильные форматные станки по характеру перемещения плиты в процессе обработки можно подразделить на три типа: позиционные, позиционно-проходные и проходные.
Позиционные станки. Пачка раскраиваемых плит подается на позицию и фиксируется неподвижно на базирующих элементах. Затем перемещающиеся в продольном и поперечном направлениях пильные суппорты производят раскрой плит. Эта схема аналогична схеме однопильных станков с тем отличием, что на каретке закреплен набор пил.
Позиционно-проходные станки. В них применяется комбинация перемещающегося суппорта и набора неподвижных пил. отличаются же они друг от друга возможностью осуществлять смешанный раскрой и степенью совмещенности операций раскроя во времени.
Проходные станки. Плита вначале раскраивается на продольных пилах 1. Полосы, не нуждающиеся в дальнейшей обработке, снимаются с машины на рольганг 4. Оставшиеся отрезы плиты поступают на две секции с пилами 2 и 3 для поперечного раскроя. Увеличенное до 5-6 число продольных и до 18-20 число поперечных пил создает оптимальные условия для реализации любого плана раскроя.
Вопрос 4. Назначение и классификация долбежных станков.
Долбежные станки служат для обработки труднодоступных частей металлических заготовок,которые невозможно обработать на другом оборудовании. Предназначение данных станков состоит в получении шлицевых щелей, фасонных профилей, шпоночных пазов, плоских поверхностей, пазов в отверстиях и различных канавок путем изъятия излишка металла с обрабатываемой поверхности при долблении в серийном и индивидуальном производстве.
Описание и принцип работы долбежных станков
Долбежные станки относятся к узкопрофильному оборудованию, которое спроектировано для изготовления разнообразных профилей посредством выемки излишнего материала.
Основной узел – долбежный резец – совершает возвратно - поступательные движения в вертикальной плоскости перпендикулярно рабочей поверхности. Все прочие перемещения совершаются закрепленной на рабочей поверхности деталью,обрабатываемой в данный момент на долбежном станке. Размеры обрабатываемой заготовки ограничиваются параметрами рабочей поверхности станка. Габаритные размеры станка ограничиваются наибольшим ходом долбяка, где закреплен резец, и диаметром рабочей поверхности, роль которой выполняет специальный стол.
Движение резца осуществляется благодаря электрическому, механическому либо гидравлическому приводу. Как правило, механическим приводом оснащают небольшие станки, а гидравлическим – крупногабаритные промышленные агрегаты. Механический привод приходит в движение благодаря вращательной кулисе, подключенной к многоскоростным электродвигателям.
Основные узлы и прочие элементы станка надежно закреплены в чугунной станине. В некоторых моделях долбежных станков регулировка рабочего стола может производиться не только в стандартном режиме, но и под углом в 60 градусов.
Основными техническими характеристиками долбежных станков являются максимальный ход рабочего узла и диаметр рабочего стола. Современными машиностроительными предприятиями выпускаются долбежные станки с диаметром стола от 250 до 1700 миллиметров и ходом рабочего узла в пределах 100 -1700 миллиметров.
Для работы на долбежном станке не требуется наличие специальной подготовки. От оператора лишь требуется владеть знаниями по металлообработке.
Типы станков
Долбежные станки бывают универсальными, выполняющими основной спектр операций, и специальными для изготовления определенных деталей (зубчатых колес, пуансонов).
Долбежные станки условно можно разделить на оборудование промышленного назначения (для серийного производства) и станки для индивидуального и мелкосерийного производства.
Сфера применения
Долбежные станки не являются оборудованием массового применения, однако на предприятиях,специализирующихся на обработке металла, без них не обойтись. Долбежные станки используют для обработки металлических заготовок деталей при индивидуальном, мелкосерийном и промышленном производстве. Их используют на крупных и средних предприятиях машиностроения и станкостроения, в ремонтных мастерских и цехах,специализирующихся на механической обработке металлов, а также при изготовлении различных деталей.
Преимущества долбежных станков
Представленные на нашем сайте модели долбежных станков по приемлемой цене отличаются высокой мощностью,которая так необходима при работе с металлом. Двигатели станков рассчитаны на высокую нагрузку, поэтому они прекрасно справятся с выполнением поставленных перед ними задач. Использование высококачественного долбежного станка позволяет помимо долбления или сверления удалять с обрабатываемой поверхности стружку и мелкую пыль, что значительно упрощает процесс обработки и дальнейшей зачистки.
Приложение а
(справочное)
Расчетные формулы для определения общего поправочного множителя апопр
Процесс резания Формула
Пиление
рамной пилой
![]()
Пиление
ленточной пилой
![]()
Пиление
круглой пилой
![]()
Фрезерование
цилиндрическое
![]()
Точение
продольное
![]()
Сверление
Долбление
![]()
Лущение
и строгание шпона
![]()
Таблица 1 – Поправочный множитель аП на породу древесины
Порода древесины |
аП |
Порода древесины |
аП |
Липа |
0,80 |
Лиственница |
1,10 |
Осина |
0,85 |
Береза |
1,25 |
Сосна |
1,00 |
Бук |
1,40 |
Ель |
0,95 |
Дуб |
1,55 |
Ольха |
1,05 |
Ясень |
1,75 |
Таблица 2 – Поправочный множитель аw на влажность древесины
Древесина |
Влажность, W % |
Поправочный множитель аw для процессов резания |
|
Открытого (фрезирования, точения, строгания, лущения) |
Закрытого (пиления) |
||
Очень сухая древесина |
5…8 |
1,10 |
0,90 |
Сухая |
10…15 |
1,00 |
1,00 |
Полусухая |
25…30 |
0,95 |
1,05 |
Сырая |
50…70 |
0,90 |
1,10 |
Проваренная |
более 70 |
0,80 |
- |