Курсовая работа (т): Техпроцесс изготовления коробчатой балки
Техпроцесс изготовления коробчатой балки
Содержание
Введение
. Описательная часть
.1 Описание конструкции коробчатой балки
.2 Обоснование выбора материала
. Расчетно-технологическая часть
.1 Особенности сварки в среде углекислого газа
.2 Подготовка металла к сварке
.3 Сварочные материалы
.4 Режимы сварки
.5 Сборочно-сварочное оборудование и инструмент
.6 Контроль качества
. Организационно-экономическая часть
.1 Эффективность сварки в среде углекислого газа
.2 Охрана труда и пожарная безопасность при сварке в среде углекислого газа
Список использованных источников
Введение
Сварка получила большое развитие и является одним из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном хозяйстве. Без нее сейчас немыслимо производство кораблей, турбин, котлов, самолетов, мостов, реакторов и других конструкций.
Сваркой называется технологический процесс получения неразъемных соединений, характеризующихся межатомной или межмолекулярной связью.
В 1802 г. русский ученый В.В. Петров (1761-1834 гг.) открыл электрический дуговой разряд и указал на возможность его использования для расплавления металлов. Своим открытием В. В. Петров положил начало развитию новых отраслей технических знаний, получивших в последствии практическое применение сначала в электродуговом освещении, а затем при электрическом нагреве, плавке и сварке металлов.
В 1882 г. русский инженер Н.Н. Бенардос (1842-1904 гг.), работая над созданием крупных аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им были также разработаны способы дуговой сварки в защитном газе, дуговой резки металлов.
Способ дуговой сварки получил дальнейшее развитие в работах русского инженера Н.Г. Славянова (1854-1897 гг.), предложившего в 1888 г. производить сварку плавящимся металлическим электродом.
С именем Н.Г. Славянова связанно развитие металлургических основ электрической дуговой сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора. Им предложены флюсы, позволяющие получать высококачественный металл сварных швов.
Изобретения Н.Н. Бенардоса и Н.Г. Славянова были запатентованы и использованы не только в России, но и во всех промышленно развитых странах.
В конце 40-х годов получил промышленное применение способ дуговой сварки в защитных газах. Газ для защиты зоны сварки впервые использовал американский ученый А. Александер еще в 1928 г. Однако в те годы этот способ не нашел серьезного промышленного применения из-за сложности получения защитных газов. Сварка в среде углекислого газа за счет увеличения мощности сварочной дуги и надежности изоляции плавильного пространства от окружающего воздуха позволяет резко повысить производительность процесса, обеспечить стабильность качества сварного соединения, улучшить условия труда и получить экономию материалов и электроэнергии. Высокое качество сварного соединения и равнопрочность его с основным металлом предопределяют применение сварки в среде углекислого газа при изготовлении конструкций из различных сталей. Пригодные для массового применения газы (гелий и аргон в США, углекислый газ в СССР) и различные смеси газов.
Сварку неплавящимся (угольным) электродом в
углекислом газе впервые осуществил Н.Г. Остапенко. Затем усилиями коллективов
ЦНИИТМАШа, Института электросварки им. Е.О. Патона и ряда промышленных
предприятий был разработан способ дуговой сварки в углекислом газе плавящимся
электродом. Использование дешевых защитных газов, улучшение качества сварки и
повышение производительности процесса обеспечили широкое применение этого
способа главным образом при полуавтоматической сварке различных конструкций.
Объем применения полуавтоматической сварке в защитных газах из года в год
возрастает. Её используют в место ручной дуговой сварки покрытыми электродами и
полуавтоматической сварке под слоем флюса.
1. Описательная часть
.1 Описание конструкции коробчатой балки
В машиностроении балки являются основными
элементами рамных конструкций (вагонов, автомобилей, экскаваторов,
сельско-хозяйственных машин и фундаментных рам). В строительстве балки являются
элементами кранов, перекрытий мостов и других сооружений. Сварные балки
изготавливают тавровыми, двутавровыми и коробчатыми. Электросварка позволяет
получать балки с несимметричными полками, со стенками переменного сечения, а
так же балки с вырезами. Сварные балки из гнутых листовых элементов наиболее
технологичны. Они имеют меньшую массу по сравнению со сварными балками из литых
и прокатных элементов. Кроме того, гибка сокращает объем сварочных работ. Балки
коробчатого сечения чаще всего используются при изготовлении конструкций
мостовых кранов и такие балки могут иметь большую длину. В этом случае полки и
стенки составляются из листов, свариваемых встык. Для повышения жесткости и
предотвращения скручивания внутри балки устанавливают ребра жесткости, которые
называются диафрагмы. Причем существует определенная схема расстановки,
согласно которой между двумя большими диафрагмами устанавливаются 3 малые
диафрагмы, высота которых примерно составляет половину высоты большой диафрагмы.
Расстояние между малыми диафрагмами 500-600 мм. Первая диафрагма
устанавливается на расстоянии от края не более 1 м. Рассматриваемая в курсовом
проекте балка состоит из 2-х вертикальных и 2-х горизонтальных листов (рис. 1).
Каждый горизонтальный лист состоит из 3-х частей размерами 12x350x2000 и 2-х
12х350х1000 (рис. 2).Каждый вертикальный лист состоит из 3-х частей размерами
10x826x2000 и 2-х частей 10х826х1000 (рис. 3). Для повышения жесткости
устанавливаются 3 большие диафрагмы и 11 малых диафрагм (рис. 4). Полки и
стенки сварены из частей двусторонним стыковым швом полуавтоматической сваркой
в среде углекислого газа с последующей зачисткой заподлицо. Полки со стенками
сварены полуавтоматической сваркой в среде углекислого газа. Диафрагмы
приварены к полке и стенкам полуавтоматической сваркой в среде углекислого газа
односторонним швом.
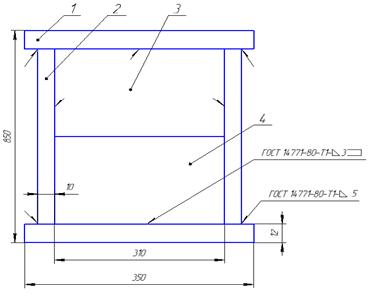
Рисунок 1- Схема коробчатой балки
- Полка 2- Стенка 3- Малая диафрагма 4- Большая
диафрагма.
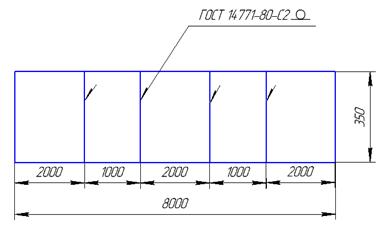
Рисунок 2. Схема полки из листов
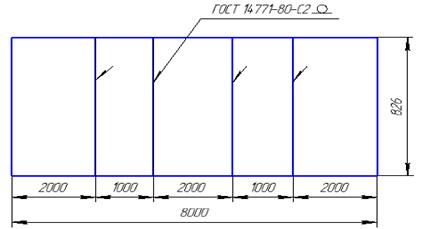
Рисунок 3. Схема стенки их листов
Принимаем что до первой большой диафрагмы 1000 мм.
Определяем расстояние, на котором будут устанавливать диафрагмы:
-2*1000=6000 мм
Принимаем расстояние между диафрагмами 500 мм, тогда одна группа будет занимать 2000 мм.
Определяем количество групп:
:2000=3 г.
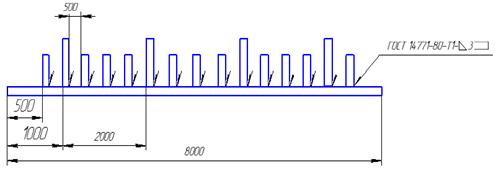
Рисунок - 4 Схема расстановки диафрагм.
.2 Обоснование выбора материала
Низколегированными называются стали, содержащие до 0,2% С и до 2-3% в основном недефицитных легирующих элементов. Они ненамного дороже углеродистых, но обладают рядом важных преимуществ: более высоким пределом текучести, что позволяет снизить расход металла на 15-30%; пониженной склонностью к механическому старению; повышенной хладостойкостью; лучшей коррозионной стойкостью и износостойкостью; возможностью значительно повысить после закалки и отпуска прочность, вязкость, износостойкость и снизить чувствительность к надрезу.
Всё это в сочетании с хорошей свариваемостью обусловило широкое применение этих сталей при изготовлении трубопроводов и аппаратов, всевозможных сварных конструкций в вагоностроении, автомобилестроении, сельско-хозяйственном машиностроении и других областях. Стали не флокено-чувствительны и не склонны или мало склонны к отпускной хрупкости.
Эта сталь относится к первой группе свариваемости, то есть хорошо сваривается в широком диапазоне режимов, независимо от толщины металла и температуры окружающей среды
Входящие элементы влияют на свойства стали:
Углерод (С) находится в стали обычном виде химического соединения Fe3C, называемого цементитом. С увеличением содержания углерода до 1,2% твердость, прочность и хрупкость стали увеличиваются, но пластичность и сопротивление удару понижается, а обрабатываемость и свариваемость ухудшается. Также увеличивается порог хладноломкости (0,1% с повышением температуры порога хладноломкости на С), предел текучести, величина электрического сопротивления и коэрцитивная сила. При этом снижается плотность, теплопроводность, вязкость, пластичность, величины относительных удлинения и сужения, а также величина остаточной индукции. Существенную роль играет то, что изменение физических свойств приводит к ухудшению целого ряда технологических характеристик- таких, как деформируемость при штамповке, свариваемость и другие. Так, хорошей свариваемостью отличаются низкоуглеродистые стали. Сварка средне- и особенно высокоуглеродистых сталей требует применения подогрева, замедляющего охлаждение, и других технологических операций, предупреждающих образование трещин.
Кремний (Si) является не карбидообразующим элементом, его количество в стали ограничивают до 2%. Он значительно повышает предел текучести стали. Кремний вводят в сталь как активный раскислитель, восстанавливающий железо из окислов и способствующий получению плотного слитка. В мартеновской стали содержится от 0,12-0,35% кремния, а в бессемеровской от 0,1-1,5%. Повышение содержания кремния указывает на недостаточную раскисленность стали. Кремний в количестве более 1% оказывает особое влияние на свойства стали. Снижает вязкость и повышает порог хладноломкости; содержание от 1-1,5% кремния увеличивает прочность, причем вязкость сохраняется. При большем содержании кремния увеличивается электросопротивляемость и магнитная проницаемость. Кремний увеличивает также упругость, кислостойкость, окалиностойкость. Кремний широко используется при выплавке стали как раскислитель. Легирование кремнием увеличивает жаростойкость. Содержание кремния в стали ограничивают, поскольку он повышает склонность стали к тепловой хрупкости.
Марганца (Мn) в обыкновенной углеродистой стали содержится до 0,1%, в сталь его вводят до 1,5%. Он распределяется между ферритом и цементитом. Марганец связывает серу в соединение МnS, препятствует образованию вредного соединения FeS, кроме того, марганец вводят при раскислении жидкой стали ферромарганцем. При содержании более 1% увеличивает твердость, повышается прочность, износоустойчивость и стойкость против ударных нагрузок, не уменьшая пластичности. Марганец, подобно никелю, снижает критическую скорость охлаждения, но в отличии от последнего уменьшает и вязкость феррита. Марганец используется для частичной замены никеля с целью получения нужного сочетания механических свойств стали, а также с учетом меньшей стоимости марганца.
Хром (Cr) повышает твердость, и прочность стали, незначительно уменьшая пластичность, увеличивает коррозионную стойкость. Содержание больших количеств хрома в составе стали придает ей нержавеющие свойства и обеспечивает устойчивость магнитных сил. Хром оказывает благоприятное влияние на механические свойства конструкционной стали. Его вводят в сталь в количестве до 2%, он растворяется в феррите и цементите.
Никель (Ni) сообщает стали коррозионную стойкость, высокую прочность и пластичность, увеличивает прокаливаемость, повышает сопротивление удару, оказывает влияние на изменение коэффициента теплового расширения. Никель увеличивает плотность, так как является хороших раскислителем. Никель увеличивает пластичность и вязкость стали, снижает температуру порога хладноломкости и уменьшает чувствительность стали к концентраторам напряжения.
Сера (S) находятся в стали главных образом в виде сульфида железа FeS и является вредной примесью. Она сообщает, стали хрупкость при высоких температурах (например ковке) свойство, которое называется красноломкостью. Сера увеличивает истираемость стали, понижает сопротивление усталости и уменьшает коррозионную стойкость.
Фосфор (P) также является вредной примесью. Он
образует с железом соединение FeP, которое растворяется в железе. Кристаллы
этого химического соединения очень хрупки, обычно они располагаются по границам
зерен, резко ослабляя связь между ними, вследствие чего сталь приобретает очень
высокую хрупкость в холодном состоянии, фосфор сообщает стали хладноломкость.
2. Расчетно-технологическая
часть
2.1 Особенности сварки в среде углекислого газа
Сущностью и отличительной особенностью дуговой сварки в защитных газах является защита расплавленного и нагретого до высокой температуры основного и электродного металла от вредного влияния воздуха защитными газами, обеспечивающими физическую изоляцию металла и зоны сварки от контакта с воздухом и заданную атмосферу в зоне сварки.
При дуговой сварке применяют два основных способа газовой защиты: местную и общую в камерах (сварка в контролируемой среде). Наиболее распространенной является струйная местная защита в потоке газа, истекающего из сопла сварочной горелки. Качество струйной защиты зависит от конструкции и размеров сопла 1,расхода защитного газа и расстояние L от среза сопла А-А до поверхности свариваемого материала. В строении газового потока различают две области (рис.5): ядро струи 2 и периферийный участок 3. При истечении в окружающую среду в ядре потока 2 сохраняются скорость и состав газа не имеющиеся в сечении А-А на срезе сопла. Периферийная же часть потока 3 представляет собой область, в которой защитный газ смешивается с окружающим воздухом, а скорость в любом сечении по длине потока изменяется от первоначальной (имеющейся на срезе сопла) до нулевой на внешней границе струи. Поэтому надежная защита металла может осуществляться только в пределах ядра потока. Чем больше высота H этого участка, тем выше его защитные свойства. Максимальная высота H наблюдается при ламинарного истечении газа из сопла. При турбулентном характере истечения газа такое строение потока нарушается и защитные свойства его резко падают. Характер истечения зависит от конфигурации проточной части сопла, его размеров и расходов газа. На практике применяют три вида сопл: конические, цилиндрические и профилированные (рис.6).
Расход защитного газа выбирают оптимальным для обеспечения истечения струи, близкого к ламинарному. Для улучшения струйной защиты, на входе в сопло в горелке устанавливают мелкие сетки, пористые материалы, позволяющие дополнительно выравнивать поток газа на выходе из сопла. При сварке со струйной защитой возможен подсос воздуха в зону сварки. Для улучшения и увеличения области защиты, особенно при сварке активных материалов, к соплу горелки крепят дополнительные колпаки-приставки.
Достоинства сварки в защитных
газах - высокая производительность, высокое качество защиты, доступность
наблюдения за процессом горения дуги, простота механизации и автоматизации,
возможность сварки в различных пространственных положениях. Сварка в защитных
газах может выполнятся неплавящимся и плавящимся электродами.
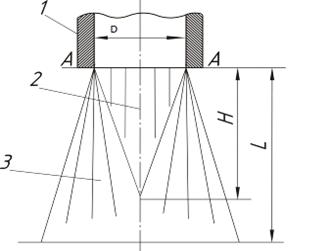
Рисунок 5 - Схема газового
потока из сопла сварочной горелки. 1 - сопло горелки;2 - ядро потока;3 -
периферийная область;L
- расстояние от реза до детали;AA
- сечение среза сопла;D
- диаметр сопла.
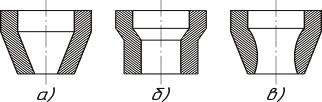
Рисунок 6 - Форма сопел
сварочных горелок а - коническая; б - цилиндрическая; в - профилированная.
2.2 Подготовка металла к сварке
Подготовка включает следующие операции, резка, правка, разметка и очистка металла от различных загрязнений.
Резка может быть заготовительной или использоваться как операция изготовления деталей без последующей механической обработки. Резка может осуществляться двумя способами: механическим и термическим. Чаще используется механическая резка. Механическая резка ведется на гильотинных и дисковых ножницах, на пресс - ножницах и вибрационных ножницах. Из-за больших пластических деформаций в месте реза, на кромках появляется наклеп. В зависимости от толщины металла область наклепа может распространятся на 4-6 мм от кромки. В ответственных конструкциях явление наклепа на кромках не допускается поэтому для таких конструкций производят строгание кромок с целью удаления всей области наклепанного металла.
При изготовлении коробчатой балки из листового проката используется резка на гильотинных ножницах, которые дают чистый рез и практически не деформируют заготовку. При этом резка ведется по упорам, что сокращает трудоемкость, так как исключается разметка.
Разметка детали является трудоемкой операцией и требует высокой квалификации рабочего. Более производительной является наметка, которая осуществляется с помощью шаблонов, но при изготовлении крупногабаритных сварных узлов, с большим количеством деталей, наметка невозможна. При изготовлении коробчатой балки, разметка используется при установке диафрагм на полку. она ведется с использованием рулетки, штангельциркуля и чертилки.
Очистка металла от окалины, ржавчины, оксидных
пленок и других загрязнений, является трудоемкой операцией и зависит от марки
материала, способа сварки и требований к качеству конструкции, кроме того
учитывается тип производства и объем выполняемых работ. Для удаления окалины в
единичном производстве используют метод механической зачистки кромок
проволочной щеткой или шлифовальной машинкой. Для зачистки кромок большой длины
можно использовать зачистку иглофрезой. Иглофреза представляет собой круглую
щетку из металлических самозатачивающихся проволок, которая вращается и может
снимать слой металла, толщиной от 0,5 мм до 3 мм, этот способ является высокопроизводительным.
К химическим способам очистки относятся: травление и обезжиривание. Травление
используется только для алюминиевых сплавов, а обезжиривание для легированных
сталей и конструкционных качественных сталей с высокой чистотой отделки поверхности.
Для очистки поверхности заготовок из низколегированых сталей используется метод
обезжиривания в растворе следующего состава: тринатрийфосфат - 50 г/л;
кальцинированная сода - 25 г/л; едкий натрий - 40 г/л.