|
Производительность по исходному сырью - 40-60 м3/сутки (в
зависимости от состава нефтяного шлама и периода года).
|
|
Остаточное содержание нефтепродуктов в промытом продукте -
в соответствии с принятым в Республике Коми "Регламентом по приемке
земель после проведения работ по очистке нефтяного загрязнения", а
именно:
|
|
для торфяных почв
|
не более 50 тысяч мг/кг
|
|
для минеральных грунтов
|
не более 30 тысяч мг/кг
|
|
для смешанных грунтов
|
не более 40 тысяч мг/кг
|
|
Температура воздуха, при которой эксплуатируется установка
- от -35 до +40 °С.
|
|
Обслуживающий персонал - 3 человека.
|
Комплексная
установка по переработке нефтяных шламов (КУПНШ)
Включает в себя установку по переработке жидких нефтяных шламов и установку
по промывке загрязненных нефтью почв и грунтов и пульпообразных нефтяных
шламов. [23]
Установка изготавливается на заводе "Нефтемаш" в
блочно-модульном исполнении, имеет сертификат соответствия и защищена патентами
РФ. Установка комплектуется стандартным оборудованием, используемым в нефтяной
промышленности: виброситами, гидроциклонами, илоотделителями, центрифугой,
шламовыми насосами.
Технология очистки и комплектация установки зависит от состава и
агрегатного состояния нефтяных шламов, поэтому могут быть изготовлены несколько
модификаций установки для переработки следующих видов нефтяных шламов:
· образующихся при ликвидации аварийных разливов нефти, очистки
резервуаров хранения нефти (нефтепродуктов) и сепараторов;
· образующихся при технологических операциях подготовки и
переработки нефти.
В зависимости от характера и места проведения работ установки по желанию
заказчика могут поставляться в стационарном варианте или на автомобильном
шасси.
По сравнению с аналогичными образцами, предлагаемыми иностранными
компаниями, установки СПАСФ «Природа» при равных показателях эффективности
переработки нефтяных шламов имеют явные преимущества, такие как: существенно
более низкая стоимость установки, запасных частей и расходных материалов,
простота конструкции и эксплуатации.
Установки СПАСФ «Природа» окупают себя в течение одного-двух лет за счет
стоимости нефти, получаемой в процессе очистки нефтяных шламов.
Нефтяная промышленность является одним из крупных источников загрязнения
окружающей среды В соответствии с этим требуются неотложные меры по исправлению
существующей экологической ситуации на предприятиях отрасли.
В настоящее время особенно остро стоит вопрос о ликвидации нефтешламовых
амбаров, образованных на нефтепромыслах фактически с самого начала разработки и
эксплуатации месторождений нефти. Нефтяные амбары сооружались для сброса в
специально отведенные накопители или пруды минерализованных вод,
нефтесодержащих отходов подготовки нефти, продуктов зачистки резервуаров,
некондиционной нефти и других органикосодержащих и минеральных отходов.
Проблема нефтешламовых амбаров в различных нефтяных регионах страны
сегодня решается по разному, но налицо заметные практические результаты и
достижения. Особенно это относится к сбору, переработке и утилизации верхнего
нефтяного и водного слоев шламонакопителей. Остаётся пока нерешённой одна очень
трудная проблема - это переработка, обезвреживание и утилизация донных
отложений амбаров, непосредственно соприкасающихся с грунтом. Аналогичного вида
и состава вторичные шламы в виде механических примесей (кека) образуются также
после первичных процессов переработки верхних нефтяных слоев нефтешламовых
амбаров. Остаточное содержание нефтепродуктов в них достигает до 25%, эти
отходы в дальнейшем не утилизируются и не обезвреживаются, а чаще направляются
обратно в амбары.
Донные отложения нефтешламов содержат от 32 до 58% механических примесей,
от 10 до 44% нефтепродуктов и от 20 до 40% воды. Это трудноразрушаемые
эмульсии, упрочнённые механическими примесями. Используемые методы по их
переработке, утилизации и обезвреживанию не эффективны, поэтому проблема
сегодня не решена. При этом имеются множество технических трудностей при
высокой затратности процессов, отсутствует экономическая заинтересованность.
Исследований по утилизации органической части донных отложений проведено крайне
мало.
Создание высокопроизводительной технологии переработки донных отложений
нефтешламовых амбаров позволит решить проблему их полной ликвидации с возвратом
земель пользователю, уменьшит загрязнение окружающей среды и даст возможность
рационально использовать органическое сырьё из отходов.
Автором [24] рекомендовано технология переработки донных отложений
нефтешламовых амбаров, вторичного шлама и прочих органикосодержащих отходов
нефтегазодобычи, которое позволяет получать ценные углеводородные продукты, тем
самым полностью перерабатывать их органическую часть, довести амбары до полного
цикла ликвидации и улучшить экологическую обстановку в местах их расположения.
.1.1 Мобильный технологический комплекс для регенерации
нефтезагрязненного грунта и нефтяных шламов
Комплекс предназначен для сбора, регенерации нефтезагрязненного грунта,
нефтяных шламов, сборов розливов нефти, переработки замазученных грунтов,
грунтов амбаров, могильников для восстановления плодородие почвы с сохранением
исходного содержания гумуса в пределах 30-40% с глубиной очисткой почвы до
остаточного содержания нефтяных компонентов в пределах 1% веса. [40]
Состав мобильного комплекса:
. модуль подачи грунтов и твердой фазы на регенерацию, в составе
заборного бункера и транспортера (шнекового);
. модуль по регенерации грунтов и шламов в составе барабанной печи,
теплообменника - конденсатора, отстойника, устройства разделения пара и
нефтеводяной смеси, система получения подачи греющих газов;
. модуль отгрузки очищенных грунтов и твердой фазы нефтешламов в составе
бункера и транспортера (шнекового);
. блок временного хранения собранной нефти и воды;
. система автоматического управления комплекса;
. система автономного энергоснабжения (дизельная электростанция).
Сбор и транспортировка нефтезагрязненного грунта и нефтешламов
производится с использованием обычных типов строительно - дорожной техники.
Технология процесса:
Загрязненные почвогрунты или нефтешламы подающим модулем (при необходимости
через центрифугу) направляются во вращающуюся барабанную печь изотермической
десорбции нефтепродуктов. В печи имеются две зоны: зона нагрева и испарения,
где происходит нагрев сырья и подаваемой воды, испарение воды и большей части
нефтепродуктов; зона десорбции, в которой при заданной температуре 400-500оС (в
зависимости от типа сырья) происходит более полное удаление нефтепродуктов.
Нагрев печи осуществляется топочными газами, подаваемыми в рубашку печи из
горелочного устройства. Температура топочных газов 700-800оС. Топочные газы
после печи сбрасываются в атмосферу через дымовую трубу. Во внутреннюю
герметичную полость печи, наряду с сырьем подается вода и парогазовая смесь,
циркулирующая по контуру «печь - холодильник - печь». Очищенные от нефтепродуктов
почвогрунты и твердая фаза нефтешламов выводятся из печи и отгружаются для
дальнейшего использования.
Техническая характеристика комплекса представлена в табл. 4.
Таблица 4
Техническая характеристика технологического комплекса для очистки
замазученных почв, грунтов и твердой фазы нефтешламов
|
Характеристики
|
Показатели
|
|
Тип исполнения
|
Блочно-модульный
|
|
Объем заборного бункера, м3
|
1,2
|
|
Производительность, т/час
|
до 1
|
|
Уровень загрязнения грунта нефтепродуктами, %
|
20-50
|
|
Время регенерации грунта не более, мин
|
60
|
|
Диапазон рабочих температуры, оС
|
от 5 до +50
|
|
Способ энергетического функционировании
|
Использование нефти от процесса регенерации для автономного
энергоснабжении при выходе углеводородов в пределах 5% масс
|
|
Мощность установленных электродвигателей в пределах, кВт
|
20
|
|
Масса комплекса до, тонн
|
20
|
|
Габаритные размеры, мм: модуль регенерации модуль
транспортировки блок временного хранения продуктов очистки
|
6000х4000х2000 2000х4000х1200 2 емкости по 5 м3
|
Парогазовая смесь, содержащая пары воды; десорбированную с почвогрунтов и
нефтешламов часть нефтепродуктов; продукты термического разложения и пиролиза
органического вещества почв, нефтепродуктов и прочих органических и
неорганических компонентов сырья, поступает в воздушный конденсатор - холодильник.
Температура охлаждения 110-150оС. В конденсаторе происходит
конденсация углеводородной фазы и других органических веществ парогазовой смеси
без конденсации паров воды. Пары воды, несконденсированная часть органических и
неорганических соединений и конденсат нефтепродуктов поступают в блок
разделения паровой и жидкой фаз. Из блока разделения фаз нефтяной конденсат
поступает в резервуар - отстойник, а паровая смесь с указанной температурой
охлаждения направляется в циркуляционный контур. Избыточное количество паров
воды и несконденсированных в холодильнике газов, непрерывно образующихся в ходе
проведения процесса паротермической десорбции, сбрасываются из замкнутого
циркуляционного контура в горелочное устройство, где происходит дожигание
органических веществ. Резервуар выполняет роль, как отстойника для расслоения
нефтяной фракции и воды, при поступлении в него паронефтяной эмульсии после
центрифугирования, так и сборника нефтяного конденсата из конденсатора -
холодильника. Нефть и вода из резервуара - отстойника в небольшом количестве
подаются в горелочное устройство и печь, а избыток нефти и воды поступают в
емкости накопители.
Показатели качества:
степень очистки загрязненных нефтепродуктами почв, грунтов и твердой фазы
нефтешламов составляет 1%;
очистное оборудование является универсальным и способно перерабатывать
замазученные почвы, грунты и твердую фазу нефтешламов;
процесс очистки ведется при пониженных энергозатратах, что достигается
замкнутым циклом технологии, когда энергетические затраты восполняются за счет
извлеченных в процессе переработки нефтепродуктов;
при термопаровой десорбции нефтепродуктов из почвы сохраняется около 50%
органического вещества (гумуса), что сохраняет плодородие очищаемых от нефти
почв;
технологический процесс очистки реализуется при относительно низких
температурах (300-450оС), что способствует дополнительному снижению
энергозатрат, весовых и размерных характеристик оборудования;
уровень производительности очистного оборудования в пределах 1 т/час
позволяет создавать мобильные комплекты экономически эффективного очистного
оборудования с возможностью перемещения к зонам локального загрязнения;
технологическое оборудование процесса имеет высокую надежность и ресурс:
средняя наработка на отказ - не менее 8000 часов;
полный назначенный ресурс - не менее 8 лет;
среднее время восстановления работоспособности - не более 10 часов;
срок службы до первого капитального ремонта - не менее 5 лет;
средний срок хранения до ввода в эксплуатацию не более 2 лет;
процесс очистки исходного сырья полностью автоматизирован;
1.1.2.Некоторые возможные способы утилизации отходов бурения
и нефтедобычи
На современном этапе развития технологии нефтедобычи при эксплуатации
нефтяных месторождений образуются большие объемы отходов, преимущественное
количество которых накапливается в шламовых амбарах. На нефтедобывающих
предприятиях Среднего Приобья, в соответствии с регламентами, для сбора отходов
бурения с одной кустовой площадки при бурении восьми скважин строится один
амбар. Если количество скважин в кусте более десяти, - строится несколько
амбаров [9,11]. В процессе эксплуатации амбары заполняются буровыми и
тампонажными растворами, буровыми сточными водами и шламом, пластовыми водами,
продуктами испытания скважин, материалами для приготовления и химической
обработки буровых и тампонажных растворов, ГСМ, хозяйственно-бытовыми сточными
водами и твердыми бытовыми отходами, ливневыми сточными водами. Процентное
соотношение между этими компонентами может быть самое разнообразное в
зависимости от геологических условий, технического состояния оборудования,
культуры производства и т.д. Так, по данным ОАО "Когалымнефтегаз",
при бурении скважины глубиной 2600 м в амбаре содержится около 65% воды, 30%
шлама (выбуренной породы), 5,5% нефти, 0,5% бентонита и 0,5% различных
присадок, обеспечивающих оптимальную работу буровой установки (табл.5).
Состав отходов нефтедобычи на месторождениях ОАО "Когалымнефтегаз"
Таблица 5
|
Компоненты отходов
|
Состав при бурении первой скважины (2600 м), т
|
Состав при бурении последующих скважин, т
|
|
Вода
|
314.0
|
314.0
|
|
Шлам
|
150.0
|
150.0
|
|
Нефть
|
29.64
|
26.64
|
|
Бентонит
|
2.8
|
1.4
|
|
ПАВ-неонол
|
0.073
|
0.073
|
|
КМЦ
|
0.364
|
0.182
|
|
ТПФН
|
0.052
|
0.052
|
|
ГКЖ
|
0.080
|
0.080
|
|
Сода кальцинированная
|
0.042
|
0.042
|
|
Сода каустическая
|
0.150
|
0.150
|
|
КССБ
|
0.161
|
0.161
|
|
Графит
|
0.150
|
0.150
|
|
Барит
|
0.096
|
0.096
|
|
Цемент
|
0.722
|
0.722
|
|
Гипан
|
0.172
|
0.086
|
|
НТФ
|
0.045
|
0.045
|
|
«Нитрон» - отходы
|
0.170
|
0.170
|
|
Смазочная добавка ИКБ-4ТМ
|
0.520
|
0.520
|
По данным химического анализа амбарных шламов ОАО
"Когалымнефтегаз", содержание нефтепродуктов в шламе колеблется в
пределах от 2000 до 13870 мг/кг. Нефтяная часть шлама представлена в основном
парафино-нафтеновыми углеводородами - 41,8% масс., из них 20% масс. - твердые
парафины. Асфальтены - 5,6% масс.; смолы - 19,2% масс., полициклические
ароматические углеводороды - 20,1 % масс. В образцах асфальто-смолистых
парафиновых отложений, отобранных из амбаров нефтепромыслов Западной Сибири,
содержание парафино-церезиновых компонентов с температурами плавления 66-84 оС
составляет 40-70% масс.; содержание органической части - 72-90% масс. Нефтяная
часть отходов распределяется в шламовом амбаре следующим образом: 7-10%
нефтеуглеводородов сорбируется на шламе, 5-10% находится в эмульгированном и
растворенном состоянии, остальные углеводороды находятся на поверхности амбара
в виде пленки. Неорганическую часть составляют в основном окислы кремния и
железа (песок, продукты коррозии), небольшие количества (менее 1%) соединений
алюминия, натрия, цинка и других металлов.
Строительство амбаров практически заключается в выемке определенного
объема грунта и обваловании полученного котлована. Гидроизоляция дна и стенок
амбара не производится. При такой конструкции избежать фильтрации жидкой фазы и
попадания ее на окружающий ландшафт практически невозможно.
Наиболее распространенный способ ликвидации шламовых амбаров выглядит
следующим образом. Амбары освобождают от жидкой фазы, которую направляют в
систему сбора и подготовки нефти с последующим использованием ее в системе
поддержания пластового давления. Оставшийся шлам засыпают минеральным грунтом.
Описанный способ ликвидации шламовых амбаров имеет ряд серьезных недостатков,
одним из которых является содержание в буровом шламе достаточно высоких концентраций
нефтеуглеводородов, тяжелых металлов в подвижной форме, АПАВ и других токсичных
веществ. Поэтому необходимость ликвидации шламовых амбаров с последующим
обезвреживанием и утилизацией бурового шлама очевидна.
В последние годы нефтедобывающими предприятиями в производство внедряются
различные технологические решения, направленные на утилизацию отходов бурения.
Однако, унифицированного способа переработки нефтешламов с целью обезвреживания
и утилизации не существует.
Все известные технологии переработки нефтешламов по методам переработки
можно разделить на следующие группы: - термические - сжигание в открытых
амбарах, печах различных типов, получение битуминозных остатков; - физические -
захоронение в специальных могильниках, разделение в центробежном поле,
вакуумное фильтрование и фильтрование под давлением; - химические -
экстрагирование с помощью растворителей, отвердение с применением (цемент,
жидкое стекло, глина) и органических (эпоксидные и полистирольные смолы,
полиуретаны и др.) добавок; - физико-химические - применение специально
подобранных реагентов, изменяющих физико-химические свойства, с последующей
обработкой на пециальном оборудовании; - биологические - микробиологическое
разложение в почве непо-средственно в местах хранения, биотермическое
разложение.
Среди существующих методов разделения нефтешламов с целью утилизации -
центрифугирования, экстракции, гравитационного уплотнения, вакуумфильтрации,
фильтрпрессования, замораживания и др. - наиболее перспективным является
центрифугирование с использованием флокулянтов. Центрифугированием можно
достичь эффекта извлечения нефтепродуктов на 85%, мехпримесей - на 95%. При
реагентной обработке нефтешламов изменяются их свойства: повышается водоотдача,
облегчается выделение нефтепродуктов.
В качестве наиболее прогрессивных можно перечислить некоторые технологии
ликвидации шламовых амбаров и утилизации буровых шламов, применяемые в России и
за рубежом. Компанией АСS 530 (США) разработана мобильная система обработки и
очистки гряземаслонефтяных отходов МТU 530. Установка смонтирована на базе
автомобильной платформы, способна разделять нефтешламы на различные фазы -
нефть, вода, твердые вещества - за счет центрифугирования нагретого нефтешлама.
Вода пригодна для последующей биологической очистки; отделенная нефть может
быть использована в технических целях; обезвоженный осадок - для производства
строительных материалов. Установка применялась в России для устранения
последствий аварии нефтепровода в Республике Коми. Производительность установки
- 10 м3/ч по исходному нефтешламу (при концентрации нефти до 65%).
Компанией KHD Humboldt Wedag AG (Германия) предложена технология
разделения нефтешламов на фазы с последующим сжиганием шлама. Установка
снабжена устройством для забора нефтешлама, виброситом для отделения основной
массы твердых частиц, трехфазной центрифугой, сепаратором для доочистки фугата
с центрифуги, печью. Производительность установки - до 15 м3/ч по исходному
нефтешламу.
В АНК "Башнефть" на нефтешламовых амбарах "Самсык" в
НГДУ "Октябрьскнефть" применялась технология, заключающаяся в
растворении, нагреве с обработкой химическими реагентами для отделения отстоем
воды и механических примесей. Полученная нефть направлялась на дальнейшую
переработку.
В НГДУ "Туймазынефть" с 1995 г. внедрена и успешно используется
установка фирмы "Татойлгаз", основанная на технологии фирмы
"Майкен" (Германия). Технология заключается в нагреве нефтешлама,
обработке деэмульгаторами, разрушении эмульсии в декантаторе с предварительным
отделением воды и механических примесей. Доведение до требуемого качества
товарной нефти осуществляется на второй стадии - в испарителе и трехфазном
сепараторе.
Некоторые технологические решения по ликвидации нефтешламов Процесс
ликвидации амбара с последующей утилизацией бурового шлама можно условно
разделить на следующие технологические стадии: - сбор нефтяной пленки с
поверхности амбара;
очистка жидкой фазы от эмульгированной нефти;
доочистка жидкой фазы (степень очистки зависит от дальнейшего
использования очищенной воды);
обезвоживание и обезвреживание бурового шлама;
утилизация бурового шлама;
очистка нефтезагрязненного грунта.
Таким образом, весь технологический процесс ликвидации шламового амбара
проводится в два этапа:
)очистка и обезвреживание содержимого амбара и
)собственно утилизация бурового шлама.
Первый этап должен проводиться с учетом особенностей состава отходов,
находящихся в шламовом амбаре.
А. Очистка амбаров с высоким содержанием нефти на поверхности
Предварительный сбор пленки с поверхности амбарной жидкости (установки типа
УСН-2, УСН-300, СМ-5; см. табл. 6).
Технические характеристики установок
Таблица 6
|
Наименование показателя
|
УСН-2
|
УСН-300
|
СМ-5
|
|
Производительность по нефтепродуктам, м3/час
|
0.2
|
3.0
|
5.0
|
|
Минимальная допустимая толщина слоя нефтепродуктов, мм
|
0.01
|
0.1
|
1.0
|
|
Эффективность сбора нефтепродуктов, %
|
99.5
|
99.5
|
90.0
|
|
Содержание воды в собранных нефтепродуктах,%
|
2
|
5
|
2-10
|
Добавка растворов органических флокулянтов ФТ-410, ПТ-506, неорганических
флокулирующих сорбентов СФ-А1 с последующим перемешиванием и отстаиванием в
течение 1-2 суток. В процессе отстаивания происходит разрушение эмульсии;
повторный сбор нефтепродуктов с поверхности амбара. Оставшаяся вода с небольшим
содержанием нефтепродуктов прокачивается через установку НЗУ-100 -
горизонтальный отстойник для задерживания основной массы нефтепродуктов и
взвешенных веществ и камера из двухступенчатых безнапорных фильтров с загрузкой
сорбентом (ГС; емкость поглощения 6-8 г нефтепродуктов на 1 г сорбента, степень
очистки воды - 95-99%).
Перспективно применение ультрадисперсных порошкообразных сорбентов на
основе оксидно-гидроксидных фаз алюминия (УДП). Адсорбент обеспечивает быструю
коагуляцию нефтяной микроэмульсии в достаточно крупные фрагменты. Вода после
очистки может быть использована в технических целях либо сбрасываться в водные
объекты. После удаления сточных вод шлам готовят для очистки от нефтяных
углеводородов.
Б. Очистка амбаров с большим содержанием эмульгированных и отсутствием
пленочных нефтеуглеводородов.
Жидкая фаза амбарных отходов с высоким содержанием эмульгированных
нефтепродуктов (более 0,5 г/л) пропускается через установку типа УСФ-0.5 (табл.
4). Технология основана на использовании процессов седиментации и флотации из
водных растворов органических реагентов. В качестве деэмульгатора и флокулянта
реагентов ПТ-506 и ФСт-407. При обработке эмульсии не требуется ее подогрев или
изменение рН раствора. Установка включает в себя: насос, смеситель, бак -
отстойник, флотатор, диспергирующее и дозирующее устройства, емкости для
реагентов.
Таблица 7 Технические характеристики установки
|
Производительность
|
200-500 л/час
|
|
Количество нефтепродуктов в исходной эмульсии
|
1-20 г/л
|
|
Количество нефтепродуктов в жидкой фазе после очистки
|
0.002-0.1 г/л
|
|
Дозы реагентов
|
0.2-1 г/л
|
|
Степень очистки
|
98-99 %
|
Отделенные нефтеуглеводороды собираются в емкость и могут быть
использованы в качестве топлива. Водная фаза доочищается в установке типа
НЗУ-100 и может использоваться в технических целях, либо сбрасываться в водоем.
Оставшийся шлам готовят для очистки от нефтеуглеводородов.
Загрязненный буровой шлам отмывается от нефтеуглеводородов горячей водой
и паром, водным раствором ПАВ на основе этоксилатов. Эффективность отмывки
горячей водой - 25%; водным раствором ПАВ концентрацией 0,5, 1,0 и 2,0% -
соответственно 55, 60 и 73%. Буровой шлам обезвреживается на центрифуге.
Образовавшаяся водная фаза, содержащая нефтеуглеводороды, очищается на
установках, описанных выше.
Одним из способов обезвреживания шлама может служить его солидификация.
Такая технология позволяет получить на основе обезвреженного отхода достаточно
прочный материал. Образовавшаяся при твердении прочная консервирующая матрица
предотвращает растворение токсичных веществ под воздействием компонентов
окружающей среды, дополнительно связывает их физически и химически, снижает
поверхность контакта с окружающей средой. Обезвреживание шлама проводится путем
смешения в определенных пропорциях с сорбентом и цементом. В результате такой
обработки присутствующие в шламе органические вещества связываются введенными
сорбентами. Цемент и сорбент при смешении со шламом в присутствии воды
поддерживают в системе высокое значение рН (до 12). При этом катионы тяжелых
металлов, содержащиеся в шламе, переходят в состав труднорастворимых
гидроксидов. Последующее отверждение обезвреженных отходов, протекающее в
результате процессов гидратации введенного в систему цемента, приводит к еще
более прочному связыванию нейтрализованных токсичных соединений и предотвращению
последующего их растворения при воздействии окружающей среды. Полученный в
результате обезвреживания продукт может быть использован в строительстве.
Возможно обезвреживание нефтезагрязненного бурового шлама
микробиологическим способом.
Утилизация обезвреженного бурового шлама Предварительно обезвреженный
буровой шлам может использоваться в производстве строительных материалов -
кирпича, керамзита, мелкоразмерных строительных изделий и т.п.
Возможная номенклатура продуктов утилизации: 1.Мелкоразмерные
стройизделия. - шлакоблоки по ГОСТ 6133-84. Возможно использование в
малоэтажном строительстве для ограждающих и несущих конструкций, подсобных
зданий. - плитка тротуарная по ГОСТ 17608-91. Возможно использование для
устройства сборных покрытий тротуаров. - бордюрный камень по ГОСТ 6665-91.
Возможно использование для отделения проезжей части улиц от тротуаров, газонов,
площадок и т.д. 2. Связующие смеси по ГОСТ 23558-94. Возможно использование
для устройства оснований и дополнительных слоев оснований автодорог с
капитальным, облегченным и переходными типами дорожной одежды. 3.
Гранулированный заполнитель. Возможно использование в бетонах. Принципиальная
схема переработки буровых отходов приведена на рис. Внедрение мероприятий по
переработке отходов нефтедобычи, несомненно, в первую очередь направлено на
снижение негативного воздействия на окружающую среду. Однако, немаловажен и
социально-экономический эффект для предприятия: уменьшение платы за размещение
отходов; получение прибыли от реализации продуктов утилизации; расширение
инфраструктуры рабочих профессий предприятия; создание дополнительных рабочих
мест.
1.2 Изучение состава и свойства нефтяных буровых отходов
Исследованием свойств нефтяных шламов и разработкой способов их
утилизации заняты ученые во всем мире. Весьма интересный способ использования
нефтяных отходов для производства дорожно-строительных материалов разработали,
к примеру, в Казахском национальном университете. Объектами исследования
служили нефтешлам из верхнего слоя и загрязненный нефтью грунт из нижнего слоя
амбара с нефтью, разлитой при разрыве магистрального нефтепровода
Жетыбай-Узень-Атырау.
Извлечение органической части из нефтеотходов осуществляли экстракционным
и термическим методами, а также на стационарной лабораторной установке
термической переработки. Групповой состав извлеченной нефти определяли методом
адсорбционной хроматографии. Физико-химические характеристики и компонентный
состав образцов приведены в таблице 8.
Таблица 8. Физико-химические характеристики и компонентный состав
нефтяных отходов
|
Показатели
|
Нефтяные отходы
|
|
нефтешлам
|
загрязненный нефтью грунт
|
|
Плотность, кг/м3
|
1260
|
1665
|
|
Компонентный состав, мас.%: Органическая часть Вода
Минеральная часть
|
81,8 10,2 8,0
|
23,6 1,2 75,2
|
|
Температура застывания, ºС
|
+40
|
+36
|
Выделенная из нефтешлама нефть содержит парафино-нафтеновые (40,84%),
ароматические углеводороды (26,08%). Для нефти характерно значительное
преобладание петролейно - бензольных смол (11,46%) над бензольными и
спирто-бензольными смолами (4,33% и 4,53% соответственно). Содержание
асфальтенов в нефтешламе составляет 12,76%. Таким образом, нефть, выделенная из
нефтешлама экстракцией спирто-бензолом, отличается от обычных нефтей высоким
содержанием парафинов, асфальто-смолистых веществ, что существенно затрудняет
ее переработку [1].
Органическая часть загрязненного нефтью грунта представлена
незначительным содержанием парафино-нафтеновых (6,49%) и высоким содержанием
ароматических масел (28,12%). По сравнению с нефтью из нефтешлама очень высоко количество
смол: петролейно-бензольные - 35,8%, спирто-бензольные - 14,57%, бензольные -
3,09%. Количество асфальтенов составляет 11,91%. Углеводородная фракция
загрязненного грунта, таким образом, по составу может быть отнесена к
высокосмолистым нефтям.
Казахскими учеными были проведены исследования твердых остатков после
термического извлечения органической части на их пригодность в качестве
компонентов холодных асфальтобетонных смесей. Твердый остаток, содержащий 15-20
мас.% нефтепродуктов в холодном состоянии, перемешивали с природным песком в
количестве 30% по массе и ракушечной пылью в количестве 20-26% по массе (пыль
ракушечника используется в качестве минерального наполнителя). В смесь
добавляли горячий жидкий битум БНД 90/130 (4-5%по массе), смешивали в течение
15 мин до получения однородной вязкой массы [1].
В таблице 9. представлены физико-химические свойства асфальтобетонных
смесей. Как видим, они соответствует требованиям ГОСТ 9128-84.
На первой стадии остатки нефти лишь разбавляют применяемый битум,
прочность асфальтового покрытия возрастает за счет последующего окисления на
открытом воздухе и увеличения вязкости битума.
Таблица 9. Физико-механические показатели асфальтобетонных смесей
|
Физико-механические свойства
|
Смесь
|
ГОСТ 9128-84
|
2
|
|
|
Удельный вес, г/см3
|
2,18
|
2,2
|
-
|
|
Водонасыщение, об%
|
5,4
|
5,0
|
5,0 - 9,0
|
|
Набухание, об%
|
0,6
|
0,4
|
Не более 2,0
|
|
Предел прочности при сжатии, 20º
С, кгс/см2
|
12,2
|
12,4
|
Не менее 12
|
|
Коэффициент водостойкости
|
0,62
|
0,63
|
Не менее 0,6
|
Преимуществом асфальтобетонной смеси является низкая стоимость и
уменьшение количество добавляемого битума. Результаты исследований дают
основание рассматривать целесообразность промышленного получения битума и
асфальтобетона из нефтеотходов, что позволило бы превращать вредные для окружающей
среды соединения в ценные и безопасные продукты.
К настоящему времени вопросы восстановления нефтезагрязненных земель в
достаточно полной мере проработаны как в теоретическом, так и в практическом
смыслах. Независимо от масштаба нефтеразлива, крупная ли это авария или
локальный, небольшой разлив, этапы работ, как правило, идентичны. На первом
этапе производят техническую рекультивацию, основной задачей которой является
удаление с поверхности почвы избытка нефти и подготовка субстратов к биовосстановлению.
На втором этапе выполняется биорекультивация, смысл которой состоит в
активизации микробиологического очищения почвы от остаточной нефти и
последующем восстановлении растительного покрова.
В процессе технической рекультивации, особенно если нефтяной разлив
крупный, происходит образование шламов. Это промежуточный этап работ, однако,
именно данный вопрос вызывает все более и более пристальное внимание, поскольку
из всего комплекса мероприятий по реабилитации нефтезагрязненных территорий он
наиболее сложный. Шламы могут накапливаться годами. Они отличаются по разным
параметрам и следует выделить основные.
По концентрации нефтеуглеводородов шламы условно подразделяют на жидкие и
твердые. Под жидкими шламами подразумеваются те нефтеотходы, в которых содержание
нефти превышает 50-90 %. Потенциально это вторичный нефтересурс, который может
быть доведен до соответствующих параметров и возвращен в товарооборот. Твердые
нефтешламы - это нефтеотходы, в которых содержание нефти не превышает 50 %,
т.е. это грунт, загрязненный нефтью. Переработка тех и других шламов в
определенной мере взаимосвязана. Конечным результатом работ по их утилизации
является возврат нефти в товарооборот, получение вторичного нефтяного сырья
(битумов, асфальтов, парафинов), очистка грунтов и рекультивация.
В качестве объектов исследований был выбран нефтешламы
нефтеперерабатывающего завода, различающиеся своим технологическим
происхождением и сроком накопления. Описана методология исследования
физико-химических свойств нефтешламов, включающая в себя как спектральные
методы анализа, так и стандартные методики определения нефтепродуктов.
Приведены методы исследования термохимического разрушения нефтяных
эмульсий и обезвоживания нерастворимым реагентом-деэмульгатором.
Рассмотрены методики исследования жидкофазного термолиза нефтешламов и
применения твердого остатка данного процесса в производстве строительных
материалов и изделий.
Полученные результаты свидетельствуют, что при разных условиях и
источниках накопления нефтешламов на НПЗ в результате их хранения и
происходящих при этом физико-химических процессах происходит постепенное
усреднение состава и свойств шламов.
Показано что углеводородная часть нефтешламов по ряду показателей близка
к тяжелым прямогонным нефтяным фракциям. Это делает метод утилизации шламов
путем их компаундирования с котельными топливами наиболее технологически
перспективным.
Для более эффективного вовлечения нефтешлама в котельное топливо
необходимо максимально извлечь из него воду и механические примеси.
Групповой химический состав нефтешламов НПЗ.
Групповой химиче-
ский состав, % масс.:
Парафино-нафтеновые углеводороды 45,9
Моноциклические ароматические 5,7
Би-,и Трициклические ароматические 6,8
Полициклические ароматические 12,7
Смолы (в сумме) 24,0
Асфальтены 4,9
Термохимическое обезвоживание в этом случае является наиболее
оптимальным, так как не требует больших капитальных и эксплуатационных затрат.
Были проведены исследования, цель которых заключалась в определении
оптимальных параметров термохимического обезвоживания нефтешлама.
В результате проведённых исследований установлено, что стабильные
нефтешламовые эмульсии не разрушаются после обработки традиционным
термохимическим способом даже при увеличенной дозировке (до 1500 г/т) различных
неионогенных деэмульгаторов, а так же смеси неионогенных и анионоактивных ПАВ
при общей дозировке (до 3200 г/т). Максимальная степень обезвоживания при этом
не превышает 21% и 29% соответственно.
Стойкость нефтешлама зависит как от количественного состава, так и от
качественного состояния основных стабилизирующих компонентов. Наиболее сильным
фактором, которым можно повлиять на их состояние (перевести из коллоидного в
молекулярно-растворимое состояние, за исключением механических примесей)
является введение в нефтяную эмульсию эффективного растворителя. Эффект от
действия растворителя, так же связан со снижением вязкости и плотности
дисперсионной среды.
Исследования показали, что наибольшее воздействие на стабилизирующие
компоненты нефтешлама и соответственно на степень обезвоживания, из продуктов
нефтепереработки, оказывает легкий газойль замедленного коксования (ЛГЗК)
содержащий непредельные углеводороды в отличие от высокоароматизированного
легкого газойля каталитического крекинга (ЛГКК). Наименьшее воздействие при
введении в перемешиваемую реагентную смесь оказал мазут М 100.
Использование в качестве растворителя продукта нефтехимии- олигомеров
этилена (фракции альфа-олефинов С 16 - С 18 ) подтвердило высокую растворяющую
способность непредельных углеводородов к природным стабилизаторам нефтешламов.
При соотношении нефтепродуктовой части нефтешлама к олигомерам этилена степень
обезвоживания практически в 2 раза превышает полученные результаты при
использовании в качестве растворителя ЛГЗК при аналогичных условиях , и
состовляет 47 %. [8,9,11]
Исследование воздействия растворителей без перемешивания реагентной смеси
(растворитель подавался на нефтешлам) показало высокую обезвоживающую
активность мазута по отношению к нефтешламу. Независимо от соотношения
нефтешлам: мазут количество воды в верхней части делительной воронки
сохраняется практически одинаковое, а степень обезвоживания колеблется в
пределах 73 - 77 %. Исследования показали, что гидрофобная поверхность мазута
адсорбирует неполярные компоненты шлама, это, прежде всего парафинонафтеновые
углеводороды. Так же показано, что при низких температурах, когда вязкость
мазута очень велика, обезвоживание происходит только за счет адсорбции на его
поверхности. Показано, что кратность обезвоживания нефтешлама при незначительном
усреднении увеличивается прямо пропорционально с ростом кратности разбавления
мазутом. Однако, концентрация воды в пробе ниже той, которая была бы в случае
полного смешения нефтешлама с мазутом до однородной смеси, соответственно выше
и кратность обезвоживания. Общую зависимость кратности обезвоживания от
кратности разбавления мазутом можно представить в виде: Ао = К * Ар, (1) где Ао
- кратность обезвоживания, Ар - кратность разбавления, К - коэффициент
обезвоживания. По данной зависимости можно рассчитать кратность обезвоживания
для любой концентрации при различных соотношениях нефтешлама и мазута.
Растворители не оказывают своего воздействия на неорганические стабилизаторы
нефтяных эмульсий - механические примеси. Для разрушения эмульсий стабилизированных
механическими примесями применяются композиционные деэмульгаторы, в составе
которых наряду с неионогенными деэмульгаторами используются полиэлектролиты,
которые взаимодействуют с механическими примесями (объединяя их в крупные
агрегаты и облегчая тем самым их удаление из нефтяной эмульсии). Были проведены
исследования с целью поиска состава композиционного деэмульгатора и оптимальных
параметров деэмульгирования. Установлено, что в составе композиционного
деэмульгатора в качестве высокомолекулярного водорастворимого полимера (ВРП)
наиболее эффективен катионный флокулянт Praestol 854 BC позволяющий в смеси с
неионогенным деэмульгатором Диссольван 4411 (при расходе 200г/т:900 г/т)
удовлетворительно разделять нефтешламовую эмульсию ООО «ЛУКОЙЛ-Волгограднефтепереработка».
В отличие от использовавшегося в исследованиях полиакриламида, флокулянт
Praestol 854 BC - катионный и с более высокой молекулярной массой. Поэтому он
наиболее активен к основной массе механических примесей нефтешлама отрицательно
заряженных частиц кремнезема. Оптимальными параметрами процесса являются:
температура - 60 0С ; время термоотстоя - 12 часов. Применение
композиционного деэмульгатора позволяет удалить из нефтешлама 27 % масс.
механических примесей и достигнуть степени обезвоживания 43 %. Высокая
активность деэмульгатора связана с максимальной концентрацией его на границе
раздела фаз. Этому условию способствует нерастворимость деэмульгатора как в
воде, так и в нефти. Были проведены исследования с целью поиска оптимального
состава нерастворимого деэмульгатора и параметров деэмульгирования
нефтешламовой эмульсии. В исследованиях использован реагент-деэмульгатор
представляющий собой отходы древесины подготовленные опилки. Показано, что
простое введение деэмульгатора в нефтешлам, а так же незначительное
перемешивание данной смеси не приводит к видимому результату разделения
эмульсии. Необходимо создание дефекта в структуре защитной оболочки в
присутствии реагента деэмульгатора, что должно способствовать ускорению выхода
молекул деэмульгатора на поверхность раздела фаз эмульсии,а для этого необходим
интенсивный контакт деэмульгатора с нефтешламом. Для осаждения деэмульгатора из
нефтепродуктового слоя после разрушения эмульсии к нему добавлялся
гелеобразующий реагент в количестве 0,1 % масс. на сырье, являющийся смесью 80%
мас. сахара-сырца и 20 % мас. казеина. Установлено, что на активность
деэмульгатора оказывает влияние компонентный состав деэмульгатора (опилки с
наибольшим содержанием целлюлозы и гемицеллюлозы), а так же микроструктура
деэмульгатора (размер внутренних пор древесины). При одинаковой плотности
(пористости древесины) деэмульгатор из лиственных пород не разрушает
нефтешламовую эмульсию, в то время как деэмульгатор из хвойных пород позволяет
эффективно разделять нефтешламовую эмульсию на водную и нефтепродуктовую фазы.
Проведенные исследования показали, что наибольшее воздействие на степень
обезвоживания оказывают расход деэмульгатора и время перемешивания (контакта)
деэмульгатора с нефтешламом. Интенсивность контакта и температура проведения
процесса деэмульгирования незначительно влияют на обезвоживание нефтешлама.
Оптимальными параметрами обезвоживания нерастворимым реагентом-деэмульгатором
являются: расход реагента -деэмульгатора 3 % масс.; температура процесса - 40 0С;
время контакта реагента с нефтешламом - 40 минут; интенсивность контакта
100-200 об/мин. Применение данного реагента-деэмульгатора позволяет достигнуть
степени обезвоживания нефтешлама - 78 % масс. и удалить 24 % масс. механических
примесей. Донные нефтешламы и нефтяные отходы с высоким содержанием
механических примесей, практически не подвергаются утилизации по причине
технологической сложности их переработки. Предложенный процесс жидкофазного
термолиза преимущественно направлен на переработку данных отходов и
высокостойких нефтеэмульсионных шламов, неподдающихся другим способам
переработки. Были проведены исследования, цель которых заключалась в
моделировании процесса жидкофазного термолиза нефтешламов на опытнолабораторой
установки для изучения факторов процесса, а так же получения продуктов и их
дальнейшего анализа. Процесс проводили на лабораторной установке при
атмосферном давлении и постепенном нагреве до 550 0С. Показано, что
на выход продуктов процесса влияет не только углеводородный и компонентный состав
сырья, но и фракционный состав нефтепродуктовой части (содержание углеводородов
выкипающих до 360 0С.
В ходе проведения процесса обнаружен увеличенный выход водного конденсата
на 1,5- 3,5 % мас. По сравнению с содержанием водной фазы в первоначальном
сырье.
Установлено, что содержащиеся в сырье крупнодисперсные механические
примеси (около 1 мм) ингибирующее действуют на процесс вспучивания при переходе
от подвижного битуминозного остатка в сплошной скелет карбоидного неподвижного
остатка (донный шлам и кек увеличиваются в 1,5- 2 раза).
Полученный термолизный дистиллят путем фракционирования разделялся на три
фракции: бензиновую н. к - 200 С; керосиновую 200 - 350С; газойлевую 350С -к.к.
Полученные продукты процесса были проанализированы в соответствии с
требованиями ГОСТов на товарные нефтепродукты, а так же с помощью методов
исследований полупродуктов и отходов.
Газообразным продуктам термолиза был определен углеводородный состав на
газожидкостном хроматографе ЛХМ-8 МД, показавший, что газ является
высококалорийным и может быть использован в качестве топлива для нужд
установки.
Анализ бензиновой фракции показал, что значительное содержание
непредельных углеводородов (иодное число 80-88) и высокое содержание серы
(0,35-0,92 % мас.) не позволяют её использовать как компонент товарного топлива
без дополнительного облагораживания. Возможно использование её как топливо для
собственных нужд на установке.
Керосиновые фракции, полученные из малосернистого сырья могут
незначительно вовлекаться как компонент (с содержанием серы 0,61%масс. И
коксуемостью -0,018 %) в товарные дизельные топлива или использоваться как
судовое маловязкое топливо. Фракции с низкой температурой застывания (-44 С)
могут применяться в качестве компонентов профилактических смазок.
Газойлевые фракции, полученные из малосернистого сырья, могут быть
использованы как тяжёлое котельное топливо (мазут М100 малосернистый), другие
фракции - как компоненты котельных топлив.
Анализ полученного водного конденсата (содержание нефтепродуктов 300-400
мг/л, мехпримесей 15-25 мг/л, рН 7,5-8) позволяет предложить его использование
в оборотном водоснабжении в цикле подпитки.
Анализ твердого остатка процесса показал, что он практически наполовину
состоит из мехпримесей (зольность- 45-65 % мас.), имеет низкую механическую
прочность, гидрофобен и может быть использован в качестве топлива для
собственных нужд установки, либо в качестве компонентов строительных
материалов.
Исследования по изучению возможности применения твердого остатка
жидкофазного термолиза нефтешламов (ТОЖТН) в производстве строительных
материалов и изделий проводились на базе лаборатории строительных материалов
кафедры «Строительные конструкции» УГНТУ.
В результате проведенных исследований установлено, что введение в
цементные композиции в качестве минерального наполнителя ТОЖТН в количестве
5-10 % повышает прочность цементных структур при растяжении и сжатии.
Показано, что применение совместно с ТОЖТН суперпластификатора С-3
позволяет снизить расход цемента до 20 % без потерь прочности цементных
структур.
Использование в технологии цементных бетонов ТОЖТН в качестве пигмента
позволяет получить широкую гамму оттенков серого цвета и отказаться от
дорогостоящих синтетических красителей.
Утилизация нефтешлама путем вовлечения его в тяжелые котельные топлива
позволяет избежать как первичных, так и вторичных проявлений загрязнения
окружающей среды, и является наиболее перспективной.
Были проведены опытно-промышленные исследования, подтвердившие
возможность получения с использованием нефтешлама качественных топливных
композиций. Для этого применялся промышленный гидроакустический аппарат СГД-3,
выбор которого обусловлен высокими показателями диспергирования при малом
энергопотреблении ( 5 кВт/ч вместо 50 кВт/ч для дезинтеграторов) данных
аппаратов, кроме того они являются наиболее технологичными применительно к
нефтехимическим гетерофазным процессам: их можно расположить или в самой
рабочей емкости, или подключить в трубопровод, питающий аппараты.
Для создания топливной композиции использовался нефтешлам из
шламонакопителя ООО «ЛУКОЙЛ-Волгограднефтепереработка» и топочный мазут М 100
того же завода. Нефтешлам имел следующие характеристики: вязкость условная при
80 С - 2,11; плотность при 20 С, кг/ м - 975; содержание нефтепродуктов - 34,5
% мас., воды- 60,7 % мас., механических примесей - 4,8 % мас. Основные
характеристики мазута М 100 : вязкость условная при 80 С -2,57; плотность при
20 С, кг/ м - 938; содержание воды % мас. - отсут.; механических примесей -
0,07; содержание серы % мас.- 0,95.
На первом этапе эксперимента, на аппарате были обработаны смеси мазут:
нефтешлам следующего состава: 20:1; 10: 1; 7: 1; 4: 1; 3: 1; 2: 1
Перед обработкой на аппарате СГД -3 мазут и нефтешлам предварительно
нагретые до 80 С смешивали в нужном соотношении. После гидроакустического
воздействия пробы свежеприготовленных эмульсий ставились на отстой в термостате
при температуре 40 С. Каждые десять суток пробы анализировались под
микроскопом. Обработка данных проводилась путем прямого измерения размеров глобул
воды (использовалось предметное стекло с микро метрической шкалой) , с
последующей статистической обработкой и вычислением среднеарифметического
диаметра глобул.
Как показал анализ данных преобладающий размер глобул воды для всех проб
составляет 1-4 мкм, а диаметр частиц уменьшается до коллоидной степени
дисперсности и в среднем составляет 1-2 мкм. Общее наблюдение
продиспергированных образцов велось на протяжении шести месяцев, и показало что
все топливные смеси имеют хорошую агрегативную устойчивость.
На втором этапе эксперимента, учитывая высокую стабильность нефтешлама, и
основываясь на том, что в нефтешламе, как и в тяжелых остатках, присутствуют
природные эмульгаторы - смолы, асфальтены, высокоплавкие парафины, а также
стабилизирующие эмульсию механические примеси, то изучалась возможность
создания стабильных эмульсий без привлечения мазута извне после
предварительного частичного обезвоживания. Для этого применявшийся на первом
этапе нефтешлам был частично обезвожен двумя способами: термохимическим
обезвоживанием с использованием композиционного деэмульгатора и физическим
обезвоживанием нерастворимым реагентом деэмульгатором с близкими значениями по
содержанию воды после обработки. В среднем нефтешлам для обоих проб имел
состав: содержание нефтепродуктовой части - 55 % мас., воды - 41 % мас.,
механических примесей - 4 % мас. После обработки на аппарате СГД-3 пробы
исследовались на фазовую устойчивость по стандартной методике нагревом в
сушильном шкафу при температуре 80 С в течение 24 часов. Анализ полученных
результатов показал, что из нефтешлама после предварительного термохимического
обезвоживания не возможно получить агрегативно- устойчивую эмульсию. Причина
связана с десорбцией и проявлением активности ранее «связанного» механическими
примесями и природными стабилизаторами деэмульгатора в результате
гидроакустического воздействия. Нефтешлам частично обезвоженный нерастворимым
деэмульгатором показал высокую агрегативную устойчивость после обработки его на
аппарате СГД-3. В данном случае полученную гомогенизированную водотопливную
композицию можно использовать вовлекая в поток котельного топлива завода и
получая товарный топочный мазут (соответствующей ГОСТ), а так же в качестве
жидкого топлива на нефтезаводских печах или на обогреваемых горизонтальных
кубах жидкофазного термолиза.
Полученные результаты проведенных исследований подтвердили возможность
использования гидроакустического аппарата для создания высокостабильных
топливных композиций с применением нефтешлама.
Нефтяные отходы негативно воздействуют практически на все компоненты
окружающей среды (людей, промышленные, транспортные и жилищно-коммунальные
объекты, сельскохозяйственные угодья, леса, водоемы и т.п.). Это проявляется в
повышении заболеваемости людей, ухудшении их жизненных условий, в снижении
продуктивности биологических природных ресурсов, ускорении износа зданий,
сооружений и оборудования.
В то же время, переработка нефтесодержащих отходов может обеспечить
дополнительный доход, который позволит провести необходимые природоохранные и
реабилитационные мероприятия и сохранить финансовую устойчивость
нефтедобывающего предприятия.
На месторождении Кенкияк высокообводненная, парафинистая и
пескосодержащая нефть надсолевого горизонта подвергается первичной обработке на
нефтесборной площадке, на которой размещены 9 резервуаров по 2000 м3
каждый. Отстой нефти от твердых осадков и слив воды осуществляются при ее
перекачке в последовательной цепи резервуаров.
При первичной обработке сырой нефти образуются газообразные
(углеводороды, сероводород, диоксиды и оксиды углерода, азота, серы, сажа,
меркаптаны); жидкие (нейтральные нефтесодержащие, солесодержащие,
сернисто-щелочные, кислые и сероводородсодержащие сточные воды); твердые
(замазученный грунт, асфальтосмолопарафиновые отложения (АСПО), нефтешламы)
отходы. В нефтешламах часто встречаются тяжелые металлы (таблица 10).
Таблица 10. Микроэлементы в составе нефтешламов
|
Микроэлементы
|
Содержание микроэлемента, мг/кг
|
ПДК, мг/м3
|
|
Никель
|
4,5
|
3,0
|
|
Ванадий
|
10,8
|
23,0
|
|
Кобальт
|
0,5
|
2,8
|
|
Железо
|
2800
|
10,0
|
|
Марганец
|
33
|
15,00
|
|
Хром
|
3,8
|
18,3
|
Как видно из приведенных в таблице 7 данных, содержание некоторых тяжелых
металлов в нефтешламах значительно превышает предельно допустимые концентрации.
То есть, даже по содержанию тяжелых металлов нефтешламы несут потенциальную
опасность для окружающей среды.
Очистка нефтеотстойников на нефтепромысле Кенкияк нефть обычно
выполняется вручную через смотровые люки с предварительным пропариванием и
размывом горячей водой сгущенных нефтеосадков. Объёмы очистки в результате
увеличиваются более чем на порядок за счёт промывочной воды. Операция ручной
очистки весьма трудоёмка и опасна для людей, находящихся внутри резервуара и
сообщающихся в этот период с атмосферой только через смотровые люки. Очистка
одного резервуара средней ёмкости (около 2000 м3) продолжает в
течение 20-25 суток. В этот период полость резервуара имеет выход в атмосферу
через два придонных люка диаметром 650-700 мм. В атмосферу выбрасываются все
легколетучие компоненты твердых отходов (таблица 11), а персонал подвергается
воздействию вредных примесей, присутствующих в нефтешламах.
Нефтесодержащая масса из отстойников вначале перемещается во временный
котлован под одним из люков, из которого промывочная вода откачивается и
используется повторно для нагнетания в скважины надсолевого комплекса, а
сгущённый осадок перемешивается с добавленными грунтами и вывозится на
специальный полигон. Захоронение продуктов очистки нефтеотстойников выполняется
послойно по 300 мм с последующим перекрытием чистыми грунтами слоями по 500 мм.
При заполнении проектного объема полигона закрывается толстым слоем глины.
Таблица 11. Загрязнение атмосферы при очистке нефтеотстойников
|
Виды вредного вещества, одновременно воздействующего на
воздушный бассейн
|
Интегральная оценка (Jm) состояния воздушного бассейна в зависимости от
продолжительности воздействия на него вредного вещества, сут.
|
|
1
|
5
|
10
|
15
|
20
|
|
Углеводороды + диоксид серы + оксид углерода + диоксид
азота + сероводород + аммиак + фенол
|
4,88
|
1,844
|
0,423
|
0,21
|
0,14
|
|
Сероводород + оксид азота + диоксид серы
|
2,051
|
0,624
|
0,213
|
0,129
|
0,082
|
|
Оксид углерода + сероводород + углеводороды
|
2,07
|
0,9
|
0,543
|
0,047
|
0,035
|
|
Фенол + аммиак
|
1,303
|
0,471
|
0,1
|
0,062
|
0,043
|
Глава 2. Методика постановки эксперимента, анализ сырья и продуктов
.1 Экспериментальные исследования процесса разделения нефтяного шлама в
поле центробежных сил
Целью наших исследований является разработка комплексной технологии
утилизации нефтяных шламов, начиная от исследования характеристик нефтешлама и
физико-химических основ процесса и заканчивая выдачей практических рекомендаций
для технико-экономического обоснования строительства опытно-промышленной
установки утилизации нефтешламов. Была поставлена задача разработки такого
процесса, который, с одной стороны, удовлетворяет современным тенденциям
создания высокоэффективных, экологически чистых технологий и, с другой,
является экономически эффективным.
Как показали опыты нефтяной шлам содержит в среднем до 20 % (массовых)
твердой фазы. Опыты на экспериментальной установке сводятся к определению
влияния гранулометрического размера механических частиц на процесс разделения
нефтяного шлама с целью определения числа необходимых ступеней промышленной
установки.
Установка состоит из центробежного насоса 1 - для подачи чистого растворителя
из емкости 10 в инжекционный смеситель 4, манометра 2 - для контроля давления
питания, стеклянного ротаметра 3 - для контроля расхода растворителя, патрубка
6 - для подвода суспензии в гидроциклон, гидроциклона 7 - для разделения
суспензии, воронки 8 с фильтрующей перегородкой, установленной на емкости 9,
для фильтрации сгущенной суспензии и отбора проб, емкость 5 - для сбора
осветленных углеводородов.
Проба для лабораторных анализов отбирается из воронки 8.
Проведены исследования по определению влияния различных факторов на
процесс разделения нефтяного шлама в поле центробежных сил по следующей
методике.
Растворитель заливалась в емкость 10 и включался центробежный насос 1.
Расход ее контролировался с помощью стеклянного ротаметра 3.
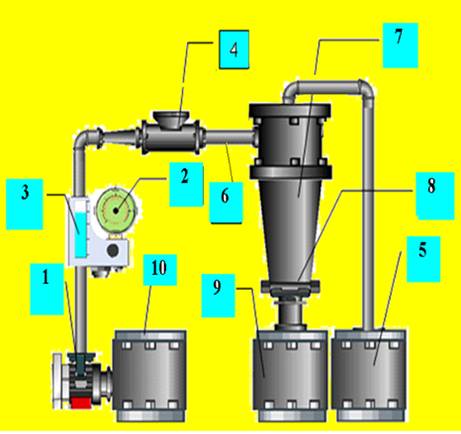
Рис. 1. Схема экспериментальной установки для разделения нефтяного шлама
в поле центробежных сил.
Нефтяной шлам по верхнему патрубку смесителя подается в камеру смешения,
где смешивается с чистим растворителем и образовавшиеся суспензия подается на
гидроциклон 7.
После разделения в гидроциклоне 7 твердые механические примеси
фильтруются через фильтровальную перегородку, установленную в воронке 8.
Отфильтрованная жидкая часть собиралась в емкости 9, а осветленные
нефтепродукты через патрубок слива поступают в емкость 5.
По истечении определенного времени в циркуляционную емкость заливалась
новая порция растворителя. При необходимости вносились соответствующие
коррективы в методику исследований.
После установления стационарного режима работы осуществлялся
одновременный отбор проб из сливного, пескового и исходного потоков. Пробах
определялись содержание твердой фазы и ее гранулометрический состав.
Об эффективности процесса разделения судили по величине максимального
зерна, уносимого сливным потоком.
Содержание твердых частиц в пробе суспензии определялось по концентрации
взвешенных веществ фильтрацией через плотный бумажный фильтр. Контроль
гранулометрического состава твердых частиц, оставшихся в осветленной жидкости,
осуществлялся микроскопическим анализом.
Исследования проводились на опытном гидроциклоне диаметром 40 мм со
сменными элементами. Диаметр входного насадка (d) составляет 8, 10, 12 мм;
диаметр сливного насадка (d) 8, 10, 12 мм; диаметр пескового насадка (d) 4, 5,
6 мм; перепад давления между входом и сливом (DP) 1.5, 3, 4.5, 6, 7.5, 9, 10.5 кПа; концентрация
суспензии (4, 8, 12, 16, 20).
Для изучения процесса разделения шлама при испытаниях менялись
геометрические параметры гидроциклона, давление шлама на входе в гидроциклон (от
14.7 104 до 98.1 104 н/м2), противодавление в
сливном патоке (от 0 до 39.2 104 н/м2). Далее,
проверялась устойчивость работы гидроциклона при оптимальных параметрах.
Результаты опытов показали, что при геометрических параметрах гидроциклона D=4 10-2 м, dвх=1
10-2м, dсл=12 10-3 м, dп=6 10-3м,
=0,0873 рад и при длине цилиндрической части, равной 4D, получено сгущение твердой фазы до 58 % при уносе в фугат до
0,055 %. Эти показатели удовлетворяют данный процесс. Полученные усредненные
опытные данные проиллюстрированы на рис. 2, 3.
Рис. 2. Зависимость качества разделения нефтяного шлама от давления
питания.
- эффективность сгущения; 2 - эффективность осветления
Рис. 3. Зависимость качества разделения нефтяного шлама от
противодавления в чистом сливе
- эффективность осветления; 2 - эффективность сгущения
Каждая серия опытов повторялась 5 раз при постоянном расходе шлама,
контролируемом посредством стеклянного ротаметра. Опыты повторялись в
изложенном выше порядке для следующих значений размеров частицы мехпримесей:
100; 150; 210; мкм и 1; 2; 3 мм
Опыт эксплуатации мультгидроциклона показыает, что очистка нефтяных
шламов от механических примесей обеспечивает отделение твердых частиц размером
более 10 мкм.
По результатам проведенных исследований можно сделать следующие выводы.
Изменение угла конусности оказывает влияние в основном на эффективность
процесса разделения. Оптимальным следует считать угол конусности =50,
дальнейшее уменьшение угла является нерациональным. Уменьшение угла приводит к
некоторому улучшению качества разделения, но значительно увеличивает габариты
аппарата.
Диаметр входного насадка влияет как на эффективность процесса разделения,
так и на производительность гидроциклона. Уменьшение диаметра насадка
увеличивает эффективность очистки, но значительно снижает производительность
аппарата. Оптимальным следует считать отношение диаметра входного насадка к
диаметру цилиндрической части гидроциклона dвх /D = 0,25.
Диаметр сливного насадка влияет в меньшей степени на эффективность
процесса разделения и производительность гидроциклона, чем диаметр входного
насадка. Анализ опытных данных показал, что оптимальным отношением диаметра
сливного насадка к диаметру цилиндрической части гидроциклона является
отношение dсл /D = 0.25-0.3.
Уменьшение диаметра пескового отверстия снижает количество жидкости в
сгущенной фазе, однако приводит к увеличению уноса твердых частиц в слив. По
данным опытов целесообразно принять отношение диаметра пескового насадка к
диаметру цилиндрической части dп /D = 0.1.
Увеличение длины цилиндрической части улучшает эффективность разделения,
но оказывая особого влияния на производительность аппарата. Оптимальной
является длина цилиндрической части Н=3D, так как дальнейшее увеличение незначительно улучшает
качество разделения, но увеличивает длину гидроциклона.
Согласно полученным данным разделяющая способность гидроциклона
увеличивается с повышением давления питания испытуемом интервале. Повышение
противодавления в сливном потоке до 14.7 104 н/м2
благоприятно сказывается на осветление, дальнейшее повышение противодавления
практически не влияет на улучшение слива. Одновременно идет значительное
снижение концентрации сгущенного продукта. При длительном пробеге гидроциклон с
оптимальными параметрами показывает устойчивую работу.
Минимальным перепадом давления между входом и сливом, при котором
достигается эффективная очистка нефтяного шлама от частиц размером более 15
мкм, являетсяDP=2 кгс/см2.
Была проверена также эффективность работы этих аппаратов по разделению
загрязненной нефтью грунт с концентрацией до 20 % и более. Результаты испытаний
показали, что при концентрации исходной суспензии 10-14 % получено сгущение
48-54 %, причем содержание твердой фазы в сливе менее 5 %. Увеличение
концентрации исходной суспензии ухудшает слив и при достижении 20 % унос
составляет до 3 %. Наблюдалось значительное улучшение работы аппарата при
увеличении давления подачи и повышении противодавления в сливном трубопроводе
до 9.81 104 - 14.7 104 н/м2.
2.2 Исследование влияния растворителей и деэмульгаторов на эффективность
разделения нефтяных шламов
Стойкость нефтешлама зависит как от количественного состава, так и от
качественного состояния основных стабилизирующих компонентов. Наиболее сильным
фактором, которым можно повлиять на их состояние (перевести из коллоидного в
молекулярно-растворимое состояние, за исключением механических примесей)
является введение в нефтяную эмульсию эффективного растворителя. Эффект от
действия растворителя, так же связан со снижением вязкости и плотности
дисперсионной среды.
Исследования показали, что наибольшее воздействие на стабилизирующие
компоненты нефтешлама и соответственно на степень обезвоживания, из продуктов
нефтепереработки, оказывает легкий газойль замедленного коксования (ЛГЗК)
содержащий непредельные углеводороды в отличие от высокоароматизированного
легкого газойля каталитического крекинга (ЛГКК). Наименьшее воздействие при
введении в перемешиваемую реагентную смесь оказал мазут М 100.
Использование в качестве растворителя продукта нефтехимии- олигомеров
этилена (фракции альфа-олефинов С 16 - С 18 ) подтвердило высокую растворяющую
способность непредельных углеводородов к природным стабилизаторам нефтешламов.
При соотношении нефтепродуктовой части нефтешлама к олигомерам этилена степень
обезвоживания практически в 2 раза превышает полученные результаты при
использовании в качестве растворителя ЛГЗК при аналогичных условиях, и
состовляет 47 %.
Исследование воздействия растворителей без перемешивания реагентной смеси
(растворитель подавался на нефтешлам) показало высокую обезвоживающую
активность мазута по отношению к нефтешламу. Независимо от соотношения
нефтешлам: мазут количество воды в верхней части делительной воронки
сохраняется практически одинаковое, а степень обезвоживания колеблется в
пределах 73 - 77 %. Исследования показали, что гидрофобная поверхность мазута
адсорбирует неполярные компоненты шлама, это, прежде всего парафинонафтеновые
углеводороды. Так же показано, что при низких температурах, когда вязкость
мазута очень велика, обезвоживание происходит только за счет адсорбции на его
поверхности. Показано, что кратность обезвоживания нефтешлама при
незначительном усреднении увеличивается прямо пропорционально с ростом
кратности разбавления мазутом. Однако, концентрация воды в пробе ниже той,
которая была бы в случае полного смешения нефтешлама с мазутом до однородной
смеси, соответственно выше и кратность обезвоживания. Общую зависимость
кратности обезвоживания от кратности разбавления мазутом можно представить в
виде: Ао = К * Ар, (1) где Ао - кратность обезвоживания, Ар - кратность
разбавления, К - коэффициент обезвоживания. По данной зависимости можно
рассчитать кратность обезвоживания для любой концентрации при различных соотношениях
нефтешлама и мазута. Растворители не оказывают своего воздействия на
неорганические стабилизаторы нефтяных эмульсий - механические примеси. Для
разрушения эмульсий стабилизированных механическими примесями применяются
композиционные деэмульгаторы, в составе которых наряду с неионогенными
деэмульгаторами используются полиэлектролиты, которые взаимодействуют с
механическими примесями (объединяя их в крупные агрегаты и облегчая тем самым
их удаление из нефтяной эмульсии). Были проведены исследования с целью поиска
состава композиционного деэмульгатора и оптимальных параметров
деэмульгирования. Установлено, что в составе композиционного деэмульгатора в
качестве высокомолекулярного водорастворимого полимера (ВРП) наиболее
эффективен катионный флокулянт Praestol 854 BC позволяющий в смеси с
неионогенным деэмульгатором Диссольван 4411 (при расходе 200г/т:900 г/т)
удовлетворительно разделять нефтешламовую эмульсию. В отличие от
использовавшегося в исследованиях полиакриламида, флокулянт Praestol 854 BC -
катионный и с более высокой молекулярной массой. Поэтому он наиболее активен к
основной массе механических примесей нефтешлама отрицательно заряженных частиц
кремнезема. Оптимальными параметрами процесса являются: температура - 60 0С
; время термоотстоя - 12 часов. Применение композиционного деэмульгатора
позволяет удалить из нефтешлама 27 % масс. механических примесей и достигнуть
степени обезвоживания 43 %. Высокая активность деэмульгатора связана с
максимальной концентрацией его на границе раздела фаз. Этому условию
способствует нерастворимость деэмульгатора как в воде, так и в нефти. Были
проведены исследования с целью поиска оптимального состава нерастворимого
деэмульгатора и параметров деэмульгирования нефтешламовой эмульсии. В
исследованиях использован реагент-деэмульгатор представляющий собой отходы
древесины подготовленные опилки. Показано, что простое введение деэмульгатора в
нефтешлам, а так же незначительное перемешивание данной смеси не приводит к
видимому результату разделения эмульсии. Необходимо создание дефекта в
структуре защитной оболочки в присутствии реагента деэмульгатора, что должно
способствовать ускорению выхода молекул деэмульгатора на поверхность раздела
фаз эмульсии, а для этого необходим интенсивный контакт деэмульгатора с
нефтешламом. Для осаждения деэмульгатора из нефтепродуктового слоя после
разрушения эмульсии к нему добавлялся гелеобразующий реагент в количестве 0,1 %
масс. на сырье, являющийся смесью 80% мас. сахара -сырца и 20 % мас. казеина.
Установлено, что на активность деэмульгатора оказывает влияние компонентный
состав деэмульгатора (опилки с наибольшим содержанием целлюлозы и
гемицеллюлозы), а так же микроструктура деэмульгатора (размер внутренних пор
древесины). При одинаковой плотности (пористости древесины) деэмульгатор из лиственных
пород не разрушает нефтешламовую эмульсию, в то время как деэмульгатор из
хвойных пород позволяет эффективно разделять нефтешламовую эмульсию на водную и
нефтепродуктовую фазы. Проведенные исследования показали, что наибольшее
воздействие на степень обезвоживания оказывают расход деэмульгатора и время
перемешивания (контакта) деэмульгатора с нефтешламом. Интенсивность контакта и
температура проведения процесса деэмульгирования незначительно влияют на
обезвоживание нефтешлама. Оптимальными параметрами обезвоживания нерастворимым
реагентом-деэмульгатором являются: расход реагента -деэмульгатора 3 % масс.;
температура процесса - 40 0С; время контакта реагента с нефтешламом
- 40 минут; интенсивность контакта 100-200 об/мин. Применение данного реагента-деэмульгатора
позволяет достигнуть степени обезвоживания нефтешлама - 78 % масс. и удалить 24
% масс. механических примесей. Донные нефтешламы и нефтяные отходы с высоким
содержанием механических примесей, практически не подвергаются утилизации по
причине технологической сложности их переработки. Предложенный процесс
жидкофазного термолиза преимущественно направлен на переработку данных отходов
и высокостойких нефтеэмульсионных шламов, неподдающихся другим способам
переработки. Были проведены исследования, цель которых заключалась в
моделировании процесса жидкофазного термолиза нефтешламов на опытно -
лабораторной установки для изучения факторов процесса, а так же получения
продуктов и их дальнейшего анализа. Процесс проводили на лабораторной установке
при атмосферном давлении и постепенном нагреве до 550 0С. Показано,
что на выход продуктов процесса влияет не только углеводородный и компонентный
состав сырья, но и фракционный состав нефтепродуктовой части (содержание
углеводородов выкипающих до 360 0С.
В ходе проведения процесса обнаружен увеличенный выход водного конденсата
на 1,5- 3,5 % мас. По сравнению с содержанием водной фазы в первоначальном
сырье.
Установлено, что содержащиеся в сырье крупнодисперсные механические
примеси (около 1 мм) ингибирующее действуют на процесс вспучивания при переходе
от подвижного битуминозного остатка в сплошной скелет карбоидного неподвижного
остатка (донный шлам и кек увеличиваются в 1,5- 2 раза).
Полученный термолизный дистиллят путем фракционирования разделялся на три
фракции: бензиновую н. к - 200 С; керосиновую 200 - 350С; газойлевую 350С -
к.к. Выход фракций на термолизный дистиллят из различного сырья представлен на
рис.5.
Полученные продукты процесса были проанализированы в соответствии с
требованиями ГОСТов на товарные нефтепродукты, а так же с помощью методов
исследований полупродуктов и отходов.
Газообразным продуктам термолиза был определен углеводородный состав на
газожидкостном хроматографе ЛХМ-8 МД, показавший, что газ является
высококалорийным и может быть использован в качестве топлива для нужд
установки.
Анализ бензиновой фракции показал, что значительное содержание
непредельных углеводородов (иодное число 80-88) и высокое содержание серы
(0,35-0,92 % мас.) не позволяют её использовать как компонент товарного топлива
без дополнительного облагораживания. Возможно использование её как топливо для
собственных нужд на установке.
Керосиновые фракции, полученные из малосернистого сырья могут
незначительно вовлекаться как компонент (с содержанием серы 0,61%масс. И
коксуемостью -0,018 %) в товарные дизельные топлива или использоваться как
судовое маловязкое топливо. Фракции с низкой температурой застывания (-44 С)
могут применяться в качестве компонентов профилактических смазок.
Газойлевые фракции, полученные из малосернистого сырья, могут быть
использованы как тяжёлое котельное топливо (мазут М100 малосернистый), другие
фракции - как компоненты котельных топлив.
Анализ полученного водного конденсата (содержание нефтепродуктов 300-400
мг/л, мехпримесей 15-25 мг/л, рН 7,5-8) позволяет предложить его использование
в оборотном водоснабжении в цикле подпитки.
Анализ твердого остатка процесса показал, что он практически наполовину
состоит из мехпримесей (зольность- 45-65 % мас.), имеет низкую механическую
прочность, гидрофобен и может быть использован в качестве топлива для
собственных нужд установки, либо в качестве компонентов строительных
материалов.
Глава 3. Промышленное оформление процесса утилизации нефтяных буровых
отходов
.1 Технологические варианты организации процесса разделения нефтяных
отходов
По результатам испытаний гидроциклонных аппаратов можно также отметить,
что при работе аппаратов на разделении нефтяного шлама в одном гидроциклонном
аппарате не удалось получить максимально возможную эффективность одновременно
по сгущению твердой фазы и осветленной жидкости. В связи с этим были проведены
экспериментальные работы в лабораторных условиях по определению эффективности
различных схем включения гидроциклонов (Рис. 16).
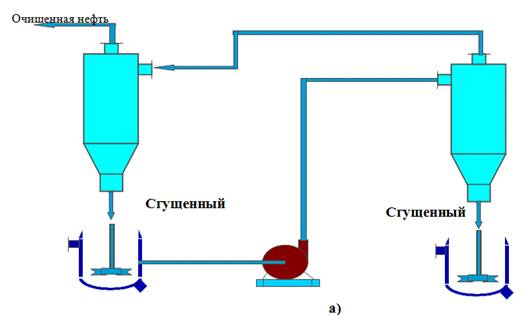
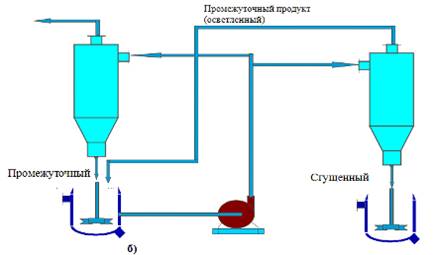
б)
Рис.16. Схема включения гидроциклонов:
а - последовательное включение двух гидроциклонов;
б- параллельное включение гидроциклонов
.2 Разработка установки для очистки резервуаров - отстойников
В задачи данной работы входит научное обоснование и разработка
оборудования и технологии для снижения экологического риска при
внутрипромысловой подготовке и транспортировке нефти.
Разработан комплекс оборудования для механизированной, безопасной для
людей очистки нефтеотстойников без размыва сгущенного осадка водой и без
укладки осадка на полигон. Новая схема включает в себя неполноповоротную
гребеночную карусель, выполненную в виде трубчатой траверсы, состоящей из двух
радиальных частей. При этом обе части траверсы оборудованы откидывающимися
гребками. Траверса монтируется на центральной колонне с возможностью свободного
поворота внутри цилиндрического резервуара в пределах 200 градусов. Обе
радиальные части траверсы выполнены трубчатыми и могут соединяться с источником
пара. Оборудование приводится в действие скреперной лебедкой ЛС-100 по схеме
обратного скреперования.
Перемещение шлама за пределы резервуара осуществляется радиальным шнеком,
установленным на днище. Шлам выгружается во временный котлован, откуда
перегружается в транспортные средства специальным шнековым транспортером.
Шнековый транспортер, используемый для отгрузки шлама, содержит трубчатый
корпус с продольной щелевой прорезью, в которую заглубляется бесконечный пакет
из тонких и прочных лент, имеющих прорези для прохода винтовой ленты шнека.
Пакет лент натягивается концевыми барабанами с наружными относительно
корпуса ребордами, которые прижимают и фиксируют заглубленные междувитковые
участки пакета в контакте с поверхностью шнекового вала. Полость трубчатого
шнекового вала в консольно выступающей части соединена с паропроводом.
Ленточный пакет вовлекается в продольное движение витками шнека и предотвращает
прокручивание транспортируемой вязкой массы вокруг оси шнека. Предлагаемое
оборудование позволяет исключить опасный ручной труд при очистке отстойников.
Выгруженная из резервуара нефтешламовая масса достаточно быстро
саморазделяется на жидкую часть, которая может откачиваться насосами в
резервур-отстойник, и нефтесодержащий осадок, содержащий до 30-35% нефти.
Сгущённый осадок доставляется автотранспортом на переработку. Переработка может
осуществляться двумя способами: разработанным для этой цели центробежным
нефтесепаратором или на установке для отмыва нефти из шламов, характеристика
которой приведена далее.
Усовершенствованный нефтесепаратор использует центробежные силы в
сочетании с подогревом и газовым подпором.
Нефтесепаратор включает в себя цилиндрический корпус, в котором
установлена цилиндрическая центрифуга с перфорированными стенками. При среднем
содержании нефти в сгущенном осадке при очистке нефтеотстойников 30% из каждого
1м3 перерабатываемого материала отжимается до 300 л нефти. За час
непрерывной работы нефтесепаратора по расчёту может быть отжато и возвращено в
оборот порядка 18 м3 нефти.
Определяющим для конструктивной компоновки установки является выбор
оборудования для отмывки нефти из осадка.
Наиболее подходящими для этой операции являются спиральные
классификаторы, применяемые на обогатительных фабриках и представляющие собой
наклонно установленное корыто с дном полукруглой формы, в котором медленно
вращается спираль (шнек) большого диаметра.
Спиральные классификаторы обеспечивают мягкий режим отмывки нефти из
осадка. При этом в одном аппарате совмещаются операции отмывки и разделения жидкой
и твердой фаз.
бурение нефтяной шлам деэмульгатор
Заключение
В диссертации изложены научно обоснованные решения по снижению
техногенного воздействия при внутрипромысловом сборе и транспортировке нефти на
нефтепромысле «Газли» и «Кокдумалак», а также на Бухарском
нефтеперерабатывающем заводе. Основные результаты, практические выводы и
рекомендации заключаются в следующем.
. На месторождении «Газли» и «Кокдумалак» при добыче нефти и при
переработке её на нефтеперерабатывающем заводе в результате производства
ремонтных работ, утечек нефти через неплотности запорной арматуры и аварийных
утечек нефти при прорывах сборных трубопроводов, а также при очистке
резервуаров образуются нефтешламы и замазученный грунт. Содержание
нефтепродуктов, по данным мониторинга превышает предельно допустимые
концентрации более чем в 30 раз. С целью предотвращения загрязнения окружающей
среды пожароопасными продуктами - замазученным грунтом и осадком из резервуаров
их размещают на полигоне, так как на предприятии отсутствует технология по
переработке и утилизации отходов такого характера. Нефтешламы и их накопители
являются реальным источником техногенных эмиссий и воздействия на экосистему.
.На производстве очистка резервуаров-отстойников производится вручную, с
большими трудозатратами, в опасных для здоровья трудящихся условиях.
Разработано оборудование для механизированной очистки резервуаров -
отстойников, обеспечивающее высокую производительность и безопасные условия
труда.
. Разработаны комплекс оборудования для механизированной очистки
нефтеотстойников и эффективный способ очистки нефтешламов, позволяющий избежать
потерь нефти. По технико-экономическим показателям разработанные решения
значительно превосходят известные способы утилизации нефтешламов.
.Экономический эффект от использования рекомендуемых способов снижения
вредного воздействия на окружающую среду складывается из предотвращенного
ущерба и стоимости возвращенной в оборот нефти за вычетом затрат на
осуществление рекомендуемых мероприятий. Наиболее существенную часть
экономического эффекта составляет стоимость возвращенной в оборот нефти.
Экономический эффект увеличивается с увеличением содержания нефти в шламах и
стоимости барреля нефти.
Внедрение разработанных на основе выполненных исследований технических
решений позволит резко уменьшить затраты на строительство могильников и выплаты
за нарушение экологии. Экономический эффект может составить от 8400 до 20600
сумов на 1 т нефтешламов.
Список
литературы
1.И. Каримов «Модернизация
государства и создание сильного
гражданского общества - глобальные
задачи» доклад в собрании Олий мажлиса и
Законадательной палаты 27 января 2010 года.
. Танатаров М.А.и др. Опыт утилизации нефтешламов ЛПДС
"Черкассы" // Промышленные и бытовые отходы. Проблемы и решения: Мат.
конф. Ч.1. Уфа, 1996.
. Елашева О.М., Баландин Л.Н. Асфальто-смолистые парафиновые
отложения нефтедобывающих регионов России - альтернативное сырье для
производства парафино-церезиновых композиций и битумов. // Промышленные и
бытовые отходы. Проблемы и решения. Мат. конф. Ч.1. Уфа, 1996.
. Бадыштова К.М. и др. Альтернативное сырье для производства
парафино-церезиновой композиции. // Химия и технология топлив и масел. 1996. №
3.
. Полигон по утилизации и переработке отходов бурения и
нефтедобычи: Принципиальные технологические решения. Кн.2. Разработка
принципиальных технологических решений по обезвреживанию шламовых амбаров и
нефтезагрязненного грунта. Сургут, 1996.
. Полигон по утилизации и переработке отходов бурения и
нефтедобычи: Принципиальные технологические решения. Кн.1. Разработка
принципиальных технологических процессов разделения нефтешламов. Сургут, 1996.
. Баширов В.В. и др. Техника и технология поэтапного удаления
и переработки амбарных шламов. М., 1992.
. Сметанин В.Л., Казначеева З.В. Обработка нефтешламов: Тез.
Докл. 27 науч.-техн. Конф. Пермского политехнического института. Ч.2. Пермь,
1991.
. Применение ультрадисперсных оксидных адсорбентов для
очистки нефтесодержащих сточных вод / Сироткина Е.Е., Иванов В.Г., Глаз-кова
Е.А. и др. // Нефтехимия. 1998. т.38. № 2.
. Позднышев Г.Н., Сергеева Л.М. Извлечение нефти из
замазученных грунтов: Тез. Докл. Всесоюзной конф. по проблемам комплексного
освоения природных битумов и высоковязких нефтей. Казань, 1991.
. Обоснование инвестиций в строительство полигона утилизации
и переработки отходов бурения и нефтедобычи АО
"ЛУКойл-Когалымнефтегаз". Т.1. Общая пояснительная записка. Сургут,
1996.
.Математическое описание процесса разделения нефтяных шламов
в поле центробежных сил. Жумаев К.К., Мухамедов А. «Фан ва ишлаб чикариш
интеграциясини жадаллаштириш муаммолари» Республика илмий-амалий анжумани.
Бухоро, 2007. с.18-19 .
. Разработка техники и технологии утилизации нефтяных шламов.
Жумаев К.К. «Фан ва ишлаб чикариш интеграциясини жадаллаштириш муаммолари»
Республика илмий-амалий анжумани. Бухоро, 2007. с.19-22.
. Исследование по отмывке нефти из шламов водными щелочными
растворами. Жумаев К.К., Ибрагимов А., Хусенова Х. «Фан ва ишлаб чикариш
интеграциясини жадаллаштириш муаммолари» Республика илмий-амалий анжумани.
Бухоро, 2007. с.25-26.
.Способ переработки нефтяных шламов. Жумаев К.К.,Ибрагимов
А., Абдуллаев Н. «Фан ва ишлаб чикариш интеграциясини жадаллаштириш муаммолари»
Республика илмий-амалий анжумани. Бухоро, 2007. с.24-25.
. Анализ структуры потоков в существующих аппаратах для
извлечения растворенного вещества. Артиков А.А., Хасанов Ж.Х., Жумаев К.К. «Фан
ва ишлаб чикариш интеграциясини жадаллаштириш муаммолари» Республика
илмий-амалий анжумани. Бухоро, 2007. с.66-67.
.Разработка технологиия утилизации нефтяных шламов. Десяткин
А.А. Авт. Канд. Диссертации, Уфа-2004.
.Производственные отходы - не гряз а ценное химическое сырьё.
RCC.ru. Химикаты. 26.01. 2002.
.ООО «Природа» Переработка нефтяных шламов. http://www.oilspill. ru/ustan.php .
.Переработка нефтяных и газоконденсатных шламов. Методология
и результаты. М.Маркаров, А. Нуридинов. Сыктивкар. Экоальянс. 2000.
.Переработка нефтяных шламов. http://www.oilspill. ru/ustan.php.
.Ликвидация донных отложений нефтешламовых амбаров с
применением новой плазмохимической технологии. Шангерев Р.С. авт. Диссертации.
http://www.nngasu.ru/bibl/avtoreferat/e_shangareev.pdf.
.Комплекс по переработке нефтесодержащих отходов. E-Mail:
amrutech@amrutech.com.
24.Ю.К. Молоканов. Процессы и аппараты нефтегазопереработки.
Москва. Химия. 1980. - 407 с.
.В.П. Суханов Переработка нефти. М.: Высшая школа, 1979.- 335
с.
.С.А. Фарамазов Оборудование нефтеперерабатывающих заводов и
его эксплуатация. М.: Химия. 1978.- 352 с.
.В.Н. Эрих, М.Г. Расина, М.Г. Рудин. Химия и технология нефти
и газа. Л.: Химия. 1977. - 424 с.
28. Бикчентаева А.Г., Десяткин А.А., Ахметов А.Ф., Ахметшина
М.Н. Разделение углеводородной эмульсии с водной дисперсной фазой путём
добавления мазута // Наука и технология углеводородных дисперсных систем:
Материалы II Международного симпозиума. - Уфа: Реактив, 2000. - Т.2.-С. 93-94.
. Ахметов А.Ф., Ахметшина М.Н., Десяткин А.А., Хафизов Ф.Ш.
Создание агрегативно-устойчивых топливных смесей на основе тяжёлого котельного
топлива и нефтешлама // Химические реактивы, реагенты и процессы малотоннажной
химии: Тез. докл. XIII Междунар. науч.-практ. конф. - Уфа: Реактив,2000.-С.124
.
. Бикчентаева А.Г., Десяткин А.А., Зворыгина О.Б. Изучение
влияния гидрофильных реагентов на обезвоживание нефтешлама // Нефтепереработка
и нефтехимия - проблемы и перспективы: Тез. докл. III конгресса
нефтегазопромышленников России - Уфа: ИПНХП, 2001.-С.206-207.
. Батуров В.И., Вайдуков В.А. Разделение суспензий в процессе
депарафинизации дизельных топлив кристаллическим карбамидом. Оборудование для
разделения жидких неоднородных систем и очистки жидких смесей. Сб. науч. Трудов
(Химическое машиностроение - 70). М.: НИИхиммаш, 1975, с. Библ.: 1 назв.
. Липманович В.Ю., Зинкевич В.В., Прилуцкий Я.Х. Применение
гидроциклонов в системах смазки и охлаждения узлов трения и уплотнителей.
Оборудование для разделения жидких неоднородных систем и очистки жидких смесей.
Сб. науч. Трудов (Химическое машиностроение - 70). М.: НИИхиммаш, 1975, с.
. Батуров В.И., Соколов В.И. Экспериментальное исследование
способа ударного фильтрования в гидроциклонах и центрифугах. Оборудование для
разделения жидких неоднородных систем и очистки жидких смесей. Сб. науч. Трудов
(Химическое машиностроение - 70). М.: НИИхиммаш, 1975, с.
. Влияние концентрации суспензии на эффективность разделения
в осадительных центрифугах. Оборудование для разделения жидких неоднородных
систем и очистки жидких смесей. Сб. науч. Трудов (Химическое машиностроение -
70). М.: НИИхиммаш, 1975, с. Библ.: 6 назв.
. Некоторые результаты экспериментального изучения кинетики
центробежного обезвоживания осадков. Оборудование для разделения жидких
неоднородных систем и очистки жидких смесей. Сб. науч. Трудов (Химическое
машиностроение - 70). М.: НИИхиммаш, 1975, с. Библ.: 5 назв. Перед. Загл. Авт.:
Шкоропад Д.Е., Шувалова Е.С., Раевская З.В., Машенькина С.Н.
. Жумаев К.К., Махпурова М. Дизель ёкилгиси таркибидаги
кристалл Миллий иктисодиётда технологик жараёнларни жадаллаштириш ва энергияни
тежайдиган технологиялардан фойдаланиш муаммолари. Халк. Илм.амал анжум.
Бухоро, 20-22 ноябрь 2003 й. 228-230 бетлар.
. Жумаев К.К. Разработка комплексной технологии переработки
нефтяных шламов - важнейшая задача. «Фан ва ишлаб чикариш интеграциясини
жадаллаштириш муаммолари» Халкаро илмий-амалий анжуман маколалари. Бухоро,
24-25 ноябр, 2006 й. 207-209 бетлар.
. Жумаев К.К.Исследование гидродинамики процесса разделения
нефтяных шламов в поле центробежных сил. «Фан ва ишлаб чикариш интеграциясини
жадаллаштириш муаммолари» Халкаро илмий-амалий анжуман маколалари. Бухоро, 24-25
ноябр, 2006 й. 225-228 бетлар.
. Жумаев К.К., Алиев А.,Абдуллаев Н. Разделение нефтяных
шламов в поле центробежных сил. Ахмад Дониш таваллудининг 180 йиллигига
багишланган талабалар илмий анжумани материаллари. Бухоро, 23-25 май, 2007 й.
40. Мазлова Е.А., Мещеряков С.В. Проблемы утилизации
нефтешламов и способы их переработки. Москва, 2001.
. Нефть и нефтяные продукты. Общие правила и нормы. ИПК
издательство стандартов, 2000.
. Санитарные правила по определению класса опасности
токсичных отходов производства и потребления. СП 2.1.7.1386-03. 43. Система
производственного экологического мониторинга на объектах газовой
промышленности. Правила проектирования. ВРД 39-1.13-081-2003.
.Жантохов С.К., Гуменников Е.С., Жалгасулы Н. и
др.Переработка замазученных грунтов на нефтепромыслах // Научно-техническое
обеспечение горного производства: сб.тр. ИГД - Алматы, 2006, Т.73.-С. 271 -
274.
.Абдуллаев Ё. Углеводородли бургулаш эритмаларини утилизация
килиш муаммолари. «Баркамол авлод» йилига багишланган «Ёшлар ва мамлакатни
инновацион ривожлантириш» мавзусидаги анжуман материаллари. Бухоро 2010.