Материал: 1111
тановленного заводом-изготовителем. В течение года очистные установки не работали в течение 3 % рабочего времени.
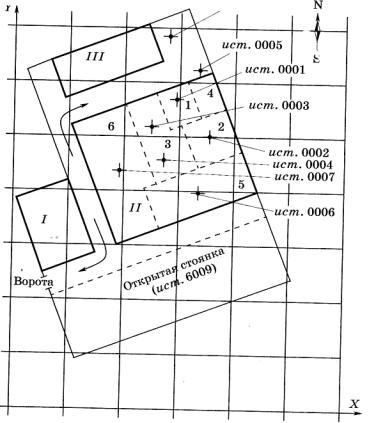
Рис. 3.1. План-схема территории автокомбината:
1 – механический участок; 2 – участок сварки; 3 – участок окраски; 4 – участок деревообработки; 5 – участок ТО и ТР; 6 – крытая стоянка; I – административный корпус; II – производственный корпус; III – котельная
Механический цех (источник выброса 0001) оснащен общеобменной вентиляцией. Вытяжная вентиляционная система источника 0003 удаляет загрязняющие вещества, выделяющиеся при нанесении лакокрасочных материалов (ЛКМ) в окрасочной камере, а на конце воздуховода источника 0004 установлен фильтр для улавливания аэрозоля и каталитический конвектор для обезвреживания газообразных ЗВ. В течение года очистные установки не работали в течение 8 % рабочего времени. Вытяжная вентиляционная система источника 0008 (котельная) удаляет вредные вещества и снабжена циклоном с проектной эффективностью 86–89 %.
56
Необходимо рассчитать проект нормативов ПДВ и проект нормативов СЗЗ по приведенным выше данным и табл. 3.1 – 3.12.
В табл. 3.10 – 3.11 представлены сведения о количестве, марках транспортных средств, находящихся на балансе предприятия, маршрутах движения по территории, местах стоянок, сведения о расходе, типе, составе используемого сырья, материалах и топливе по результатам прошлого года.
Котельная автокомбината работает только в отопительный сезон
– с октября по апрель, а остальные производственные участки – равномерно весь год. Использование резервного топлива в котельной не предусмотрено. В котельной работают два котла.
Отопление, водоснабжение и прием хозяйственно-бытовых и ливневых стоков предприятия осуществляются по договору.
Режим работы предприятия – односменный при пятидневной рабочей неделе. Среднесписочная численность сотрудников предприятия – 240 человек.
Оформить проекты нормативов ПДВ и СЗЗ по примерам разделов
1 и 2.
57
|
|
Исходные данные заданий по расчету выделения ЗВ при механической обработке металлов |
Таблица 3.1 |
|||||||||||
|
|
|
|
|||||||||||
|
Ва- |
|
|
Станочный парк |
|
|
|
Среднее время обработки |
|
Обрабаты- |
|
|||
|
ри- |
|
|
|
|
|
|
|
металла на одном станке |
|
ваемый |
|
||
|
ант |
Тип стан- |
Мощ- |
Диаметр |
Максималь- |
В т.ч. |
Общее |
В т.ч. |
часов |
дней в |
часов |
|
металл |
|
|
|
ков |
ность |
абразив- |
ное число |
рабо- |
количе- |
рабо- |
в год |
год |
в день |
|
|
|
|
|
|
двига- |
ного |
станков, рабо- |
таю- |
ство |
таю- |
|
|
|
|
|
|
|
|
|
теля, |
круга, |
тающих одно- |
щих с |
станков, |
щих с |
|
|
|
|
|
|
|
|
|
кВт |
мм |
временно, шт. |
СОЖ |
шт. |
СОЖ |
|
|
|
|
|
|
|
1 |
Токарные, |
5,5 |
– |
3 |
1 |
3 |
1 |
– |
250 |
8 |
|
|
|
|
2 |
одношпин- |
0,65 |
– |
4 |
1 |
6 |
2 |
– |
200 |
11 |
|
Латунь |
|
|
3 |
дельные |
1,5 |
– |
9 |
4 |
11 |
5 |
– |
300 |
8 |
|
|
|
58 |
4 |
|
3 |
– |
11 |
7 |
11 |
7 |
3200 |
– |
– |
|
|
|
5 |
Плоско- |
10 |
250 |
9 |
5 |
10 |
7 |
– |
215 |
9 |
|
Чугун |
|
|
|
6 |
шлифоваль- |
3,5 |
250 |
5 |
1 |
5 |
2 |
2300 |
– |
– |
|
|
|
|
7 |
ные |
5,5 |
250 |
8 |
6 |
10 |
7 |
– |
325 |
8 |
|
|
|
|
8 |
Токарные, |
14 |
– |
2 |
1 |
9 |
5 |
5400 |
– |
– |
|
|
|
|
9 |
многошпин- |
22 |
– |
8 |
3 |
11 |
4 |
– |
200 |
16 |
|
|
|
|
10 |
дельные |
18 |
– |
6 |
3 |
8 |
6 |
– |
215 |
7 |
|
Латунь |
|
|
11 |
|
28 |
– |
5 |
3 |
6 |
4 |
950 |
– |
– |
|
|
|
|
12 |
Шлиф. уни- |
3,5 |
125 |
7 |
5 |
11 |
6 |
– |
200 |
5 |
|
Сталь |
|
|
13 |
версально- |
7 |
200 |
4 |
3 |
6 |
6 |
– |
235 |
13 |
|
конструк- |
|
|
14 |
заточные |
5 |
125 |
10 |
7 |
10 |
8 |
– |
250 |
10 |
|
ционная |
|
|
15 |
Точильно- |
10 |
400 |
3 |
1 |
6 |
3 |
990 |
– |
– |
|
|
|
|
16 |
шлифо- |
6 |
400 |
8 |
4 |
9 |
6 |
4550 |
– |
– |
|
|
|
|
17 |
вальные |
3,5 |
400 |
7 |
2 |
8 |
3 |
– |
300 |
11 |
|
|
|
|
18 |
Токарные, |
8 |
– |
6 |
4 |
7 |
5 |
1050 |
– |
– |
|
|
|
|
19 |
многорезцо- |
19 |
– |
5 |
2 |
7 |
5 |
880 |
– |
– |
|
|
|
|
20 |
вые |
12 |
– |
6 |
4 |
6 |
5 |
– |
315 |
6 |
|
|
|
58

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.2 |
||
|
|
|
Исходные данные заданий по расчету выделения ЗВ при механической обработке металлов |
|
|
||||||||||||
|
Ва- |
|
|
|
Станочный парк |
|
|
|
|
Среднее время обработки |
Обрабаты- |
|
|||||
|
ри- |
|
|
|
|
|
|
|
|
|
|
металла на одном станке |
ваемый |
|
|||
|
ант |
Тип стан- |
Мощ. |
Диаметр |
Максим. чис- |
В т.ч. с |
Общее |
В т.ч. с |
часов |
дней в |
часов |
металл |
|
||||
|
|
|
ков |
двига- |
абразив. |
ло станков, |
СОЖ |
кол-во |
СОЖ |
в год |
год |
в день |
|
|
|
||
|
|
|
|
теля, |
круга, |
работ. одно- |
|
станков, |
|
|
|
|
|
|
|
||
|
|
|
|
кВт |
мм |
временно, шт. |
|
шт. |
|
|
|
|
|
|
|
||
|
1 |
Зубофрезер- |
2,0 |
– |
6 |
|
4 |
8 |
6 |
850 |
– |
– |
|
|
|
||
|
2 |
ные |
20 |
– |
5 |
|
2 |
7 |
2 |
– |
245 |
8 |
Латунь |
|
|||
|
3 |
Вертикально- |
14 |
– |
3 |
|
1 |
4 |
1 |
– |
160 |
5 |
|
|
|
||
|
4 |
фрезерные |
20 |
– |
2 |
|
1 |
3 |
1 |
910 |
– |
– |
Сталь |
кон- |
|
||
|
5 |
Фрезерные |
10 |
– |
9 |
|
4 |
11 |
6 |
– |
265 |
5 |
струкцион- |
|
|||
|
6 |
специальные |
8 |
– |
4 |
|
2 |
6 |
2 |
480 |
– |
– |
ная |
|
|
||
59 |
7 |
|
|
4 |
– |
6 |
|
1 |
7 |
3 |
– |
160 |
5 |
Алюми- |
|
||
8 |
Горизон- |
10 |
– |
4 |
|
1 |
5 |
2 |
– |
254 |
1,5 |
ниевый |
|
||||
|
|
|
|||||||||||||||
|
9 |
тально- |
9 |
– |
2 |
|
1 |
4 |
1 |
538 |
– |
– |
сплав |
|
|
||
|
10 |
фрезерные |
6 |
– |
7 |
|
3 |
10 |
4 |
– |
180 |
4,5 |
Латунь |
|
|||
|
11 |
Зубодолбеж- |
6,5 |
– |
6 |
|
1 |
8 |
2 |
950 |
– |
– |
|
|
|
||
|
12 |
ные |
7 |
– |
8 |
|
3 |
10 |
5 |
1050 |
– |
– |
Чугун |
|
|
||
|
13 |
Заточные |
– |
100 |
5 |
|
2 |
9 |
2 |
– |
200 |
7 |
|
|
|
||
|
14 |
|
|
– |
450 |
9 |
|
2 |
11 |
3 |
– |
190 |
6 |
|
|
|
|
|
15 |
|
|
– |
250– |
4 |
|
1 |
9 |
3 |
950 |
– |
– |
Бронза |
|
|
|
|
16 |
Вертикально- |
10 |
– |
8 |
|
1 |
9 |
2 |
1150 |
– |
– |
бериллиевая |
|
|||
|
17 |
расточные |
6 |
– |
4 |
|
1 |
7 |
1 |
– |
215 |
6 |
|
|
|
||
|
18 |
Специально- |
22 |
– |
3 |
|
1 |
7 |
2 |
790 |
– |
– |
Сталь |
инст- |
|
||
|
19 |
расточные |
4,2 |
– |
5 |
|
2 |
9 |
3 |
– |
254 |
5 |
рументаль- |
|
|||
|
20 |
|
|
40 |
– |
2 |
|
1 |
3 |
1 |
– |
185 |
3 |
ная |
|
|
|
|
|
|
|
|
|
|
|
59 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.3 |
|
|
|
Исходные данные заданий по расчету выделения ЗВ при механической обработке металлов |
||||||||||
|
Ва- |
|
Станочный парк |
|
|
|
Среднее время обработки |
Обрабаты- |
|
|||
|
ри- |
|
|
|
|
|
|
металла на одном станке |
ваемый |
|
||
|
ант |
Тип станков |
Мощ. дви- |
Максим. чис- |
В т.ч. с |
Общее |
В т.ч. с |
часов |
дней в |
часов |
металл |
|
|
|
|
гателя, |
ло станков, |
СОЖ |
кол-во |
СОЖ |
в год |
год |
в день |
|
|
|
|
|
кВт |
работ. одно- |
|
станков, |
|
|
|
|
|
|
|
|
|
|
временно, шт. |
|
шт. |
|
|
|
|
|
|
|
1 |
Вертикально - |
3 |
3 |
1 |
5 |
1 |
670 |
– |
– |
Бронза |
|
|
2 |
сверлильные |
7 |
5 |
3 |
9 |
4 |
910 |
– |
– |
бериллие- |
|
|
3 |
|
2 |
8 |
7 |
10 |
9 |
– |
310 |
4 |
вая |
|
|
4 |
|
10 |
8 |
6 |
11 |
8 |
– |
255 |
7 |
Сталь |
|
|
5 |
Специально - |
10 |
4 |
2 |
6 |
2 |
– |
245 |
8 |
конструк- |
|
60 |
6 |
сверлильные |
2 |
9 |
3 |
9 |
3 |
– |
300 |
5 |
ционная |
|
7 |
|
6 |
5 |
1 |
8 |
2 |
950 |
– |
– |
Алюми- |
|
|
|
|
|
||||||||||
|
8 |
Вертикально - |
10 |
8 |
6 |
10 |
7 |
1110 |
– |
– |
ниевый |
|
|
9 |
сверлильные |
4 |
9 |
2 |
11 |
3 |
765 |
– |
– |
сплав |
|
|
10 |
|
8 |
5 |
2 |
7 |
2 |
980 |
– |
– |
Латунь |
|
|
11 |
|
6 |
9 |
3 |
12 |
4 |
– |
357 |
3 |
|
|
|
12 |
Специально - |
9 |
5 |
1 |
6 |
2 |
– |
160 |
6 |
Чугун |
|
|
13 |
сверлильные |
1 |
5 |
2 |
7 |
2 |
– |
140 |
4 |
|
|
|
14 |
|
7 |
4 |
2 |
9 |
3 |
985 |
– |
– |
|
|
|
15 |
|
4 |
11 |
4 |
11 |
5 |
– |
215 |
6 |
|
|
|
16 |
|
8 |
6 |
1 |
8 |
1 |
870 |
– |
– |
|
|
|
17 |
|
3 |
8 |
2 |
9 |
3 |
1000 |
– |
– |
|
|
|
18 |
|
1 |
5 |
1 |
8 |
3 |
– |
160 |
6 |
|
|
|
19 |
|
5 |
9 |
4 |
10 |
5 |
– |
280 |
6 |
|
|
|
20 |
|
9 |
7 |
3 |
8 |
4 |
890 |
– |
– |
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|