Материал: Сборник трудов победителей конкурса на лучшую научную работу студентов и аспирантов ВГТУ
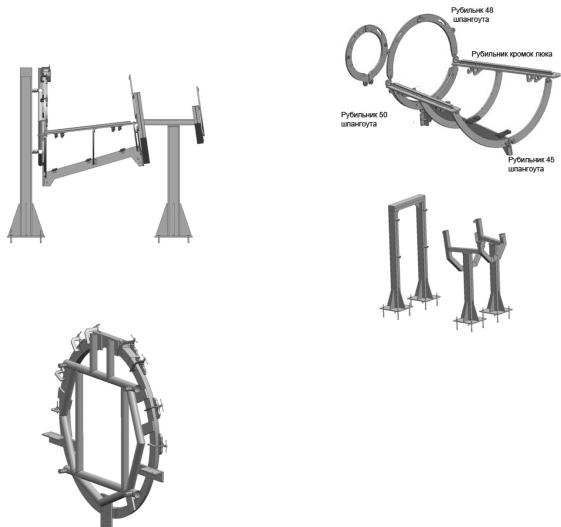
стапеля, состоит из 4 колонн и рам в зонах 48 и 50 шпангоутов, на которых устанавливаются рубильники.
Рис. 4. Схема предлагаемой оснастки
В отдельную структуру выделен макетимитатор 45 шпангоута.
Рис. 5. Макет – имитатор 45 шпангоута.
Макет-имитатор состоит из - каркасной рамы, выполненной из сварных труб, пяти секционного макета, выполненного точно по 45 шпангоуту, подкилевого отсека, набора из 8 прижимов, обеспечивающих прижим обшивки к макету. Макетимитатор 45 шпангоута (рисунок 6) обеспечивает гарантированную стыковку отсека ВСУ и подкилевого отсека по 45 шпангоуту.
Набор рубильников подкрепляющих обшивку состоит из кольцевых рубильников в зонах 48 и 50 шпангоутов, полукольцевые рубильники в зонах 45. 46-47 и 48 шпангоутов, продольных рубильников вдоль кромки люка по левому и правому борту с набором винтовых прижимов.
Каркас стапеля состоит из швеллерной рамы для закрепления макета и линеек по 45 шпангоуту, колон в зоне 49 шпангоута. На этих колоннах крепится рама необходимая для закрепления рубильников рубильников по 48, 50 шпангоутам.
Рис. 6. Рубильники
Рис. 7. Колонны и рама
Предлагаемая конструкция приспособления позволит: собирать отсек ВСУ на отдельном участке параллельно со сборкой подкилевого отсека и общей сборки хвостовой части фюзеляжа; организовать безопасную работу по сборки конструкции из ПКМ; обеспечить хороший доступ в зону сборки.
Внедрение в производство стапеля сборки отсека ВСУ обеспечит обеспечит сокращение цикла сборки, снижение трудоемкости, повышение качества технологического процесса сборки.
В настоящее время ведется отрисовка комплекта чертежей по разработанным электронным моделям.
Литература
1.Современные технологические процессы сборки планера самолета/ Колл. Авторов; Под ред. Ю.Л. Иванова. - М.: Машиностроение, 1999. – 304с.
86

УДК 658.562
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Магистрант группы МГ-101 Шутова Татьяна Сергеевна Руководитель: д-р экон. наук, проф. И.В. Каблашова
В современных условиях развития инновационной экономики происходит значительное отставание качества продукции российских предприятий по сравнению с мировым уровнем. Многие из действующих на отечественных предприятиях систем качества не способны обеспечить требуемый уровень выпускаемой продукции. Одним из основных направлений по изменению сложившейся ситуации на российских предприятиях в рамках существующей системы качества является формирование системы обеспечения качества производственных процессов посредством решения методологических и методических задач по ее внедрению и реализации.
В философском смысле качество – это: признак, отличающий данную сущность от другой сущности; непосредственная характеристика непосредственного бытия.
Можно выделить следующие семь исторических этапов эволюции менеджмента качества:
индивидуальный контроль качества (до конца XIX века);
цеховой контроль качества (1900-е гг.);
приемочный контроль качества продукции (1920-е гг.);
статистический контроль качества (середина 1930-х гг.);
комплексное управление качеством
(1950-е гг.);
TQM: Всеобщий менеджмент качества (начало 1980-х гг.);
системы менеджмента качества, отвечающие требованиям стандарта ИСО серии
9000 (середина 1980-х гг.).
Немалый вклад в развитие теории менеджмента качества внесли такие ученые, как: Уильям Эдвардс Деминг, Джозеф Джуран, Арманд Фейгенбаум, Филипп Кросби, Генити Тагути, А. Кайсен, Сигео Синго, К. Меллер и другие.
В результате анализа различных определений отечественных и зарубежных авторов можно сделать вывод, что обеспечение качества производственных процессов – это процесс или результат формирования требуемых характеристик продукции при ее создании, а также поддержание этих характеристик, транспортировании и эксплуатации продукции.
Принципы обеспечения качества выступают
вкачестве основополагающих начал функционирования системы. Они представляют собой методологическую основу построения практической деятельности, исходные положения, на основе которых осуществляются создание, функционирование и развитие систем обеспечения качества и ee отдельных подсистем.
Международная организация по стандартизации (ИСО) обобщила весь накопленный положительный опыт работ в области обеспечения качества продукции и разработала на этой основе
стандарты cepии 9000 и 10000, в основу которых легли принципы Всеобщего Управления Качеством (TQM). Схематично основные принципы системы TQM приведены на рисунке.
Восемь принципов управления, лежащие в основе
TQM
Опыт внедрения TQM в российскую практику позволяет выделить пять основных составляющих:
создание документированных систем
качества;
взаимоотношения с поставщиками;
взаимоотношения с потребителями;
мотивация к улучшению качества;
обучение в области качества. Проведенный анализ взглядов и
представлений различных авторов и практической деятельности позволил нам выдвинуть следующие основные принципы организации обеспечения качества, вытекающие из закономерностей организации производства: целенаправленности,
адаптивности, |
соответствия |
ресурсным |
характеристикам, |
|
непрерывности |
совершенствования, комплексности, структурной согласованности, соответствия мировым стандартам.
В последние годы проблема повышения качества является все более актуальной как для крупных, так и для средних и малых предприятий. Цена перестает быть главным средством привлечения потребителя, основой же
87
конкурентного преимущества любого предприятия становится качество процессов производства
В условиях современной рыночной экономики большинство руководителей малых предприятий пришло к выводу, что стандарты ИСО серии 9000 являются основным «базисом» для формирования практически всех отраслевых и корпоративных стандартов.
Можно утверждать, что разработка и реализация концепции стандартов ИСО серии 9000 стали очередным этапом работ по обеспечению качества на предприятиях.
На большинстве малых предприятий фактически выполняются отдельные процедуры управления качеством, предписанные стандартами ИСО серии 9000, однако они могут быть не всегда оформлены должным образом или в чем–то отличаться от установленных требований.
Как показывает опыт внедрения СМК на малых предприятиях, для внедрения ИСО серии 9000 предприятиям, в лучшем случае, требуется от 3 месяцев до 1 года.
Основными проблемами при внедрении стандарта ИСО серии 9000 на малых предприятиях являются: ограниченные ресурсы, имеющиеся в распоряжении предприятия; трудности в понимании
и применении стандартов ввиду отсутствия специалистов по управлению качеством; затраты, требуемые для внедрения и поддержания системы.
Таким образом, можно сделать вывод о том, что в современных рыночных условиях для выживания малых и средних предприятий и обеспечения качества производственных процессов на них крайне важно создание собственных высокоэффективных и результативных систем менеджмента качества с использованием методологии и принципов ИСО 9001, которые являются гарантией того, что требования потребителей будут действительно удовлетворены.
Литература
1.Адлер Ю.П. Восемь принципов, которые потрясли мир // Стандарты и качество. - М.: РИА «Стандарты и качество», 2001. № 5. 54-57.
2.Каблашова И.В. Теория и методы обеспечения качества процессов производства: Монография. Воронеж: Воронеж, гос. техн. ун-т, 2005. 173 с.
3.Мишин В.М. Управление качеством / Отв. Ред. Н.Д. Эришвили.- М.: ЮНИТИ-ДАНА, 2000. - 303 с. Окрепилов В.В. Управление качеством. - М.: Экономика,
1998, - 257 с.
88
УДК 66.096.5
ТЕПЛООБМЕН В ПЕРЕМЕЩАЮЩЕМСЯ ПСЕВДООЖИЖЕННОМ СЛОЕ
Магистрант гр. ПТ-101м Швырева Наталья Васильевна Руководитель: канд. техн. наук, ст. преп. Д.А. Прутских
В работе рассматриваются основы межфазного теплообмена в перемещающемся псевдоожиженном слое. Получены соотношения для расчета температурных полей регенеративного воздухоподогревателя
Рациональное использование топливноэнергетических ресурсов страны рассматривается в федеральной программе ЭС-2020 как ключевой фактор повышения конкурентоспособности отечественной продукции и уменьшения нагрузки на окружающую среду [1]. Одним из путей решения этой важной задачи является регенеративный подогрев воздуха, подаваемого в камеры сгорания различных энергетических и теплотехнологических установок. При подогреве воздуха уже до
температуры |
300 350 |
0С |
экономия топлива |
|
достигает |
20 25 %, причем с |
уменьшением его |
||
теплоты сгорания величина экономии возрастает [2]. Существующая в настоящее время теплообменная аппаратура не всегда может быть эффективно использована для этих целей, в особенности, если ее
работа осуществляется при низких температурных напорах. Как показали технико-экономические расчеты [3], наиболее перспективными воздухоподогревателями являются регенеративные теплообменники с центробежным псевдоожиженным слоем дисперсного материала в качестве промежуточного теплоносителя (насадки).
Наряду с преимуществами, характерными для регенераторов типа «Юнгстрем» - развитой удельной поверхностью теплообмена, интенсивности теплоотдачи, устойчивости к низкотемпературной коррозии, данная конструкция отличается простотой и надежностью в работе, обусловленной отсутствием специальных механизмов для циркуляции промежуточного теплоносителя, способностью насадки к самоочистке, вследствие интенсивной циркуляции частиц в центробежном псевдоожиженном слое, а также незначительным гидравлическим сопротивлением аппарата.
Однако недостаточная изученность межфазных процессов теплообмена в центробежном псевдоожиженном слое не позволяет разработать надежную методику инженерного расчета аппаратов такого типа, что препятствует их широкому распространению. Исследованию этих процессов посвящена данная работа.
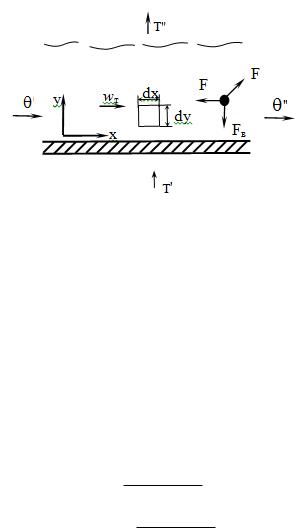
Расчетная схема теплообмена приведена на рисунке.
В целях упрощения решения примем следующие допущения:
1)порозность псевдоожиженного слоя известна, постоянна и не зависит от координат х и у;
2)коэффициент межфазного теплообмена известен и не изменяется по объему
псевдоожиженного слоя;
3)температурное поле в частице равномерно
( Bi 0, 25 );
4)перемешивание частиц слоя в поперечном и продольном направлениях отсутствует.
Расчетная схема теплообмена
С учетом принятых допущений тепловой поток
в элементе слоя |
dxdy |
можно представить |
|||||
следующими соотношениями |
|
|
|
|
|
||
dQ cT wT (1 ) T |
|
dxdy , |
(1) |
||||
x |
|||||||
|
|
|
|
|
|||
dQ cГ wГу Г |
T |
dxdy , |
(2) |
||||
y |
|||||||
|
|
|
|
|
|||
dQ fv (T )dxdy . |
(3) |
||||||
Из (2.1)-(2.3) получаем систему дифференциальных уравнений, описывающих теплообмен в перемещающемся слое:
|
|
|
|
|
|
|
f |
V |
|
T , |
(4) |
||||
x |
|
|
|
|
|
1 |
|
||||||||
c |
|
w |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
с wГу |
|
|
T |
. |
(5) |
||||
x |
c |
|
|
w |
|
1 |
|
|
y |
||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
Граничное условие для температуры газа |
|
||||||||||||||
|
T T' |
|
при |
|
|
y 0 |
(6) |
||||||||
Граничное условие для температуры частиц |
|
||||||||||||||
|
' |
|
|
при |
|
x 0 |
|
(7) |
|||||||
Для удобства анализа влияния различных |
|||||||||||||||
факторов на распределение |
|
температуры |
в |
||||||||||||
89
газообразной и твердой фазах введем безразмерные координаты
x |
|
|
|
|
|
f |
V |
|
|
|
|
|
|
x , |
(8) |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
1 |
|||||||||||||
|
|
c |
|
w |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
y |
|
|
|
|
f |
V |
|
|
|
|
y . |
(9) |
||||
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
c |
|
w |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
Гу |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
С учетом (8) и (9) система (4)-(5) |
||||||||||||||||||
преобразуется к виду |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
T |
, |
(10) |
||||||||||
|
|
|
|
x |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
T |
|
. |
(11) |
|||||||||
|
|
|
|
x |
|
y |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
В целях упрощения получаемых аналитических соотношений для расчета температурных полей в дополнение к принятым ранее допущениям считаем, что из-за интенсивного перемешивания частиц в псевдоожиженном слое их температура в любом сечении в направлении координаты у остается постоянной, т.е.
|
0 . |
|
y |
||
|
Кроме того, полагаем, что в каждом сечении слоя теплообмен между газом и частицами заканчивается в пределах активной зоны, толщина которой несущественна по сравнению с толщиной слоя, т.е.
T |
0 |
|
y |
||
|
С учетом принятых выше допущений температуры теплоносителей будем искать как средние по высоте псевдоожиженного слоя.
Решив систему (10)-(11) и перейдя от безразмерных координат к размерным получаем соотношения для нахождения конечных температур теплоносителей на выходе из слоя
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T |
T |
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
fV L |
|
|
|
|
|
|
|
, (11) |
||||
exp |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
fV h |
|
|
|||||
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
||||||||
|
|
(c |
w |
|
|
|
) 1 |
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2c wГy |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
fV L |
|
|
|
|
|
|
|
|
|
|
|||
|
T |
|
|
|
|
|
c wГу |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
T |
|
|
|
|
fV h |
|
T |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
2c wГу |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
f |
V |
L |
|
|
|
|
|
|
|
|
, (12) |
||
exp |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
f |
|
|
h |
|
|||||
|
|
|
1 |
|
|
|
V |
|
|
|||||||
(c w |
|
|
) 1 |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
2c w |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Гу |
|
|
|
|||
С целью проверки адекватности принятых выше допущений было произведено численное решение системы (2.1)-(2.3). Для этого были получены ее конечно-разностные аналоги на равномерной сетке [69, 70]
|
|
1, j |
|
T |
|
T |
|
|
|
|
|
|
||
i, j |
i |
|
i 1, j |
|
i, j |
|
i 1, j |
i, j |
, (13) |
|||||
x * |
|
|
|
2 |
|
|
|
2 |
||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
T |
T |
|
|
|
|||
|
i, j |
|
|
i 1, j |
|
i, j |
|
|
i, j 1 |
. |
|
(14) |
||
|
x * |
|
|
y * |
|
|||||||||
|
|
|
|
|
|
|
|
|||||||
После подстановки (14) в (13) и приведения подобных получаем
|
|
|
2 y * |
1 |
|
|
T |
T |
|
|
|
|
|
|
|||||
|
|
x * |
|
|
i 1, j |
i 1, j |
i, j 1 |
||
i, j |
|
|
|
|
|
|
|
, (15) |
|
|
|
2 |
y * |
|
|||||
|
|
|
|
1 |
|
||||
|
|
|
|
|
x * |
|
|||
|
|
|
|
|
|
|
|||
|
|
|
y * |
T |
T |
2 |
|
|
Ti, j |
Ti. j 1 |
|
i 1, j |
i, j 1 |
|
i 1, j |
. (16) |
|
x * |
|
2 y * |
1 |
|||||
|
|
|
|
|
||||
|
|
|
|
|
x * |
|
|
|
|
|
|
|
|
|
|
|
|
Для расчета (15) и (16) была разработана компьютерная программа, реализация которой показала, что принятые допущения адекватны.
Литература
1.Яновский А.Б. Основные положения «Энергетической стратегии России на период до 2020 г. // Теплоэнергетика. 2002. №1, с. 2-8.
2.Тебеньков Б. П. Рекуператоры для промышленных печей. М.: Металлургия, 1975. 296 с.
Мозговой Н.В., Бараков А.В., Прутских Д.А. К выбору воздухоподогревателя для промышленных печей // Труды науч.-техн. конф. молодых ученых, аспирантов и студентов «Физико-технические проблемы энергетики, экологии и энергоресурсосбережения». Выпуск 3/ – Воронеж, ВГТУ, 2005, с. 27-31 4. Фалеев В.В., Бараков А.В. Исследование межфазного
теплообмена в регенеративном теплообменнике с дисперсной насадкой // Промышленная энергетика. 2003. №6, с. 35-37.
90