Материал: 14-1
36
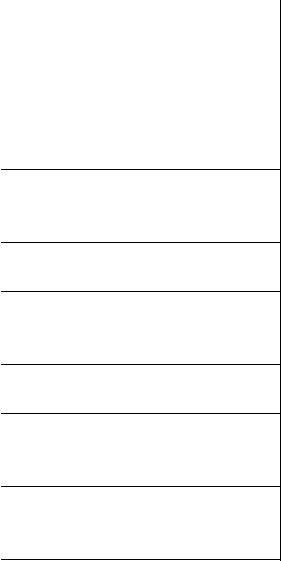
Приложение 3 ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ В ПРОИЗВОДСТВЕ ФАНЕРЫ И СТРОГАНОГО ШПОНА
Технологический |
Контролируемый параметр |
Периодичность |
Требуемое |
Допус- |
|
Средства измерения |
|
участок |
|
|
контроля |
значение |
каемая |
|
|
|
|
|
|
параметров |
погреш |
|
|
|
|
|
|
с пред. |
ность |
|
|
|
|
|
|
отклонения- |
изме- |
|
|
|
|
|
|
ми |
рений |
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
3 |
4 |
5 |
|
6 |
Разделка сырья |
Соответствие состояния |
пилы и |
1 раз в 6 мес. |
|
|
|
|
|
угловых параметров зубьев. |
|
|
|
|
|
|
Поперечный |
Величина провисания |
средней |
1 раз в 6 мес. |
|
|
Линейка проверочная ГОСТ 8026 |
|
раскрой кряжей |
части пильного диска, мм |
|
|
|
|
|
|
|
Величина развода зубьев пилы на |
1 раз в 6 мес. |
|
|
Щупы ГОСТ 882 |
||
|
сторону, мм |
|
|
|
|
|
|
|
Углы заточки зубьев пилы |
|
1 раз в 6 мес. |
|
|
Угломер ГОСТ 5378 |
|
|
Жесткость упоров ограничителей, |
1 раз в 6 мес. |
|
|
Индикатор ИЧ ГОСТ 577 |
||
|
слабина не более, мм |
|
|
|
|
|
|
|
Длина расстояния от упоров до |
1 раз в 6 мес. |
|
|
Рулетка ГОСТ 7502 |
||
|
пильного диска, мм |
|
|
|
|
|
|
|
Длина чурака, мм |
|
ежесменно |
|
|
Рулетка ГОСТ 7502 |
|
|
Перпендикулярность |
пропила |
выборочно 1 раз |
|
|
Линейка |
измерительная ГОСТ 422. |
|
продольной оси чурака (скос), мм, |
в месяц |
|
|
Угольник поверочный ГОСТ 3749 |
||
|
не более |
|
|
|
|
|
|
36
37
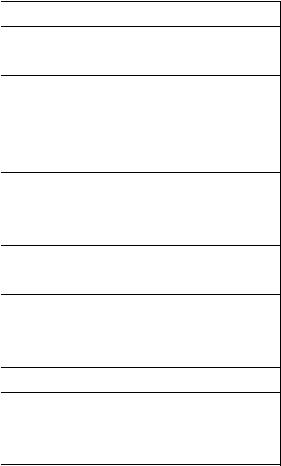
Продолжение прил. 3
1 |
2 |
3 |
4 |
5 |
|
6 |
Гидротермическая |
Диаметр чурака, мм |
ежесменно |
|
|
Скоба мерная ГОСТ 2154 |
|
обработка сырья |
Длина чурака, мм |
ежесменно |
|
|
Рулетка ГОСТ 7502 |
|
|
Температура воды в бассейне, оС |
2-3 раза в смену |
|
|
Потенциометр |
автоматический пока- |
|
|
|
|
|
зывающий ГОСТ 9736 в комплекте с |
|
|
|
|
|
|
термометром |
термоэлектрическим |
|
|
|
|
|
ГОСТ 2616 |
|
|
Продолжительность гидротермо- |
ежесменно |
|
|
Часы электрические ГОСТ 22527 |
|
|
обработки, время выдержки, час |
|
|
|
|
|
Окорка сырья |
Прижим короснимателей, Н (кгс) |
1 раз в 6 мес. |
|
|
Динамометр ГОСТ 13837 |
|
|
Скорость подачи чураков в станок, |
1 раз в 6 мес. |
|
|
Секундомер ГОСТ 5072 |
|
|
мм/мин |
|
|
|
линейка измерительная ГОСТ 427 |
|
|
Частота вращения ротора, мин-1 |
1 раз в 6 мес. |
|
|
Тахометр ТЧ ГОСТ 21339 |
|
|
Площадь неокоренной поверхно- |
выборочно |
|
|
Сетка-шаблон |
|
|
сти, %, не более |
|
|
|
|
|
Центровка чура- |
Точность центровки чурака, раз- |
1 раз в 1 мес. |
|
|
Индикатор ИЧ ГОСТ 577 |
|
ков, лущение и |
брос, мм, не более. Подготовка и |
|
|
|
|
|
рубка шпона |
установка инструмента на лу- |
|
|
|
|
|
|
щильном станке. |
|
|
|
|
|
37
38
|
|
|
|
|
|
|
|
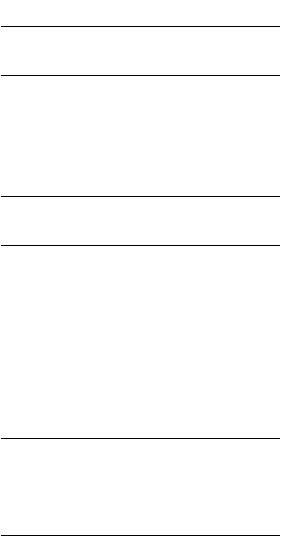
Продолжение прил. 3 |
|
1 |
|
2 |
|
3 |
|
4 |
5 |
6 |
|
|
Угол заточки прижимной линейки, |
замена |
инстру- |
|
|
Угломер ТУ 13-429 |
|
||
|
град. |
|
мента |
|
|
|
|
|
|
|
Прямолинейность заточенной ре- |
замена |
инстру- |
|
|
Линейка проверочная ГОСТ 8026 |
|
||
|
жущей кромки ножа и прижимной |
мента |
|
|
|
|
Щупы ГОСТ 882 |
|
|
|
линейки, мм, не более |
|
|
|
|
|
|
|
|
|
Задний угол лущильного ножа, |
2 раза в 1 мес. |
|
|
Наклономер ТУ 13-427 |
|
|||
|
град. |
|
|
|
|
|
|
|
|
|
Высота режущей кромки ножа от- |
2 раза в 1 мес. |
|
|
Высотомер ТУ 13-428 |
|
|||
|
носительно оси шпинделей, мм |
|
|
|
|
|
Штангенциркуль ШЦ-II, ГОСТ 164 |
|
|
|
Степень обжима шпона; величина |
замена |
инстру- |
|
|
Щупы, набор № 2 ГОСТ 882 |
|
||
|
просвета между кромкой прижим- |
мента, |
измене- |
|
|
Щупы, набор № 4 ГОСТ 882 |
|
||
|
ной линейки и передней гранью |
ние |
толщины |
|
|
|
|
||
|
ножа, мм |
|
шпона |
|
|
|
|
|
|
|
Расстояние между торцовыми но- |
замена |
режуще- |
|
|
Рулетка ГОСТ 7502 |
|
||
|
жами, мм |
|
го инструмента, |
|
|
|
|
||
|
|
|
изменение |
тол- |
|
|
|
|
|
|
|
|
щины шпона |
|
|
|
|
|
|
|
Равномерность |
толщины шпона, |
замена инструм., |
|
|
Микрометр МК ГОСТ 6507 |
|
||
|
мм |
|
изменение |
тол- |
|
|
Толщиномер ТР 10 ГОСТ 11358 |
|
|
|
|
|
щины шпона (2- |
|
|
|
|
||
|
|
|
3 раза в смену) |
|
|
|
|
||
38
39
|
|
|
|
|
|
|
|
|
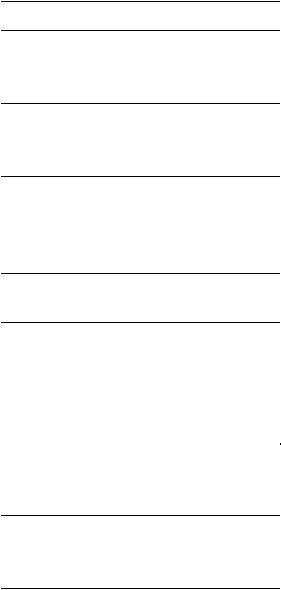
Продолжение прил. 3 |
|
1 |
|
|
2 |
|
3 |
|
4 |
5 |
6 |
|
|
|
|
|
|
|
|
|
|||
|
Шероховатость поверхности |
замена |
|
|
|
По ГОСТ 15612 или по эталону |
|
|||
|
шпона |
|
|
|
инструмента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Величина |
перекрытия |
режущей |
1-2 раза в смену |
|
|
Линейка измерительная ГОСТ 427 |
|
||
|
кромкой ножа рабочих поверхно- |
|
|
|
|
|
|
|||
|
стей линеек, мм |
|
|
|
|
|
|
|
|
|
|
Зазор между линейкой и ножом, |
1-2 раза в смену |
|
|
Щупы № 2 набор ГОСТ 882 |
|
||||
|
мм, не более |
|
|
|
|
|
|
|
|
|
|
Косина листа шпона (удвоенная), |
1-2 раза в смену |
|
|
Линейка измерительная ГОСТ 427 |
|
||||
|
мм, не более |
|
|
|
|
|
|
|
|
|
|
Длина, ширина шпона, мм, не бо- |
1-2 раза в смену |
|
|
Рулетка ГОСТ 7502 |
|
||||
|
лее |
|
|
|
|
|
|
|
|
|
Строгание шпона |
Подготовка и |
установка |
инстру- |
замена |
инстру- |
|
|
Угломер ГОСТ 5878 |
|
|
|
ментов |
на |
шпонострогальном |
мента |
|
|
|
Щупы, набор № 2 ГОСТ 882 |
|
|
|
станке: угол заточки ножа, град. |
|
|
|
|
|
|
|||
|
Расстояние от лезвия ножа до ра- |
|
|
|
|
|
|
|||
|
бочей фаски линейки, мм |
|
2 раза в 1 мес. |
|
|
|
|
|||
|
Прямолинейность лезвия |
ножа и |
1 раз в 6 мес. |
|
|
Линейка поверочная, ГОСТ 8026-75 |
|
|||
|
нажимной кромки прижимной ли- |
|
|
|
|
Щупы, ГОСТ 882-75 |
|
|||
|
нейки, мм, отклонение не более |
|
|
|
|
|
|
|||
|
Равномерность |
толщины шпона, |
замена |
инстр.; |
|
|
Микрометр МК ГОСТ 6507 |
|
||
|
мм |
|
|
|
изменен. толщи- |
|
|
Толщиномер ТР-10 ГОСТ 11358 |
|
|
|
|
|
|
|
ны шпона |
|
|
|
|
|
39
40
|
|
|
|
|
|
Продолжение прил. 3 |
|
1 |
2 |
3 |
4 |
5 |
|
6 |
|
|
Шероховатость поверхности |
замена |
|
|
|
|
|
|
шпона |
инструмента |
|
|
|
|
|
Сушка шпона |
Параметры агента сушки |
ежесменно |
|
|
Потенциометр автоматический, пока- |
|
|
|
температура, оС |
|
|
|
зывающий ГОСТ 9736 в комплекте с |
|
|
|
|
|
|
|
термометром |
термоэлектрическим |
|
|
|
|
|
|
ГОСТ 6616 |
|
|
|
Относительная влажность, % |
ежесменно |
|
|
Термометр стеклянный технический |
|
|
|
|
|
|
|
ГОСТ 2823, сухой и увлажненный |
|
|
|
Скорость, м/с, не менее |
не менее 1 раза в |
|
|
Анемометр ГОСТ 6376 |
|
|
|
|
6 мес. |
|
|
|
|
|
|
Давление пара, МПа |
ежесменно |
|
|
Манометр ОБМ ГОСТ 2406 |
|
|
|
Температура газов при сжигании |
1 раз в 6 мес. |
|
|
Потенциометр автоматический, пока- |
|
|
|
топлива, оС |
|
|
|
зывающий ГОСТ 9736 в комплекте с |
|
|
|
|
|
|
|
термометром |
термоэлектрическим |
|
|
|
|
|
|
ГОСТ 6616 |
|
|
|
Содержание углекислого газа, % |
1 раз в 6 мес. |
|
|
Газоанализатор |
(интерферометр) |
|
|
|
|
|
|
ГОСТ 7018 |
|
|
|
Время прохождения шпона через |
ежесменно |
|
|
Секундомер ГОСТ 5072 |
|
|
|
сушилку, время загрузки и вы- |
|
|
|
|
|
|
|
грузки, мин, не более |
|
|
|
|
|
|
40