Материал: Разработка конструкции мельницы
Загрузочная и разгрузочная цапфы имеют футеровку в виде спирали, что улучшает подачу материала в барабан. Разгрузочная цапфа имеет обратную спираль, что предотвращает разгрузку шаров.
Для подачи материала используют барабанные, улитковые или комбинированные питатели.
Барабанный питатель - представляет собой цилиндроконическую камеру, открытую с обеих сторон и снабженную внутренней спиральной перегородкой, для подачи измельчаемого материала через загрузочную цапфу. Корпус питателя отливается из чугуна или сваривается из стальных листов. Питатель крепится болтами к загрузочной цапфе и применяется для подачи материала крупностью до 70 мм на уровне оси мельницы.
Улитковый питатель - представляет собой спиральной формы черпак с круглым отверстием в боковой стенке по оси вращения для выпуска зачерпываемого материала в мельницу.
Питатель болтами крепиться к цапфе барабана мельницы так, чтобы отверстия цапфы и питателя совпадали. Используется для подачи мелкоразмерного материала с низкого уровня (например, подавать питание из классификатора в мельницу).
Комбинированный питатель применяется для загрузки кускового и мелкоразмерного материала.
Мельницы с центральной разгрузкой могут быть шаровыми (МШР) и стержневыми (МСЦ).
Конструктивным отличием стержневых мельниц от шаровых является увеличенный диаметр загрузочной и разгрузочных цапф, рассчитанный на пропуск большего, чем в шаровых мельницах, количества материала в единицу времени.
Стержневые мельницы применяются для грубого измельчения - примерно до 30% класса -0,074 мм (1 ст. измельчения) при крупности исходного питания -35 мм.
Максимально-возможная крупность питания -50 мм. Измельченный продукт имеет менее вогнутую характеристику крупности, по сравнению с характеристикой крупности шаровых мельниц. Стержни, раздвинутые кусками руды, выполняют роль колосников грохота: через щели проходят мелкие частицы, в то время как более крупные куски задерживаются стержнями, медленно перетираясь.
Мельницы с разгрузкой через решетку
Имеют в разгрузочном конце барабана решетку с отверстиями для разгрузки измельченного материала. На стороне, обращенной к разгрузочной крышке, решетка имеет радиальные ребра, делящие пространство между решеткой и торцевой крышкой на секторные камеры.
2. Конструкторская часть
.1 Анализ конструкции
.1.1 Техническое описание
Мельница выполнена по схеме исполнения 1 (вращение против часовой стрелки по направлению захода материала). Соответственно этому применено исполнение или схема сборки деталей и узлов, зависящих от направления вращения мельницы:
патрубок загрузочный - правая навивка шнека.
Основными составными частями мельницы (в соответствии с рисунком 2.1)
являются барабан 1 (в соответствии с рисунком 2.1), подшипник 01350 с опорной поверхностью
шириной 510 мм-2 (в соответствии с рисунком 2.1), подшипник 01350 с опорной
поверхностью 490 мм -3 (в соответствии с рисунком 2.1), привод 4 (в
соответствии с рисунком 2.1), система смазывания и гидроподпора 5 (в
соответствии с рисунком 2.1) и электрооборудование 6 (в соответствии с рисунком
2.1).
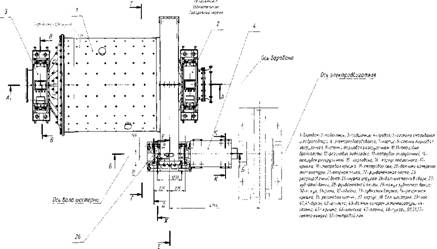
Рисунок 2.1 Мельница
Барабан мельницы состоит из цилиндрического цельносварного корпуса 7 (в соответствии с рисунком 2.2), торцовой загрузочной стенки 8 (в соответствии с рисунком 2.4) и торцовой разгрузочной стенки 9 (в соответствии с рисунком 2.4) с полыми цапфами. Торцовые стенки крепятся к фланцам барабана призонными болтами.
Рабочими поверхностями цапф барабан опирается на подшипники 01350.
Изнутри торцовая стенка загрузочная 8 (в соответствии с рисунком 2.4) и разгрузочная 9 (в соответствии с рисунком 2.4) футерованы торцовыми бронеплитами 10 (в соответствии с рисунком 2.5) и 11 (в соответствии с рисунком 2.5), установленными на резиновые подкладки 12 (в соответствии с рисунком 2.2) толщиной 10 мм.
Внутри полой цапфы стенки торцовой загрузочной установлен патрубок
загрузочный 13 (в соответствии с рисунком 2.2), а в цапфе стенки разгрузочной -
патрубок разгрузочный 14 (в соответствии с рисунком 2.2). На патрубок
разгрузочный крепится горловина 15 (в соответствии с рисунком 2.2).
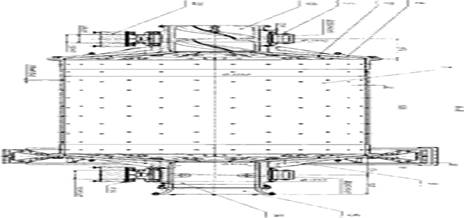
Рисунок 2.2 Барабан мельницы
Подшипник 2 (в соответствии с рисунком 2.1) состоит из корпуса 16 (в соответствии с рисунком 2.5) крышки 17 (в соответствии с рисунком 2.5), смотровой крышки 18 (в соответствии с рисунком 2.5) служащей подводом смазки на цапфу торцовой стенки. В крышке подшипника 17 имеется смотровой люк 19 (в соответствии с рисунком 2.5). Также на крышке подшипника устанавливаются датчики измерения температуры 20 (в соответствии с рисунком 2.5). В состав подшипника входит опорная плита 21 (в соответствии с рисунком 2.5) и фундаментная плита 22 (2.5). Опорная плита 21 (в соответствии с рисунком 2.5) выполнена в виде сферической опоры с диаметром 2000мм. На фундаментной плите имеются регулировочные болты 23 (М64) (в соответствии с рисунком 2.5).
Подшипник 3 (в соответствии с рисунком 2.1) состоит из тех же деталей, что и подшипник 2 отличается корпусом, в котором опорная поверхность равна 490 мм.
Привод 4 (в соответствии с рисунком 2.1) состоит из муфты упругой 25 (в
соответствии с рисунком 2.3) и вал-шестерни в сборе 26 (в соответствии с
рисунком 2.1), зубчатого венца 27 (в соответствии с рисунком 2.5), фундаментной
плиты 28 (в соответствии с рисунком 2.5), кожуха зубчатого венца 29 (в
соответствии с рисунком 2.5), кожуха промежуточного вала 30 (в соответствии с
рисунком 2.3) установленного на рамах 31 (в соответствии с рисунком 2.3).
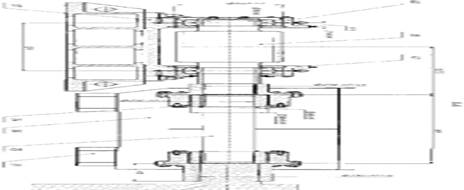
Рисунок 2.3 Привод мельницы
Муфта упругая 25 (в соответствии с рисунком 2.3) состоит из обойм 32 (в соответствии с рисунком 2.4) и зубчатых втулок 33 (в соответствии с рисунком 2.4) соединенных разрезной крышкой 34 (в соответствии с рисунком 2.3). Между зубьями зубчатой втулки и обоймы устанавливаются резиновые пластины 35 (в соответствии с рисунком 2.4).
Рисунок 2.4 Муфта упругая
Вал-шестерня в сборе состоит из корпуса 37 (в соответствии с рисунком 2.3), в который установлены подшипники качения с вал-шестерней 38 (в соответствии с рисунком 2.3). В корпусе вал- шестерни имеется люк 39 (в соответствии с рисунком 2.6), служащий для уборки отработанного смазочного материала. Подшипники зафиксированы буксами 40, 41 (в соответствии с рисунком 2.3). Фиксация букс с корпусом вал-шестерни производиться с помощью шпилек 42 (в соответствии с рисунком 2.6). В буксах предусмотрены места для установки датчиков измерения температуры 43 (в соответствии с рисунком 2.6). Между буксами устанавливается стенка 44 (в соответствии с рисунком 2.6), на которой монтируется крышка 45 (в соответствии с рисунком 2.6) служащая подводом впрыска смазочного материала. На фундаментной плите смонтированы шпильки 46 (в соответствии с рисунком 2.6) служащие для перемещения корпуса вал-шестерни. Между корпусом вал-шестерни и фундаментной плитой устанавливаются планки 47 (в соответствии с рисунком 2.6).
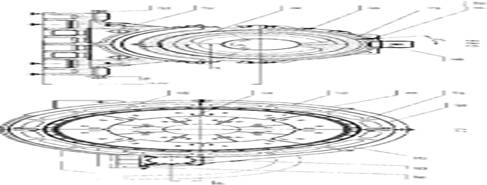
Рисунок 2.5 Подшипник
Зубчатый венец 27 (в соответствии с рисунком 2.5) состоит из двух половин. Крепится зубчатый венец на торцовой крышке барабана с разгрузочной стороны призонными болтами.
Фундаментная плита 28 (в соответствии с рисунком 2.5) выполнена в виде
отливки с обработанной верхней поверхностью и внутренними поверхностями упоров.
Внутри плиты имеются отверстия для установки сухарей 48 (в соответствии с
рисунком 2.6), посредством которых производится крепление корпуса вал-шестерни.
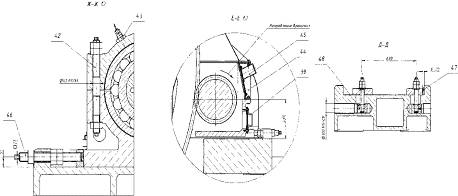
Рисунок 2.6 Крепление подшипников
Кожух зубчатого колеса 29 (в соответствии с рисунком 2.5) состоит из трех секторов 50, 51, 52 (в соответствии с рисунком 2.5). Сектор 50 (в соответствии с рисунком 2.5) устанавливается на фундамент. Сектор 51 (в соответствии с рисунком 2.5) служит промежуточной деталью между секторам 50 и 52 (в соответствии с рисунком 2.5). Сектор 52 (в соответствии с рисунком 2.5), снабженный смотровым люком, устанавливается на вал-шестерню в сборе.
Кожух 30 (в соответствии с рисунком 2.3) закрывает муфту упругую и устанавливается на рамы 31 (в соответствии с рисунком 2.3).
Рамы 31 (в соответствии с рисунком 2.3) выполнены в виде сварной
конструкции из листов.
.1.2 Основные параметры и характеристики
Мельницы должны соответствовать требованиям настоящих технических условий, ГОСТ 10141, ГОСТ 12.2.003, ГОСТ 12.3.002, ПБ 03-571-03, РД 06-572-03 комплекту конструкторской документации (КД) и изготавливаться по технологической документации, утвержденной в установленном порядке.
Основные технические характеристики
Мельница рассчитана на длительную непрерывную работу в закрытом помещении при температуре окружающей среды от +5°С до +40°С. Мельница не имеет привода пере футеровки.
Техническая характеристика.
Внутренний диаметр барабана без футеровки, мм 3850
Длина барабана, мм 5500
Масса вращающихся частей с торцовой броней, кг 95655
Степень заполнения барабана, % 33
Производительность, т/ч 335
Номинальная частота вращения барабана, об/мин 13,8
Число зубьев вал-шестерни 24
Число зубьев колеса 268
Модуль зубчатого зацепления 20
Передаточное отношение 11,16
Электродвигатель
тип СДСМ-18-51-36УХЛ4
мощность, кВт 1250
частота вращения, об/мин 166,7
Основные
составные части мельницы указаны в таблице 2.1
Таблица 2.1
Основные
составные части мельницы
Обозначение
Наименование
Кол.
Масса, кг
Габариты, длина, ширина,
высота, мм
1 шт.
Общая
710.09.130Б
Корпус барабана
1
20300
20300
9729x4250x4250
710.09.101
Горловина
1
853
853
378x1570x1570
710.09.102
Патрубок загрузочный
1
3990
3990
1509x1400x1400
710.09.220Б
Стенка торцовая
2
16950
33900
1909x4250x4250
710.09.240Б
Бронь торцовая
16
544
8704
1455x655x243
710.09.250Б
Бронь торцовая
16
396
6336
946x810x377
710.09.270Б
Патрубок разгрузочный
1
2100
2100
1504x1440x1440
710.09.300Б
Подшипник
1
8050
8050
3200x900x2478
710.09.500Б
Подшипник
1
8050
8050
3200x900x2478
716.09.051
Плита
1
2700
2700
2340x1220x500
716.09.150Б
Вал-шестерня в сборе
1
4100
4100
2164,5x890x820
716.09.260Б
Венец зубчатый
1
17700
17700
800x5406,8x5406,8
716.09.280Б
Секция кожуха
1
262
262
2840x1050x1980
716.09.290Б
Секция кожуха
1
203
203
2840x1050x2840
716.09.300Б
Секция кожуха
1
260
260
3350x1140x2840
716.09.320Б
Кожух
1
175
175
2180x1200x1190
716.09.330Б
Рама
2
54 1200x490x200
716.09.400Б
Муфта упругая
1
2270
2270
2587x730x730
Конструкция мельницы имеет:
загрузочное устройство (питатель), исключающее выплескивание пульпы;
особые разгрузочные устройства для деления пульпы, железного и рудного
скрапа, поставленные на разгрузочной цапфе;
установку футерованных деталей и решеток из износостойких материалов без
пере сверловки отверстий на барабане;
возможность встраивания их в автоматические линии;
возможность быстрой замены быстроизнашивающихся деталей;
варианты выполнения приводов (с одним приводом со стороны загрузочной
либо разгрузочной стороны с левосторонним либо правым расположением, с одним
приводом на разгрузочной цапфе либо барабане, с 2-мя приводами с загрузочной
либо разгрузочной стороны).
Мельница оборудована системой электрических оборон и блокировок для
отключения их, при увеличении температуры масла либо подшипников больше
допустимой, от самопроизвольного включения привода мельницы после отключения
электроэнергии.
Осуществлена возможность дистанционного управления мельницей. Аварийная
установка, запуск для ремонта и других целей - местное.
Пульт дистанционного управления мельницей должен находиться в
звуковиброизолированном помещении, уровни звукового давления в котором не
должны превышать требованиям ГОСТ 12.1.003, а уровни виброскорости - требований
ГОСТ 12.1.012.
Пусковые устройства мельницы расположены таким образом, чтобы работник
включающий мельницу мог наблюдать за ее работой.
Мельница оборудована системой звуковой и световой сигнализации,
информирующей о нормальной работе или неисправностях в системах привода и
смазки. Сигнальные лампы должны иметь надписи, указывающие значение сигналов.
Мельница оборудована системой звуковой и световой сигнализации,
информирующей о нормальной работе или неисправностях в системах привода и
смазки.
Вибрационные характеристики мельниц соответствуют ГОСТ 12.1.012.
Конструкция оборудования, сборочных единиц и деталей обеспечивает
безопасность при монтаже, демонтаже, техническом обслуживании, ремонте,
транспортировании и хранении.
Оборудование при монтаже оснащено блокировками, световой и звуковой
сигнализацией, обеспечивающими безопасное обслуживание.
Вращающиеся части приводов и передач оборудования, а также передаточные
механизмы размещаются внутри корпуса или имеют защитные ограждения.
Защитные ограждения к оборудованию соответствуют ГОСТ 12.2.062.
Элементы конструкции оборудования не должны иметь острых углов, кромок и
поверхностей с неровностями, в местах доступных обслуживающему персоналу.
Конструкция оборудования, сборочных единиц и деталей исключают
возможность попадания рабочего вещества и смазочных материалов в зону
нахождения обслуживающего персонала.
Конструкцией предусмотрен отвод зарядов статического электричества.
Обозначение знаков заземления должно соответствовать ГОСТ 14202, ГОСТ 12.4.026.
Защитное заземление должно соответствовать ГОСТ 21130, ГОСТ 12.1.030.
В металлических нетоковедущих частях оборудования, которые могут
оказаться под напряжением вследствие повреждения изоляции, должны быть
предусмотрены элементы для заземления по ГОСТ 12.2.007.0.
Температура нагрева подшипников и цапф не должна превышать 65°С.
Конструкция мельниц обеспечивает прочность и надежность при всех режимах
эксплуатации.
Значения октавных уровней звукового давления и уровня звука
(эквивалентный уровень звука) на расстоянии 1 м от наружного контура мельницы
должны соответствовать таблице 2.2.
Таблица 2.2
Уровни звукового давления
Уровни звукового давления,
дБа в октавных полосах со среднегеометрическими частотами, Гц
Корректированный уровень
звукового давления, дБа
63
125
250
500
1000
2000
4000
8000
194
105
103
100
96
92
88
85
74
Требования к надежности
Мельницы сохраняют работоспособность в процессе эксплуатации при
температуре окружающей среды от плюс 5°С до плюс 40°С и относительной влажности
воздуха до 98%.
Показатели надежности указаны в таблице 2.3
Таблица 2.3
Показатели надежности
Наименование параметра
«МШЦ 3,8х5500»
0,9; 1,2; 1,5
2,1; 2,7; 3,2
3,6; 4,0; 4,5
80 %-ный - срок службы до
капитального ремонта, лет, не менее
5
5
5
80 %-ный - срок службы
основных деталей до замены, лет, не менее: зубчатый венец приводной
вал-шестерня футеровка барабана загрузочное устройство муфты привода
7,0 1,5 1,5 (1,0) 2,0 3,0
7,0 1,6 1,6 (1,0) 2,0 3,0
7,0 1,6 1,6 (0,75) 2,0
3,0
Коэффициент технического
использования, не менее
0,95
0,95
0,95
Примечание: Нормы показателей, указанные в скобках, даны для мельниц,
применяемых на 1-й стадии измельчения.
Изделия в упаковке для транспортирования выдержат воздействие температуры
окружающего воздуха от минус 30°С до плюс 60°С и
воздействия относительной влажности 98 % при температуре +25°С.
Соответствие показателей надежности настоящим техническим условиям
уточняется в процессе эксплуатации.
Требования стойкости к внешним воздействиям.
Критерием отказа мельницы является состояние, при котором хотя бы один из
параметров, характеризующих способность выполнять заданные функции, не
соответствует требованиям данных технических условий.
Требования безопасности мельниц должны соответствовать требованиям
технической документации на их поставку.
Требования к сырью, материалам и покупным изделиям
Все покупные изделия и каждая партия материалов для изготовления мельниц
должна соответствовать требованиям действующих российских стандартов, норм и
правил в области промышленной безопасности, технических условий, иметь паспорта
и сертификаты, удостоверяющие их качество и подвергаться входному контролю. При
отсутствии сертификатов испытания материалов производятся на
предприятии-изготовителе мельниц в соответствии с требованиями стандартов или
технических условий на данный материал.
Допускается замена марок материалов, указанных в чертежах и спецификациях
другими марками, не снижающими качество деталей.
3. Технологическая часть
Технологическая подготовка производства. Именно она обеспечивает полную
готовность предприятия к выпуску новой продукции с заданным качеством, что, как
правило, может быть реализовано на технологическом оборудовании, имеющем
высокий технический уровень, обеспечивающий минимальные трудовые и материальные
затраты [2].
Организация технологической подготовки производства на ОАО «ССМ Тяжмаш»
включает формирование и совершенствование организационной структуры служб,
осуществляющих технологическую подготовку производства и взаимодействующих в
соответствии с организационными положениями. В организационных положениях
должны быть указаны решаемые задачи, ответственные исполнители и их обязанности
и взаимоотношения.
При построении организационной структуры служб технологической подготовки
производства следует четко разграничить функции между структурными
подразделениями завода, чтобы исключить дублирование при решении задач,
совершенствовать документооборот, исключая излишнюю информацию. Структура служб
технологической подготовки производства должна быть достаточно гибкой, чтобы в
случае необходимости ее можно было быстро перестроить для решения новых задач
технологической подготовки производства.
Начальными данными для проведения научно-технической подготовки
производства являются:
- конструкторская документация;
- количество деталей;
- предполагаемый срок выпуска изделий и объем выпуска по годам с учетом
сезонности;
- намечаемый режим работы компании (численность смен, длительность рабочей
недели);
- планируемый коэффициент загрузки основного производства и ремонтная
стратегия компании;
- планируемые поставки деталей, узлов;
- планируемые поставки предприятию стандартных изделий и
предприятия-поставщики;
- политика социологии труда компании;[2]
.1 Разработка маршрутной технологии изготовления крупногабаритных деталей
При разработке маршрутно - операционных технологий предъявляются
следующие общие требования к технологическим процессам, применяемым при
изготовлении мельницы.
Требования к механической обработке деталей.
Механическая обработка деталей должна производиться в полном соответствии
с требованиями технической документации на изделие, в котором параметры, характеристики
и обозначения шероховатости обрабатываемых поверхностей устанавливаются по ГОСТ
2789 и ГОСТ 2.309.
Неуказанные в документации отклонения размеров, охватывающих
поверхностей, принимается в плюс, охватываемых- в минус, а для прочих размеров
принимается симметричное расположение допусков по ГОСТ 25347.
Отклонения от округлости цилиндрических поверхностей, если они не
ограничены требованиями чертежа, должны быть в пределах половины допуска на
соответствующий размер.
Требования к крепежным деталям.
Основные размеры резьбы крепежных деталей должны соответствовать ГОСТ
8724 и требованиям ГОСТ 10549.
Выход резьб, шаги, сбеги, недорезы, проточки и фаски должны
соответствовать требованиям ГОСТ 10549.
Поверхность резьбы не должна иметь трещин, выкрошенных ниток, вмятин и
забоин. Резьба в изделиях должна быть полной, на концах резьбы должны быть
заходные фаски.
Требования к сборке.
Детали и сборочные единицы, поступающие на сборку, должны быть очищены от
загрязнений масла, предохранительной смазки, не иметь следов коррозии,
заусенцев, забоин и других дефектов.
Зазоры в стыках под сварку устанавливаются в зависимости от способа
сварки, должны соответствовать требованиям действующих стандартов и чертежей.
Допускается замена указанного чертежом способа сварки, другим способом,
обеспечивающим равнопрочность сварного соединения и не нарушающего заданные
чертежом внешнюю форму и размеры шва.
При необходимости кантовки сборочной единицы в процессе сборки,
последующей транспортировки и сварки, должны быть приняты меры, обеспечивающие
сохранение геометрических форм и размеров, заданных чертежом. При необходимости
установки дополнительных жесткостей, грузозахватных скоб и других
технологических деталей, временно устанавливаемых на период изготовления,
последние должны предусматриваться технологическим процессом.
При сборке металлоконструкций разрешается применение методов силовой
подгонки с помощью скоб и клиньев и других приспособлений. Подгибка может
производиться как в холодном состоянии, так и с подогревом. Подгонка не должна
нарушать целостность и влиять на работоспособность изделия.
Необходимость подогрева при подгибке устанавливается в зависимости от
величины деформации, толщины (жесткости) подгибаемых элементов, марки
материала, способа подгибки и указывается в технологических процессах сборки
данной сборочной единицы.
Требования к сварке.
Сварка производится в закрытых помещениях при положительной температуре
окружающей среды. На месте сварки не должно быть атмосферных осадков, сильного
ветра и сквозняков. В случае сварки при температуре минус 10°С, необходимо
проводить предварительный подогрев свариваемых кромок до температуры
+150-200°С.
В сварных соединениях не допускаются следующие
наружные дефекты:
не заваренные кратеры, прожоги и трещины всех видов и
направлений;
на 1 метре длины шва более 4-х наружных пор диаметром
до 1 мм при расстоянии между ними не менее 10 мм и диаметром до 2 мм при
расстоянии не менее 25 мм, а также поры диаметром более 2 мм;
подрезы основного металла (при ручной и автоматической
сварке) на глубину более 0,5 мм при толщине детали до 10 мм и более 1 мм при
толщине детали свыше 10 мм;
- подрез основного металла, превышающий по длине 20%
шва, и суммарная длина подрезов, превышающая более 40% длины шва;
- чешуйчатость поверхности швов с неровностями более
плюсового предельного отклонения на размер высоты усиления шва и не более 2 мм
для швов в нижнем положении и 3 мм для остальных швов;
- отдельные неровности высотой более 3 мм для
многослойных швов;
- межваликовые впадины для стыковых, угловых тавровых многопроходных швов
более 2,5 мм при ширине валиков 6-8 мм и 3 мм при ширине валиков более 8 мм.
В данном проекте к крупногабаритным деталям, требующим механическую
обработку, относятся: патрубок загрузочный, стенка торцовая, корпус барабана,
вал-шестерня, венец зубчатый.
Анализ технологичности конструкции детали проведем для зубчатого венца
716.09.260СБ. Снабжение технологичности агрегата считается одной из
основополагающих значений единой системы технологической подготовки
производства. Исследование технологичности в машиностроении выполняется для
продукта в целом, так и для единичных частей. [4].
Деталь, зубчатый венец изготовлен из стали 30ХНМЛ КТ65
ГОСТ 977-88. Форма детали является телом вращения, состоящих из четырех
секторов. Чертежи детали содержат все необходимые сведения, дающие полное
представление о детали, т.е. все проекции, разрезы и сечения, совершенно четко
и однозначно объясняют конфигурацию детали, и возможные способы получения
заготовки.
Деталь изготавливается из стандартных заготовок - секторов венца,
получаемых отливкой. Отливки получают в литейной форме, полость которой
соответствует конфигурации отливки. Форма изготовлена из формовочной смеси,
состоящей из песка, глины и добавок воды, связующих материалов и т. д.
Формовочную смесь засыпают в литейные опоки и выполняют в них отпечаток модели.
Модель имеет конфигурацию внешней поверхности отливки; ее изготовляют из
древесины ил металла. Внутренняя поверхность отливки образуется с помощью
литейного стержня, который устанавливают в форму. Литейные стержни выполняют из
стержневой смеси, состоящей из песка и связующих материалов. Между полостью
формы и стержнем образуется пространство, заливаемое жидким металлом.
В чертеже показаны все габариты с нужными отклонениями, плоскости имеют требуемую
и достаточную точность и шероховатость плоскостей.
Неуказанные предельные отклонения линии плоскостей и свободных размеров
исполняется в соответствии со СТ СЭВ 144-75. 7
Обзор чертежа демонстрирует, что конструкция детали в основном обработана
в технологичность, а конкретно: гарантируется свободный доступ инструмента к
обрабатываемым плоскостям, что дает возможность применять при обрабатывании
высокопроизводительные режимы резания. Установленная чертежом точность размеров
плоскостей, их условное размещение и характеристики качества поверхностных
слоев имеют все шансы быть довольно экономно обеспечены обычными технологиями
механической обработки. Деталь имеет перпендикулярные основной оси, крепежные
отверстия в областях установки секторов. Базовые плоскости технологичны для
размещения, агрегата и закрепления детали в кулачках с использованием подставок
и уголка. Предварительно перед токарной обработкой венца и нарезанием зубьев
нужно совершить сборку с использованием прокладок.
Деталь в целом можно считать технологичной.
Разработка технологического маршрута механической обработки детали
Разработка технологического маршрута механической обработки детали
является основой всего раздела. От правильности и полноты разработки
маршрутного технологического процесса во многом зависят организация
производства и последующие технико-экономические подсчеты проекта.
Исследование научно-технического процесса обязана быть основана на
применении научно-технических достижений в абсолютно всех отраслях
промышленности и ориентирована на поднятие тех. уровня производства, качества
продукции и эффективности работы.
При разработке технологического процесса следует руководствоваться
надлежащими принципами:
в 1-ую очередность следует обрабатывать те плоскости, которые являются базовыми
в последующей обработке;
затем осуществляют обработку тех плоскостей, при удаленье стружки с
которых в минимальной степени миниатюризируется жесткость детали;
в основе технологического процесса необходимо выполнять те операции, в
которых предельна возможность получения брака из-за дефекта. Технологический
процесс вносится маршрутно.
Разметочная.
1 Разметить торцы под обработку, с учетом бобышки в р-р 34,5.
Комплексная на обрабатывающих центрах с ЧПУ.
Произвести наладку оборудования. Фрезеровать торцы согласно чертежа.
Комплексная на обрабатывающих центрах с ЧПУ.
Фрезеровать по разметке торцы, фаски, паз выдерживая размеры.
Сверлить.
Произвести наладку оборудования. Фрезеровать торцы согласно чертежа.
Комплексная на обрабатывающих центрах с ЧПУ.
Фрезеровать по разметке торцы, фаски, паз выдерживая размеры.
Сверлить отверстия на торцах с обоих сторон с переустановкой.
Горизонтально-расточная
Расточить 4 отверстия.
Слесарная.
Сборка Венца выполняется на площадях РМЦ-1.
Выставить секторы венца на сборочной площадке.
Стянуть на болты с установкой прокладок.
Развернуть отверстия под конические штифты.
Токарно - карусельная.
Точить диаметры зубчатого венца под зуб контролируя размеры
согласно чертежа.
Зубо-фрезерная
Фрезеровать зубья.
Термическая
Контроль твердости.
Слесарная
После механической обработки в РМЦ-1
Удалить заусенцы после обработки
Удалить прокладки в местах стыка Секторов
Выбор оборудования.
Выбор металлорежущего оборудования является одной из важнейших задач при
разработке технологического процесса механической обработки заготовки. От
правильного его выбора зависит экономное использование производственных
площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге
себестоимость детали. [24], [16]
Вид производства и конфигурация детали устанавливает выбор оборудования,
которое должно гарантировать производительную обработку и автоматическое
получение установленной точности путем настройки. Подбор станка выполняется по
каталогам, справочникам на станки с учетом характера оборудования, габаритных
размеров заготовки и содержания технологической операции
В данном примере решающими параметрами выбора являются максимальные
размеры обрабатываемы деталей, мощность станка и класс точности.
В качестве комплексного станка выбираем SHW-UF 6L со следующими
характеристиками, указанными в таблице 3.1.
Таблица 3.1
Характеристики станка SHW-UF 6L
Параметр станка
Значение
Перемещение по оси X мм
6000
Перемещение по оси Y мм
2100
Перемещение по оси Z мм
1500
Рабочий стол мм
6000х1500
Привод шпинделя кВт
54
Пределы частот вращения
об/мин
20-2240
Подача
прод./попереч./перпенд мм/мин
2-12000
Максим. потребляемая
мощность станка кВт
90
Длина мм
8000
Ширина мм
3000
Высота мм
4000
Масса тонн
40
Для горизонтально - расточных операции выбираем станок WD-200A со
следующими характеристиками, указанными в таблице 3.2.
Таблицы 3.2
Характеристики станка WD-200A
Параметр станка
Значение
Диаметр шпинделя мм
200
Перемещение по оси X мм
6000
Вертикальное перемещение Y
мм
3150
Перемещение шпинделя по оси
Z мм
1600
Перемещение рамы мм
2000
Размер ОЗУ мм
520х520
Высота плиты мм
2800х4000 (2 шт.)
Поворотный стол мм
2500х2500
Привод главного шпинделя
кВт
77
Главная скоростью вращения
шпинделя мин
0,9-900
Максимум Крутящий момент Нм
35000
Для зубо-фрезерной обработки выберем станок YK31500 со следующими
характеристиками, указанными в таблице 3.3.
Таблица 3.3
Характеристики станка YK31500
Параметр станка
Значение
Максимальный диаметр детали
мм
5000
Минимальный диаметр детали
мм
1500
Максимальная высота детали
мм
1600
Максимальный угол подъема
град
40
Максимальный модуль
обработки
30
Червячная фреза мм
30
Дисковая фреза мм
40
Внешний диаметр мм
450
Длина мм
500
Максимальный вертикальный
ход мм
1800
Максимальный тангенциальный
ход мм
450
Расстояние от центра
суппорта до центра стола, мм
2850
Параметр станка
Значение
Скорость червячной фрезы
об/мин
5-150
Мощность главного двигателя
кВт
60
Диаметр стола мм
3760
Максимальная скорость
движения стола об/мин
1
Грузоподъемность тонн
65
Радиальная подача Х мм/мин
0-1000
Параметр станка
Значение
Тангенциальная подача Y
мм/мин
0-5000
Осевая подача Z мм/мин
0-1000
Габаритные размеры
Длина мм
11000
Параметр станка
Значение
Ширина мм
6070
Высота мм
5200
Вес станка тонн
90
Для токарно-карусельных операций выбираем станок 1563 с характеристиками,
указанными в таблице 3.4
Таблица 3.4
Характеристики станка 1563
Параметр станка
Значение
Класс точности
Н
Наибольшая масса детали кг
160000
Наибольшая высота
обрабатываемой детали мм
3200
Наибольший диаметр
обрабатываемой детали мм
6300
Пределы частоты вращения
планшайбы мин-1
0,28…26
Мощность электропривода
кВт
118
Габариты станка
Длина мм
8200
Ширина мм
14200
Высота мм
9800
Вес станка кг
223000
Результаты выбора технологического металлорежущего оборудования сводим в
таблицу 3.5.
Таблица 3.5
Сводная таблица металлорежущего оборудования используемого при обработке
зубчатого венца
Номер операции
Наименование операции
Станок, оборудование
1
2
3
010
Комплексная
SHW-UF 6L
015
Комплексная
SHW-UF 6L
020
Горизонтально-расточная
WD-200A
030
Токарно - карусельная
1563
035
Зубофрезерная
YK31500
Деталь, корпус барабана изготовлен из стали 09Г2С.
ГОСТ 977-88. Форма детали является телом вращения, состоящих из обечайки
и два кольца. Чертежи детали содержат все необходимые сведения, дающие полное
представление о детали, т.е. все проекции, разрезы и сечения, совершенно четко
и однозначно объясняют конфигурацию детали, и возможные способы получения
заготовки.
Деталь изготавливается из стандартных заготовок - проката листового
Путем вальцовки в кузнечно - прессовом цехе с последующей сваркой. На
чертеже указаны все размеры с необходимыми отклонениями, поверхности имеют
необходимую и достаточную точность и шероховатость поверхностей.
Неуказанные предельные отклонения ряда поверхностей и свободных размеров
выполняется в соответствии со СТ СЭВ 144-75.
Анализ чертежа показывает, что конструкция детали в основном обработана
на технологичность, а именно: обеспечивается свободный доступ инструмента к
обрабатываемым поверхностям, что позволяет использовать при обработке
высокопроизводительные режимы резания. Деталь имеет перпендикулярные главной
оси, крепежные отверстия в местах соединения секторов. Базовые поверхности
технологичны для базирования, установки и закрепления детали в кулачках с
применением подставок и уголка. Перед токарной обработкой венца и нарезанием
зубьев необходимо произвести сборку с применением прокладок.
Деталь в целом можно считать технологичной.
Разработка технологического маршрута механической обработки детали
Технологический процесс записывается маршрутно.
005 Контрольная
Входной контроль заготовки, контроль сварных швов.
Сборочная Приварить детали выдерживая размеры.
Установить технологические распорки и приварить их.
Комплексная на обрабатывающих SHW-UF 6L
Установить деталь на столе станка на призмы, выверить и закрепить.
Фрезеровать с правого торца 4 платика поз. 3 в р-р 210 (черт. р-р 200) до
чистоты.
Сверлить, развернуть 2 отв. Ø 30Н9 на Ø 2400[+-0,1].
Повернуть стол.
Фрезеровать с левого торца 4 платика поз. 3 в р-р 210 (черт. р-р 200) до
чистоты.
Сверлить, развернуть 2 отв. Ø 30Н9 на Ø 2400[+-0,1].
Установить деталь в центре стола станка внутренним каркасом на опоры и
штифты с креплением болтами и гайками.
Фрезеровать левый торец левого фланца в р-р 65 по разметке.
Фрезеровать правый торец левого фланца в р-р 50.
Фрезеровать начисто Ø 4200h8.
Сверлить 20 отв. Ø 52.
Сверлить, развернуть 16 отв. Ø 50Н9.
Сверлить на образующей 8 рядов отв. Ø 48.
Установить деталь в центре стола станка внутренним каркасом на опоры и
штифты с креплением болтами и гайками
Фрезеровать правый торец правого фланца в р-р 5500h12
Фрезеровать левый торец правого фланца в р-р 50.
Фрезеровать начисто Ø 4200h8.
Сверлить 20 отв. Ø 52.
Сверлить, развернуть 16 отв. Ø 50Н9.
Сверлить на образующей 6 рядов отв. Ø 48.
Остальные отверстия сверлить совместно с стенкой торцевой и зубчатым
венцом.
Результаты выбора технологического металлорежущего оборудования сводим в
таблицу 3.6.
Таблица 3.6
Сводная таблица металлорежущего оборудования используемого при обработке
корпуса барабана
Номер операции
Наименование операции
Станок, оборудование
1
2
3
010
Сборочная
Сварочный полуавтомат
015
Комплексная
SHW-UF 6L
Деталь вал - шестерня изготовлен из стали 38ХН3МФА ГОСТ 4543-88. Форма
детали является телом вращения. Чертежи детали содержат все необходимые
сведения, дающие полное представление о детали, т.е. все проекции, разрезы и
сечения, совершенно четко и однозначно объясняют конфигурацию детали, и
возможные способы получения заготовки.
Деталь изготавливается из заготовки, получаемых ковкой в кузнечно-
прессовом цехе (КПЦ). Размеры и формы заготовки приближаются к форме и размерам
готовой детали.
На чертеже указаны все размеры с необходимыми отклонениями, поверхности
имеют необходимую и достаточную точность и шероховатость поверхностей.
Неуказанные предельные отклонения ряда поверхностей и свободных размеров
выполняется в соответствии со СТ СЭВ 144-75.
Анализ чертежа показывает, что конструкция детали в основном обработана
на технологичность, а именно: обеспечивается свободный доступ инструмента к
обрабатываемым поверхностям, что позволяет использовать при обработке
высокопроизводительные режимы резания. Заданная чертежом точность размеров
поверхностей, их относительное расположение и параметры качества поверхностных
слоев могут быть достаточно экономично обеспечены традиционными методами
механической обработки. Базовые поверхности технологичны для базирования, установки
и закрепления.
Слесарная.
Маркировать номер плавки.
Токарно - винторезная 1М65.
Точить поверхности с подрезкой торцев, контролируя размеры Ø 250, Ø255, Ø260, Ø 534,05(-0,175), Ø310, 1975.
Острые кромки притупить.
Центровать А20 ГОСТ 14034-74.
Зубо-фрезерная.
Фрезеровать зубья М=20 Z=24 с углом наклона 5 гр.15'; направление линии
зуба левое .
Горизонтально - расточная.
Сверлить по координатам на Ø 180 3 отв. под М30 на длину 80(+2),
снять фаски в отв.
Нарезать резьбу М30 на длину 65.
Токарно - винторезная.
Сверлить отв. под М56 на длину 115, рассверлить до ф60 на длину 31,
расточить конуса 75 и 120.
Нарезать резьбу М56 на длину 100.
Закалка.
Произвести об. закалку с отпуском 269-321НВ.
Токарно - винторезная.
Точить с припуском.0,8мм на ф на шлифовку пов.: Ø 250s6; Ø 255f9;
Ø 260m6. Выдержать линейные размеры.
Отрезать припуск с подрезкой торца в размер 1975, центровать А20 ГОСТ
14034-74.
Горизонтально расточная
Фрезеровать паз В=56Р9 в размер 230(-0,3) окончательно с учетом припуска
на шлифовку.
Калибровать резьбу М56.
Кругло шлифовальная.
Шлифовать окончательно Ø 250s6, Ø 255f9, 2х Ø 260m6 .
Выбор оборудования.
Результаты сведены в таблицу 3.7.
Таблица 3.7
Сводная таблица металлорежущего оборудования
Номер операции
Наименование операции
Станок, оборудование
1
2
3
050
Слесарная
SHW-UF 6L
010
Токарно- винторезная
1М65
015
Зубо-фрезерная
5Б375
020
Горизонтально - расточная
2637ГФ2
025
Токарно- винторезная
1М65
030
Закалка
Закалочная печь
035
Токарно- винторезная
166
040
Горизонтально - расточная
2637ГФ2
045
Кругло-шлифовальная
3М179
Деталь патрубок загрузочный изготовлен из стали 20 ГСЛ К38 ГОСТ 977-89.
Форма детали является телом вращения. Чертежи детали содержат все необходимые
сведения, дающие полное представление о детали, т.е. все проекции, разрезы и
сечения, совершенно четко и однозначно объясняют конфигурацию детали, и
возможные способы получения заготовки.
Деталь изготавливается литьем. Размеры и формы заготовки приближаются к
форме и размерам готовой детали. Отливки получают в литейной форме, полость
которой соответствует конфигурации отливки. Форма изготовлена из формовочной
смеси, состоящей из песка, глины и добавок воды, связующих материалов и т. д.
Формовочную смесь засыпают в литейные опоки и выполняют в них отпечаток модели.
Модель имеет конфигурацию внешней поверхности отливки; ее изготовляют из
древесины ил металла. Внутренняя поверхность отливки образуется с помощью
литейного стержня, который устанавливают в форму. Литейные стержни выполняют из
стержневой смеси, состоящей из песка и связующих материалов. Между полостью
формы и стержнем образуется пространство, заливаемое жидким металлом.
На чертеже указаны все размеры с необходимыми отклонениями, поверхности
имеют необходимую и достаточную точность и шероховатость поверхностей.
Неуказанные предельные отклонения ряда поверхностей и свободных размеров
выполняется в соответствии со СТ СЭВ 144-75.
Анализ чертежа показывает, что конструкция детали в основном обработана
на технологичность, а именно: обеспечивается свободный доступ инструмента к
обрабатываемым поверхностям, что позволяет использовать при обработке
высокопроизводительные режимы резания. Заданная чертежом точность размеров
поверхностей, их относительное расположение и параметры качества поверхностных
слоев могут быть достаточно экономично обеспечены традиционными методами
механической обработки. Базовые поверхности технологичны для базирования,
установки и закрепления.
005 Слесарная
Разметить торец в р-р 35 (1/2 толщины витка), проверить наличие припуска
на обработку по размеру 45.
Токарно - карусельная.
Подрезать левый торец по разметке, обеспечить наличие припуска по размеру
1509 и 45.
Точить цилиндрические поверхности выдерживая размеры: Ø 1400, Ø1160е8, Ø1122 d11, Ø1155d11.
Точить конус 20° L=25 с R10 до Ø 1090 .
Расточить конус с углом 15° до Ø 1090
Горизонтально - расточная.
Сверлить по координатам 16 отв. Ø 39 на Ø 1340.
Нарезать резьбу в размер по чертежу 710.09.102.
Выбор оборудования.
Результаты выбора оборудования сведены в таблицу 3.8.
Таблица 3.8
Сводная таблица металлорежущего оборудования
Номер операции
Наименование операции
Станок, оборудование
1
2
3
005
Слесарная
010
Токарно - карусельная
1532
015
Горизонтально - расточной
2А637Ф1
Деталь патрубок разгрузочный изготовлен из стали 20 ГСЛ К38 ГОСТ 977-89.
Форма детали является телом вращения. Чертежи детали содержат все необходимые
сведения, дающие полное представление о детали, т.е. все проекции, разрезы и
сечения, совершенно четко и однозначно объясняют конфигурацию детали, и
возможные способы получения заготовки.
Деталь изготавливается литьем. Размеры и формы заготовки приближаются к
форме и размерам готовой детали. Отливки получают в литейной форме, полость
которой соответствует конфигурации отливки. Форма изготовлена из формовочной
смеси, состоящей из песка, глины и добавок воды, связующих материалов и т. д.
Формовочную смесь засыпают в литейные опоки и выполняют в них отпечаток модели.
Модель имеет конфигурацию внешней поверхности отливки; ее изготовляют из
древесины ил металла. Внутренняя поверхность отливки образуется с помощью
литейного стержня, который устанавливают в форму. Литейные стержни выполняют из
стержневой смеси, состоящей из песка и связующих материалов. Между полостью
формы и стержнем образуется пространство, заливаемое жидким металлом.
На чертеже указаны все размеры с необходимыми отклонениями, поверхности
имеют необходимую и достаточную точность и шероховатость поверхностей.
Неуказанные предельные отклонения ряда поверхностей и свободных размеров
выполняется в соответствии со СТ СЭВ 144-75.
Анализ чертежа показывает, что конструкция детали в основном обработана
на технологичность, а именно: обеспечивается свободный доступ инструмента к
обрабатываемым поверхностям, что позволяет использовать при обработке
высокопроизводительные режимы резания. Заданная чертежом точность размеров
поверхностей, их относительное расположение и параметры качества поверхностных
слоев могут быть достаточно экономично обеспечены традиционными методами
механической обработки. Базовые поверхности технологичны для базирования,
установки и закрепления.
Слесарная.
Разметить правый торец в р-р 200(±1) от плоскости стыка поз.1 и поз.2,
контролировать р-р 164(+2).
Разметить левый торец в р-р 1504.
Токарно - карусельная.
Точить поверхности с подрезкой торцев, выдерживая размеры Ø1130Н9, Ø1160е8, Ø1150h6, Ø1122d11, 200, 1504.
Расточить конус.
Слесарная.
Разметить осевые 1-1 и 2-2 , 2 отверстия М42 и 2 отверстия Ø44.
020 Горизонтально - расточная.
Сверлить 2 отверстия под резьбу М42 , 2 отверстия Ø44.
2 Нарезать резьбу 2хМ42.
Выбор оборудования сведен в таблицу 3.9.
Таблица 3.9
Сводная таблица металлорежущего оборудования
Номер операции
Наименование операции
Станок, оборудование
1
2
3
005
Слесарная
Сборочный участок
010
Токарно - карусельная
1532
015
Слесарная
020
Горизонтально - расточной
2А637Ф1
Технология изготовления детали «стенка торцовая» представлена более
подробно в разделе 3.8.
.2 Разработка операционной технологии изготовления детали «стенка
торцовая» чертеж 710.09.220 СБ
Проектирование операций связано с разработкой их структуры, выбором
оборудования, приспособлений, с назначением режимов обработки, определением
нормы времени.
Анализ технологичности конструкции «стенки торцовой». Деталь, стенка
торцовая состоит из 3 частей - цапфы 710.09.222, фланца 710.09.231, стенка
710.09.232, изготовленных из стали 20 ГСЛ К38 ГОСТ 977-89. Форма детали
является телом вращения. Чертежи деталей содержат все необходимые сведения,
дающие полное представление об изделии.
Детали изготавливаются из заготовок - получаемых отливкой. Отливки
получают в литейной форме, полость которой соответствует конфигурации отливки.
Форма изготовлена из формовочной смеси, состоящей из песка, глины и добавок
воды, связующих материалов и т. д. Формовочную смесь засыпают в литейные опоки
и выполняют в них отпечаток модели. Модель имеет конфигурацию внешней
поверхности отливки; ее изготовляют из древесины ил металла. Внутренняя
поверхность отливки образуется с помощью литейного стержня, который
устанавливают в форму. Литейные стержни выполняют из стержневой смеси,
состоящей из песка и связующих материалов. Между полостью формы и стержнем
образуется пространство, заливаемое жидким металлом.
На чертеже указаны все размеры с необходимыми отклонениями, поверхности
имеют необходимую и достаточную точность и шероховатость поверхностей.
Неуказанные предельные отклонения ряда поверхностей и свободных размеров
выполняется в соответствии со СТ СЭВ 144-75.
Анализ чертежей показывает, что конструкция детали в основном обработана
на технологичность, а именно: обеспечивается свободный доступ инструмента к
обрабатываемым поверхностям, что позволяет использовать при обработке
высокопроизводительные режимы резания. Заданная чертежом точность размеров
поверхностей, их относительное расположение и параметры качества поверхностных
слоев могут быть достаточно экономично обеспечены традиционными методами
механической обработки. Деталь имеет перпендикулярные главной оси, крепежные
отверстия в местах соединения стенки с корпусом барабана и местах соединения с
патрубком. Базовые поверхности технологичны для базирования, установки и
закрепления детали в кулачках с применением подставок и уголка.
Создание предварительного маршрута обработки по переходам для детали
«цапфа», чертеж 710.09.222.
Контрольная.
Контролировать заготовку на годность.
Токарно - карусельная. 1580Л
Установить деталь на планшайбе в кулачки и закрепить.
Подрезать левый торец в р-р 1508=1496+12 с припуском, где 12 - припуск.
Переустановить заготовку на планшайбе и закрепить.
Подрезать правый торец начисто.
Точить Ø1373 (черт. размер Ø 1370u8(+1,645+1,450)) на L=336 с R3.
Точить Ø1371,8 (черт. размер Ø 1370u8(+1,645+1,450)) на L=336 с R3.
Накатать роликом Ø1370u8 (+1,645+1,450) на L=336 с R3
Расточить отв. Ø1110 (черт. отв. Ø 1122H11) на длине не менее 120
(черт. размер 111=1496-1385).
Развернуть суппорт на угол 5°.
9 Точить конус под углом 5° до размера 290.
Вернуть суппорт в нулевое положение.
Точить предварительно наружный диаметр по цилиндру до Ø 1440, чернота допускается.
Расточить отв. Ø 1130 (черт. отв. Ø 1160H9, отв. Ø 1157Н12) на оставшейся длине.
Маркировать согласно СТП СМК
Сдать в ЦРМО-1 на сборку.
Предварительный операционный маршрут обработки детали «стенка» чертеж
710.09.232.
Термическая.
Проверить наличие пробы для изготовления образцов.
Выполнить отжиг отливки по маршрутно-технологической карте термообработки
№7181.
Посадка в холодную печь. Скорость нагрева 100 °С/час до Т = 650 °С.
выдержка в течении 1 часа.
Скорость нагрева 130 °С/час до температуры То = 890 - 910 °С, выдержка в
течении 5,5-6 часов.
Охлаждение с печью.
Контроль режимов по диаграмме.
Маркировочная.
Маркировать ударным способом.
Пескоструйная.
Пескоструить заготовку.
Слесарная.
Произвести входной контроль, проверить заготовку на годность
Разметить осевые линии, за базу принять Ø 3320
Разметить верхний торец на Ø 3320, за черновую базу принять
размер 50 мм.
Проверить наличие припуска на Ø 4250, в отв. Ø 3850, по размеру 295 мм.
Перенести № плавки на боковую поверхность конуса 17°, клеймить ударным
способом. место клеймения обвести белым маркером.
Токарно-карусельная.
Установить деталь на планшайбе в кулачки, выверить по осевым линиям и
верхнему торцу, и закрепить.
Расточить отверстие Ø 3024.
Подрезать торец Ø 3320 с припуском 5 мм (чернота допускается), оставляя
припуски на нижний торец и размер 295.
Переустановить деталь на планшайбе в кулачки, выверить по осевым линиям и
верхнему торцу, и закрепить.
Развернуть суппорт на 20°.
Расточить "рюмочную разделку" с углом 20° и R10 в размер 60 с
учётом припуска.
Переустановить деталь на планшайбе в кулачки, выверить и закрепить.
Расточить "рюмочную разделку" с углом 20° и R10 до размера 2.
Вернуть суппорт в нулевое положение.
Точить Ø 4270 (черт р-р Ø 4250).
Расточить Ø 4185 (черт р-р Ø 4205) глубиной 25.
Расточить Ø 3840 (черт. размер Ø 3850), R30 с припуском 5 мм на
сторону глубиной 25.
Точить конус 15° с припуском 5 мм на сторону
Подрезать нижний торец с припуском 10 мм (чернота допускается) с учетом
выхода всех размеров для базирования при сборке в условиях КМЦ.
Точить Ø 3985 (черт. размер Ø 3965) с подрезкой торца в размер 105
(черт. размер 85).
Канавку Ø 4205 не выполнять.
Предварительный операционный маршрут обработки детали «фланец» чертеж
710.09.231.
Термическая.
Проверить наличие пробы для изготовления образцов..
Выполнить отжиг отливки.
Посадка в холодную печь. Скорость нагрева 100 °С/час до Т = 650 °С.
выдержка в течении 1 часа.
Скорость нагрева 130 °С/час до температуры То = 890 - 910 °С, выдержка в
течении 5,5-6 часов.
Охлаждение с печью.
Маркировочная
Маркировать согласно СТП СМК-7.5-01
Контрольная.
Изготовление и испытание образцов для контроля механических свойств.
Пескоструйная.
Пескоструить отливку.
Разметочная
Произвести входной контроль.
Разметить осевые линии для установки и выверки на станке.
Проверить выход размера 558, 254, отв. Ø 1370 и Ø 3020.
Токарно-карусельная
Установить деталь на планшайбе в кулачки с выверкой по осевым и
закрепить.
Подрезать левый торец детали (см. вид В-В) в р-р 254.
Расточить сквозное отв. Ø 1370Н8 с припуском 0,8 мм на
шлифовку.
Точить канавку В=8 до Ø 1580 (см. вид "А" черт.
"710.09.221 "Корпус")
Установить шлифовальную головку с подготовкой к работе.
Шлифовать сквозное отв. Ø 1370Н8 начисто.
Демонтировать шлиф. машинку.
Установить деталь на планшайбе с креплением кулачками с применением
винтовых опор и прижимных планок.
Допускается установить на кубики.
Выверку производить по отв. Ø 1370Н8.
Точить начисто Ø 3020.
Подрезать правый торец детали (см. вид В-В) в размер 563 (черт. размер
558, 5 мм припуск на подрезку торца после сварки в КМЦ).
Расточить фаску под 40° до размера 292.
Точить конус под 15° предварительно с припуском 5 мм.
Сдать на сборку.
Сборка стенки торцевой.
Монтажная.
Зацепить деталь Фланец подвеской черт. 401836-01, уложить в печь.
На необработанных поверхностях допускается приварка
Технологических скоб с последующим удалением и зачисткой.
Термическая.
Нагрев для сборки с цапфой 710.09.222.
Посадка в холодную печь вместе с оснасткой.
Скорость нагрева по мощности печи до Тн =180-200 °С.
Выдержка при Тн=180-200°С в течение 3-х часов.
Контроль режимов по диаграмме.
Слесарная.
Достать из печи, снять оснастку.
Установить в отв. Ø 1370Н8 цапфу черт. 710.09.222.
Дать остыть до температуры окружающей среды.
Сдать в КМЦ на сборку, сварку и получить обратно
Маркировать согласно СТП СМК 7.5-01
Сварочная.
Проварить соединение цапфы и корпуса стенки согласно чертежа
710.09.220СБ.
Швы зачистить шлиф машинкой.
Термическая.
Выполнить отжиг после сварки по технологии ОГС.
Посадка в холодную печь. Скорость нагрева 60 - 80 °С/час до То = 580 -
600 °С. выдержка в течении 4 часов.
Охлаждение с печью до Т = 150 °С, далее на спокойном воздухе.
Контроль режимов по диаграмме.
Маркировочная
Маркировать согласно СТП СМК 7.5-01
Маршрутно-операционная технология изготовления детали «стенка торцевая»
710.09.220 СБ.
Допускается применять тумбы.
Устанавливать на цапфу.
При вскрытии раковин в сварочных швах не браковать, вызывать
представителя отдела главного сварщика.
Выверку производить по плоскостям отверстий Ø 46.
Токарно-карусельная
Рассматривать совместно с чертежом 710.09.222 Цапфа.
Установить деталь на планшайбе с креплением кулачками с применением
винтовых опор и прижимных планок.
Произвести входной контроль на выход всех линейных размеров.
Разметить под обработку правый торец детали, контролируя выход размера
749[±1].
Подрезать правый торец детали по разметке, контролируя выход всех
линейных размеров.
Точить Ø 4250 начисто.
Расточить отв. Ø 1122Н11 на глубину не менее 535 мм (черт. размер
524=1909-1385).
Расточить начисто внутреннюю коническую поверхность под углом 15° с
выходом на Ø 3850, соблюдая радиус R30.
Расточить начисто отв. Ø 4205Н9 с подрезкой торца в размер
25.
Точить канавку В=14 до Ø 3920 глубиной 7.
Точить Ø А1= Ø 3965h8 начисто.
Сдать ОТК выполнение данного установа.
Установить деталь на планшайбе с креплением кулачками с применением
винтовых опор и прижимных планок.
Подрезать левый торец детали начисто.
Точить Ø 3000 с подрезкой торца в размер 295.
Расточить отв. Ø 1157Н12 с припуском 5 мм на размер с подрезкой торца в
р-р 1385, соблюсти радиус R5.
Точить Ø 1420 d11 начисто с подрезкой торца в р-р 749[±1].
Точить начисто канавку шириной 210 до Ø 1260, снять фаску под 30°.
Точить канавку В=510Н11 до Ø 1350d8 с припуском на чистовую
обработку.
Точить с припуском 0,8 мм под шлифовку канавку Ø 1390[-0,19;-0,41], оставляя
"гребешок" шириной 22, выдержать радиус R10.
Точить с припуском 0,8 мм шейку Ø 1390[-0,19;-0,41], оставляя
"гребешок" шириной 22 выдержать радиус R10.
Точить 2 канавки В=16 глубиной 10 мм., выдерживая размер 3 и R1.
Расточить отв. Ø 1160Н9 с припуском под шлифовку, фаску под 15°
начисто.
Расточить отв. Ø 1157Н12 начисто, соблюсти радиус R5.
Точить канавку В=510Н11 до Ø 1350d8 с припуском под шлифовку,
галтели по r6 начисто. Выдержать шероховатость по торцам размер 510Н11 по
Ra=3,2.
Установить шлифовальную машинку с подготовкой к работе.
Шлифовать 2 шейки Ø 1390[-0,19;-0,41].
Шлифовать шейку В=510Н11 до Ø 1350d8 с припуском под полировку.
Шлифовать отв. Ø.1160Н9 начисто.
Демонтировать шлифовальную машинку.
Шлифовать шейку В=510Н11 до Ø 1350d8 начисто.
Сверлить 16 отв. Ø 39 - сквозные.
Сдать ОТК выполнение данного установа.
Слесарная.
Обернуть шейку Ø 1350d8 упаковочной бумагой и транспортерной лентой.
Горизонтально-расточная.
Установить деталь на ЦЕНТРЕ стола станка на брусья, выверить и закрепить.
Сверлить 3+3 отв. под резьбу М36, см. М-М
Расточить 3 отв. Ø 75 L=60
Зенковать 6 фасок 3х45°
Нарезать резьбу 3+3 отв. М36
Установить фрезерную голову с подготовкой к работе.
Сверлить начисто 20 отв. Ø 52.
Сверлить начисто 16+16 отв. Ø 46.
Расточить 16 цековок Ø 100 глубиной 7 мм.
Сверлить 16+16 зенковок под углом 120° до Ø 70.
Снять фрезерную головку. Деталь выставить в центре стола.
Операцию выполнять только в случае выполнения всех ответных отверстий Ø 50н9 в деталях корпус барабана и
венец зубчатый на станке SHW-UF6.
Установить деталь на столе станка на брусья с креплением винтовыми
опорами и прижимными планками.
Сверлить 16 отв. Ø 50Н9.
Маркировать. Передать в ЦРМО-1.
Приведем расчет припусков на обработку и промежуточные предельные размеры
для отверстия барабана Æ 1350 d8 расчетно-аналитическим методом [5].
Технологический маршрут отверстия Æ 1350 d8
состоит из четырех операций: чернового и чистового растачивания и шлифования.
Базами для заготовки служат наружные поверхности.
Расчет припусков на обработку отверстия Æ 1350 d8 приведен в расчетной
таблице, в которой последовательно записывается технологический маршрут обработки
отверстия и все значения элементов припуска.
Расчет припусков и предельных размеров на обработку
Для одного перехода (точение n110+0,035) как наиболее
ответственного и имеющего три ступени обработки, расчет производится
расчетно-аналитическим способом.
Обработку производим в последовательности:
Черновое точение в размере n1350d14(+2,6);
Чистовое точение в размер n1350d10(+0,5);
Шлифование в размер n1350d8(+0,195)
Величину припуска на механическую обработку при черновом точении
определяем по формуле:
где Rz=400мм - величина неровности
поверхности;
T=400мкм
- величина дефектного слоя;
P -
величина пространственных отклонений (корабление, смещение оси заготовки).
При установке на планшайбе с креплением в зажимах погрешность закрепления
и установки заготовки равна Е=120 мкм.
Учитывая,
что суммарное смещение отверстия в заготовке относительно наружной ее
поверхности представляет геометрическую сумму в двух взаимно перпендикулярных
плоскостях, получаем:
где
d1 и d2 - допуски на размеры в двух взаимно перпендикулярных плоскостях по
классу точности, соответствующему данной заготовке, Таким образом, суммарное значение пространственного отклонения заготовки:
Величину min припуска на
механическую обработку при чистовом точении определяем по формуле:
(3.4)
где Rz=T=50мкм;
P=131мкм;
Величина минимального припуска при шлифовании определяем по формуле:
Zmin2=2(Rz+T), мм, (3.5)
где Rz=T=30мкм;
Zmin2=2(30+30)=120мкм=0,12
мм.
Определяем рабочие размеры детали:
Dp1=Dном+hs=1350+0,195=1350,195 мм;
Dp2= Dp1-2Zmin3=1350,195+0,24=1350,434мм;
Dp3= Dp2-2Zmin2=1350,434+0,462=1350,897мм;
Dp4=Dp3-2Zmin1=1350,897+5,97=1356,867мм.
Определяем максимальные размеры детали:
Dmin1=Dном+HJ=1350+0=1350мм;
Dmin2=Dp2-δрасч1=1350,434+0,1=1350,534мм;
Dmin3=
Dp3-δрасч2=1350,897+0,5=1351,397мм;
Dmin4=
Dp4-δзаг=1356,867+5,5=1362,367мм.
Определяем максимальное значение припусков:
Zmax1=Dmin3-Dmin=1362,367-1351,247=11,12мм;
Zmax2=Dmin2-Dmin3=1351,397-1350,534=0,86мм;
Zmax3=Dmin1-Dmin2=1350,534-1350,195=0,34мм;
Строим схему расположения припусков и допусков при механической обработке
n1350н8 (+0,195).
Схема расположения припусков и допусков при механической обработке
n1350н8(+0,195) изображена на рисунке 3.1.
Рисунок 3.1 Припуск под механическую обработку
.2.2 Выбор режущих инструментов
Для обработки поверхностей детали «тормозной барабан» выбираем
инструменты в соответствии с выбранным планом обработки [5].
Для токарных операций применяем резцы с твердосплавными пластинами.
Геометрические параметры рабочей части резцов должны обеспечивать получение
необходимых параметров поверхности детали.
Для сверлильной операции используем обычный стандартный инструмент,
позволяющий с наименьшими затратами по времени получить заданные параметры
детали.
В таблицу 3.10 заносим данные о режущих инструментах в соответствии с
обрабатыванием ими поверхностей
Таблица 3.10
Выбор режущих инструментов для обработки стенки торцевой
Наименование операции
Режущий инструмент и его
характеристики
Подрезка торцев
Токарный подрезной
отогнутый резец с пластинами из твердого сплава ГОСТ 18880-73. Резец
подрезной отогнутый Т5К10 40х25х200 Державки: PLBNL 6060 V 40 - левая и PLBNR
6060 V - правая. Пластина: LNUX 40-1129003 сплав 9235.
Обработка внутренних и
наружных поверхностей
Державка: PLBNL 6060 V 20.
Пластины: LNUX 40-1129003 сплав 9235 Пластины ISCAR - CNMG 120404-NF Резец
проходной Т5К10 40х25х200 Резец проходной отогнутый ВК8 40х25х140 Резец
проходной упорный Т5К10 40х25х200 Шлифовальный круг 14А 30 С1 5 К ПП 35 м/с 250×18×75 А
Обработка отверстий
Сверло спиральное из
быстрорежущей стали с цилиндрическим хвостовиком средней серии ГОСТ 10902-77.
Сверло 36,0х50,2 Сверло спиральное Т15К6 70х10 d=36-46 мм. Пластины: LNUX
40-1129003 сплав 9235 Метчики машинные и ручные для нарезания метрической
резьбы по ГОСТ 3266-81 Фреза торцевая ISCAR F45KT/E45KT.
.2.3 Выбор средств измерения и контроля размеров
Выбор средств измерения зависит от характера и массовости производства
(годовой программы выпуска). В данной работе, при единичном производстве
рациональнее использовать универсальные средства измерения (штангенциркуль,
штихмасс, линейку и др.).
При выборе и назначении средств измерения необходимо одновременно
стремиться к более жесткому ограничению действительных размеров предельными
размерами, предписанными стандартными, и к возможно большему расширению
производственных допусков, остающихся за вычетом погрешности измерения.
Результаты выбора средств измерения заносим в таблицу 3.11.
Таблица 3.11
Выбор средств измерения
Поверхность и измеряемый
или контролируемый размер
Наименование средства
измерения
Метрологические
характеристики средства измерения
Цена деления, мм
Пределы, мм
Измерения
Показаний по шкале,
диапазон показаний
Поверхности Æ 1160-1420
Штангенциркуль ШЦ-II-1600-0,1
ГОСТ 166-89
0,1
500-1600
0 - 1
± 100
Поверхность Æ 1000-2000
Штангенциркуль ШЦ-II
0,1
800-2000
0 - 1
± 18
Поверхность Æ 0-500
Штангенциркуль ШЦ-III-500
с двухсторонним расположением губок
0,1
0-500
0 - 1
±0,1
Поверхности Æ 2000-4000
ШЦ-III-4000
0,1
2000-4000
0-1
±0,4
.2.4 Назначение режимов резания
При выборе режимов обработки придерживаются определенного порядка, т. е.
при расчете и назначении режима резания учитывают тип и размеры режущего
инструмента, материал его режущей части, материал заготовки, тип оборудования.
Режим
резания металлов определяется следующими основными параметрами: глубиной
резания t (мм), подачей S (мм/об) и
скоростью резания Выбираемые
режимы резания должны обеспечивать наибольшую производительность труда при
наименьшей себестоимости технологической операции.
Приведем
расчет для токарной черновой, чистовой обработки заготовки до размера Æ 1350 мм расчетно-аналитическим методом [5].
Рассчитываем
скорость резания по формуле для наружного, продольного, поперечного точения и
растачивания, в данном случае для растачивания:
где
T - среднее
значение стойкости при обработке одной кромкой пластины, Т = 60 мин;
где
Каждый
из коэффициентов отражает влияние определенного фактора на скорость резания.
В
данном случае, учитывая внешнее точение поверхности и обрабатываемый материал
(сталь) Подставляя
числовые значения в формулу расчета скоростей резания при черновом и чистовом
растачивании, получаем:
Определим
частоту вращения шлифовального круга 24А16-25С1К, у которого Dкр=600 мм, Вкр=63 мм, Vкр=35 м/с:
По
паспортным данным станка корректируем значение nшл. кр=1112 об/мин.
Частота
вращения заготовки определяется по формуле:
где
V - скорость резания, посчитанная выше, м/мин;
d - диаметр
обрабатываемой поверхности, м.
Подставляя
значения в формулу расчета частоты вращения получаем:
Частота
вращения шпинделя станка 1580Л nmax=20 об/мин, nmin=0,2 об/мин
поэтому Определяем
частоту вращения заготовки при шлифовании.
Скорость
вращения принимаем равной Vзаг=30
м/мин;
Принимаем
частоту вращения nзаг.=7
об/мин.
Корректируем
значение скорости резания чернового и чистового точения, учитывая значения
частоты вращения по формуле:
Подставляем
значения:
Итак,
получены скорости резания для чернового - Полученные
значения скоростей и частот вращения шпинделя, а также значения глубины резания
и подач данной и всех остальных поверхностей заносим в таблицу 3.12.
Таблица
3.12
Режимы
резания
Поверхность, мм
Глубина резания t,
мм
Подача S,
мм/об
Частота вращения заготовки
(инструмента) n, об/мин
Скорость резания V,
м/мин
Для поверхностей цапфы
Подрезать торец
3
0,4
12
58,4
Подрезать торец начисто
2
0,15
15
64,1
Точение черновое Æ 1350
3
0,4
15
63,58
Точение чистовое Æ 1350
2
0,15
15
63,58
Шлифование Æ 1350d8
0,3
15,8
7
30
Точение черновое Æ 1390
3,5
0,3
9
65,5
Расточить Æ 1160
3
0,4
15
60,7
Расточить начисто Æ 1160
1,8
0,2
16
64,5
Точение черновое Æ 1420
3,5
0,3
13
72,2
Точение черновое Æ 1260
3
0,25
12
68,3
Сверлить отверстия Æ39
-
0,25
680
83,2
Сверлить отверстия Æ36
0,25
700
79,128
Точить конус на торце
2
0,4
13
69,8
Точение черновое Æ 1370
3
0,4
13
58,2
Точение чистовое Æ 1370
2
0,15
15
64,1
Шлифование Æ 1370u8
0,3
15,8
7
30
Нарезание резьбы М36
3
450
52,6
Точить фаску на Æ 1160
1,8
0,4
18
78,5
Для поверхностей фланца
Расточить Æ 1370
3
0,4
14
60,2
Расточить начисто Æ 1370
2
0,15
15
64,1
Шлифование Æ 1370Н8
0,3
15,8
7
30
Поверхность, мм
Глубина резания t,
мм
Подача S,
мм/об
Частота вращения заготовки
(инструмента) n, об/мин
Скорость резания V,
м/мин
Расточить фаску наÆ 1370
2
0,15
15
64,1
Подрезать поверхность до Æ 1920
2
0,2
11
67,7
Точение черновое Æ 3020
3
0,3
7
66,4
Сверлить отверстия Æ46
-
0,25
490
75,2
Для поверхностей стенки
корпуса
Расточить Æ 4205
2
0,4
5
67,1
Расточить начисто Æ 4205
1,5
0,15
5
67,1
Подрезать поверхность до Æ 3000
2
0,3
7
65,2
Сверлить отверстия Æ46
-
0,25
490
75,2
Точить Æ 4250
3
0,3
5
61,3
Сила резания рассчитывается по формуле [5]:
где
Каждый
из коэффициентов учитывает изменение против табличных условий резания.
Подставляя
числовые значения в формулу расчета силы резания при черновом и чистовом
точении, получаем:
Крутящий
момент при точении:
Тогда:
Мощность
резания на резце равна:
Подставляем
значения и получаем:
Необходимая
мощность на приводе станка:
где
Тогда
максимальная мощность на приводе станка будет равна:
Значения
мощностей получаются большие для данной поверхности вследствие ее большого
диаметра обработки, больших скоростей резания, и учета обработки внутренней
поверхности.
Мощность
станка 1580Л N = 125 кВт - обработка возможна. Время
обработки деталей на каждой операции зависит от выбранных режимов, длины
обрабатываемой поверхности и др.
Техническое
нормирование времени операций можно выполнить расчетно-аналитическим методом. В
нашем случае, в единичном производстве, как и в мелкосерийном, рассчитывается
норма штучно-калькуляционного времени.
Для
примера приведем расчет времени для токарной операции - точение шейки n1350:
Штучное
время:
где
Тогда
основное (машинное) время будет равно:
где
Тогда
Оперативное
время Tоп
находиться по формуле:
Время
технического обслуживания Tтех:
Время
организационного обслуживания Tорг:
Время
регламентированных перерывов Tп:
Подготовительно-заключительное
время Tп-з=3
мин
И
так, штучное время по выше описанной формуле:
Принимаем
Для
остальных операций расчет ведем аналогично этому. Полученные нормы времени по
данной и другим операциям, суммируя, сгруппировываем по четырем установам,
приведенным в таблице 3.13.
Таблица 3.13
нормы времени на операции изготовления стенки торцевой
Наименование операции
Основное время То,
мин
Вспомо-гательное время Тв,
мин
Время технического
обслуживания Ттех, мин
Время организации-онного
обслуживания Торг, мин
Время перерывов Тп,
мин
Подготовительно-заключительное
время Тп-з, мин
Штучное время Тшт,
мин
Точение черновое Æ 1350
85
20,55
6,33
6,33
2,6
3
123,8
Точение чистовое Æ 1350
78
20,55
6,33
6,33
2
3
115,4
Шлифование Æ 1350d8
20
11,75
1,17
1,17
1,49
3
42,32
Точение черновое Æ 1390
92
10,2
3,5
2
3
3
113,7
Точение чистовое Æ 1390
67
10,2
4
2
2,4
3
88,6
Расточить Æ 1160
125,6
20,7
6,33
6,33
2,6
3
157,4
Расточить начисто Æ 1160
110,3
10,2
5,25
5,25
2,6
3
134,7
Точение черновое Æ 1420
156,8
22,5
7,89
7,89
2,6
3
191,5
Точение черновое Æ 1260
87,9
12,5
6,45
6,45
4
2,5
112,6
Сверлить отверстия Æ39
56,1
23,6
5,5
5,5
2
2,5
94,7
Сверлить отверстия Æ36
62,7
25,6
5,8
5,8
2,2
2,5
104,3
Точить конус на торце
34,8
24,4
4,6
4,8
2,2
2,5
78,9
Точение черновое Æ 1370
47,1
18,8
6,33
6,33
2,2
3
63,5
Точение чистовое Æ 1370
56,6
10,2
4,55
4,55
2,1
3
78
Шлифование Æ 1370u8
20,3
15,6
6,6
6,6
3
2,5
51,6
Нарезание резьбы М36
36,7
12,2
4,5
4,5
3
3
58,6
Точить фаску на Æ 1160
4
5,2
2
1,5
0,5
0,3
14,6
Расточить Æ 1370
47,1
18,8
6,33
6,33
2,2
3
63,5
Расточить начисто Æ 1370
56,6
10,2
4,55
4,55
2,1
3
78
Шлифование Æ 1370Н8
20,3
15,6
6,6
6,6
3
2,5
51,6
Расточить фаску на Æ 1370
47,1
18,8
6,33
6,33
2,2
3
63,5
Подрезать поверхность до Æ 1920
146,5
25,3
4,55
4,55
2,1
3
187,7
Точение черновое Æ 3020
53,2
15,6
6,6
6,6
3
2,5
74,2
Сверлить отверстия Æ46
36,7
12,2
4,5
4,5
3
3
58,6
Расточить Æ 4205
126,3
18,8
7,3
7,1
3,6
3
168,5
Расточить начисто Æ 4205
105,4
18,8
6,33
6,33
2,2
3
135,2
Подрезать поверхность до Æ 3000
160,2
10,2
4,55
4,55
2,1
3
78
Сверлить отверстия Æ46
20,3
15,6
6,6
6,6
3
2,5
51,6
Точить Æ 4250
140,2
10,2
4,55
4,55
2,1
3
78
.3 Разработка технологии сборки
Скомплектовать узел согласно сборочных чертежей и спецификации.
Собрать стенд для сборки барабана.
Собрать стенд для контроля биений.
Сборку Барабана производить согласно схемы контрольной сборки 710.09.000.
Собрать стенки торцовые с патрубком разгрузочным и патрубком загрузочным.
Варить согласно чертежа.
Скантовать стенки торцевые широкой частью вверх, произвести контрольную
сборку с Броней торцевой.
Сдать ОТК, демонтировать Броню.
Установить барабан на Стойки стенда.
Выверить по базовому отв. ф20.
Установить в стенки торцовые кольца согласно "Руководства по монтажу
и эксплуатации".
Стыковать стенку торцевую с барабаном.
. Выдержать соосность отв. ф20.
Установить чистовые болты 1, 2, 8, 9, 10, 11, 17, 18, 19, 20, 35 и 36
согласно схеме затяжки болтов на барабане.
Наживить гайки.
Установить крепежные болты 3, 4, 5, 6, 7, 12, 13, 14, 15, 16, 31, 32, 33
и 34 согласно схеме затяжки болтов на барабане.
Наживить гайки.
Затянуть весь крепеж.
Повернуть барабан на 180°.
Поворот производить с помощью крана, зацепив строп за цапфу на образующей
барабана.
Установить чистовые болты 26, 27, 28 и 29 согласно схеме затяжки болтов
на барабане.
Наживить гайки.
Установить крепежные болты 21, 22, 23, 24, 25 и 30 согласно схеме затяжки
болтов на барабане.
При необходимости развернуть отверсия разверткой.
Наживить гайки.
Затянуть весь крепеж.
Стыковать стенку торцевую приводной стороны с барабаном.
Установить чистовые болты 17, 20, 26, 29, 35 и 2 согласно схеме затяжки
болтов на барабане.
При необходимости развернуть отверстия разверткой.
Наживить гайки, затянуть.
Стыковать половину зубчатого венца, совместив крепежные отверстия.
Внимание. Допускается установка заранее полностью собранного венца.
Установить чистовые болты 19, 27, 28 и 36 согласно схеме затяжки болтов
на барабане.
Наживить гайки, затянуть.
Установить крепежные болты 21, 22, 23, 24, 25, 30, 31, 32, 33 и 34
согласно схеме затяжки болтов на барабане.
Наживить гайки, затянуть.
Стыковать вторую половину зубчатого венца, совместив крепежные отверстия.
Установить чистовые болты 1 и 18 согласно схеме затяжки болтов на барабане.
Наживить гайки, затянуть.
Установить крепежные болты 13, 14, 15 и 16 согласно схеме затяжки болтов
на барабане
Наживить гайки, затянуть.
Затянуть весь крепеж.
Повернуть барабан на 180°.
Поворот производить с помощью крана, зацепив строп за цапфу на образующей
барабана.
Установить чистовые болты 8, 9, 10 и 11 согласно схеме затяжки болтов на
барабане.
Наживить гайки, затянуть.
Установить крепежные болты 3, 4, 5, 6, 7, 12, 13, 14, 15 и 16 согласно
схеме затяжки болтов на барабане.
Наживить гайки, затянуть.
Затянуть весь крепеж.
Стянуть фланцы крепления половин зубчатого венца штифтами и болтами.
Установить Барабан на стенд для контроля биения.
Произвести Контроль согласно схеме затяжки болтов на барабане.
Выполнить все технические требования чертежа.
Собрать патрубок разгрузочный с горловиной воронки.
Обварить, сварные швы по ГОСТ 14771-76 или по ГОСТ 5264-80.
Выполнить установку корпуса вал - шестерни на плиту опорную.
Выполнить установку вал-шестерни в корпус на подшипники.
Стянуть крышку с корпусом болтами.
Установить и свинтить болтами крышки подшипников с корпусом вала.
Установить датчики давления и температуры согласно чертежа.
Соединить гидропроводку и электрику согласно чертежа.
Сдать контролеру ОТК.
.4 Разработка технологии контроля
Технология и методика приемочных испытаний составлена и оформлена в
соответствии с требованиями ГОСТ 2.106-95 «ЕСКД. Текстовые документы», а также
ГОСТ 15.309-98 «Система разработки и постановки продукции на производство.
Испытания и приёмка выпускаемой продукции. Основные положения» и ГОСТ Р
15.201-2000 «Система разработки и постановки продукции на производство.
Продукция производственно-технического назначения. Порядок разработки и
постановки продукции на производство».
Приёмочные испытания включают следующие виды проверок и испытаний:
проверка качества рабочей конструкторской и эксплуатационной
документации;
проверка комплектности оборудования;
проверка на отсутствие механических повреждений;
проверка качества поверхности;
проверка маркировки;
проверка комплектующих и материалов изготовления;
проверка качества сварных швов;
проверка электробезопасности; проверка работоспособности;
проверка уровня шума.
.4.1 Цель испытаний
Настоящая программа определяет объем и порядок испытаний вышеуказанного
оборудования.
Целью испытаний является:
оценка соответствия оборудования, а также рабочей конструкторской и
эксплуатационной документации требованиям действующих российских
государственных стандартов, включая ГОСТ 12.2.003 «Система стандартов
безопасности труда. Оборудование производственное. Общие требования
безопасности», ГОСТ 12.3.002 «Система стандартов безопасности труда. Процессы
производственные. Общие требования безопасности» и нормативных технических
документов в области промышленной безопасности, в том числе ПБ 03-571-03
«Единые правила безопасности при дроблении, сортировке, обогащении полезных
ископаемых и окусковании руд и концентратов», ПБ 03-585-03 «Правила устройства
и безопасной эксплуатации технологических трубопроводов», РД 06-572-03
«Инструкция по безопасной эксплуатации электроустановок в горнорудной
промышленности», «Правила устройства электроустановок».
определение готовности оборудования к испытаниям и эксплуатации;
проверка и подтверждение основных технических и эксплутационных
характеристик оборудования требованиям вышеуказанных технических условий,
действующих государственных стандартов и нормативных технических документов в
области промышленной безопасности.
.4.2 Объём испытаний
Приёмочные испытания в соответствии с ГОСТ 15.309-98 проводятся в объёме,
достаточном для оценки характеристик оборудования, проверки и подтверждения
соответствия оборудования требованиям нормативно-технической документации.
.4.3 Условия предъявления изделий на испытания
Приемочные испытания проводятся для полностью укомплектованного
оборудования в сборе.
Перед предъявлением изделия на испытания проверяется комплектность
оборудования и технической документации на него, а также правильность
оформления и содержания рабочей конструкторской и эксплуатационной
документации.
Приемочным испытаниям подвергается стержневая рудо размольная мельница с
центральной разгрузкой МШЦ-3850×5500.
Результаты приемочных испытаний распространяются на все стержневые рудо
размольные мельницы с центральной разгрузкой типа МСЦ и шаровые мельницы с
центральной разгрузкой типа МШЦ по ТУ 4844-001-00892435-2011.
Порядок взаимодействия предъявителя изделия с представителем заказчика и
другими организациями, участвующими в испытаниях
Оборудование подвергается приемочным испытаниям на территории завода
изготовителя - ОАО «ССМ-Тяжмаш», Волгоградская обл., г. Череповец, ул. Мира,
30.
Приемочные испытания проводятся Приемочной комиссией, назначенной
приказом Генерального директора ОАО «ССМ-Тяжмаш».
Формирование состава комиссии и регламент её работы определяются на
основании приказа Генерального директора ОАО «ССМ-Тяжмаш». В состав Приемочной
комиссии входят представители эксплуатирующей организации и завода
изготовителя.
Сроки проведения приемочных испытаний устанавливаются эксплуатирующим
предприятием по согласованию с Ростехнадзором.
До начала проведения приемочных испытаний предъявляется сопроводительная
документация в составе:
программа и методика приемочных испытаний, согласованная с
Ростехнадзором;
паспорт и руководство по эксплуатации;
технические условия;
протоколы заводских испытаний.
3.4.4 Требования к месту проведения испытаний
Место проведения испытаний предназначено для проведения приемочных
испытаний оборудования, перечисленного в п. 3.4.3 настоящей программы.
Помещение полностью подготовлено к проведению испытаний (наведён порядок,
установлены необходимые средства измерений и испытательное оборудование, все
ненужное оборудование необходимо удалить с места проведения испытаний на
безопасное расстояние; должно быть обеспечено необходимое освещение; должны
быть подведены все необходимые коммуникации).
Помещение оборудовано приточно-вытяжной вентиляцией, выполненной в
соответствии с требованиями ГОСТ 12.4.021, строительных норм и правил СниП
2.04.05-91.
.4.5 Требования к средствам проведения испытаний
Средства измерения имеют действующие свидетельства об утвер-ждении
согласно и периодической проверке.
К испытаниям допускаются изготовленное и укомплектованное необходимой
документацией (паспорт и инструкция по эксплуатации) оборудование,
перечисленное в настоящей Программы приемочных испытаний.
В процессе проведения испытаний соблюдаются требования техники
безопасности в соответствии с паспортом и руководством по эксплуатации
указанного оборудования.
Электроприборы надёжно заземлены.
.4.6 Требования к условиям проведения испытаний
Условия проведения испытаний:
температура окружающей среды - 5-40ºС;
относительная влажность окружающей среды при температуре 20ºС - до 90%, при температуре 40ºС - до 50%;
Условия проведения испытаний максимально приближены к условиям реальной
эксплуатации испытываемого оборудования.
.4.7 Требования к подготовке изделия к испытаниям
Приёмочные испытания проводятся с целью приёмки оборудования
эксплуатирующей организацией, а также проверки его основных технических
характеристик в соответствии с требованиями технической документации.
К приемочным испытаниям допускается оборудование, перечисленное в п.
3.4.5 настоящей технологии испытаний.
Поверхность оборудования, предъявляемого к испытаниям, не должна иметь
механических повреждений, раковин, вмятин, нарушений покрытия и др. дефектов.
Детали конструкции не должны иметь острых углов и кромок, которые могут
поранить или травмировать обслуживающий персонал.
Устройства, имеющие механические повреждения, загрязнения, следы коррозии
к испытаниям не допускаются.
Контрольно-измерительные приборы должны быть установлены в удобных для
наблюдения и обслуживания местах.
Перед испытаниями оборудование должно быть очищено от пыли и загрязнений.
Оборудование должно быть надёжно заземлено.
При работающих приводах необходимо смонтировать все предусмотренные
защитные кожухи.
Сварные швы деталей должны быть очищены от шлака и брызг. Переход от
основного металла к наплавленному должен быть плавным, без подрезов и наплывов.
Ширина и высота швов должны быть равномерными.
Проведение монтажа должно быть выполнено в соответствии с руководством по
эксплуатации.
При проведении работ на высоте выше человеческого роста, необходимо
использовать предусмотренные или прочие отвечающие технике безопасности
подставки и рабочие платформы. Не использовать для подъема компоненты
устройства. При работах на большой высоте использовать страховку от падения с
высоты.
При проведении монтажных работ с пневматическим и гидравлическим
оборудованием необходимо убедиться, что соответствующие агрегаты не находятся
под давлением.
.4.8 Содержание испытаний
Проверка качества эксплуатационной документации.
Проверка качества эксплуатационной документации проводится на
соответствие её требованиям ГОСТ 15.309-98 «Система разработки и постановки
продукции на производство. Испытания и приёмка выпускаемой продукции. Основные
положения»; ГОСТ Р 15.201-2000 «Система разработки и постановки продукции на
производство. Продукция производственно-технического назначения. Порядок
разработки и постановки продукции на производство», ГОСТ 2.106-95 «ЕСКД.
Текстовые документы».
Проверка монтажа.
Проверка правильности сборки и подключения оборудования, контрольно
-измерительной аппаратуры, освещения и оперативной связи. На испытательной
площадке должны отсутствовать временные приспособления, сооружения, сборочное
оборудование, наведен порядок и чистота.
Проверка качества поверхности.
Проверка качества наружной и внутренней поверхности изделия производится
визуальным осмотром.
Наружную поверхность проверяют на наличие плен, закатов, расслоений,
рисок, трещин, следов коррозии, снижающих качество и ухудшающих товарный вид
изделия, а также качество наружных покрытий. Видимых дефектов быть не должно.
На внутренней поверхности должны отсутствовать следы коррозии, жирность,
окалина. Видимых дефектов быть не должно.
Проверка качества покрытия проводится путем сопоставления объёма и
качества выполненной работы с требованиями рабочей конструкторской
документации. Видимых повреждений окраски быть не должно.
Проверка механической безопасности.
Проверка на отсутствие острых углов, кромок, заусенцев и поверхностей с
неровностями в местах доступных обслуживающему персоналу. Проверка состояния
резьбы, крепёжных деталей, уплотнений. Осуществляется посредством визуального
контроля.
Повреждений резьбы, крепёжных деталей, уплотнений быть не должно. Острых
углов, кромок, заусенцев и поверхностей с неровностями в местах доступных
обслуживающему персоналу быть не должно.
Проверка маркировки.
Маркировка должна быть выполнена четко, отчетливым шрифтом. Маркировка
выполняется в соответствии с ГОСТ 12969, ГОСТ 12971.
Проверка материалов.
Проверка материалов изделия, в том числе его термической обработки,
осуществляется проверкой сертификатов предприятий-поставщиков материалов или
результатов химических анализов и механических испытаний материалов, проводимых
предприятием-изготовителем изделий на соответствие требованиям технической
документации и ГОСТам на конкретный материал.
Проверка электробезопасности.
Проверка исправности устройства заземления, а именно: отсутствие следов
коррозии, отсутствие повреждения резьбы, проводится наружным осмотром.
Проверка сопротивления между устройством заземления и каждой доступной
прикасанию металлической нетоковедущей частью корпуса проводится омметром
Ф4102/2-1М по ТУ 25-7534.0005-87: значение сопротивления не должно превышать
0,1 Ом.
Проверка сварных швов.
Визуально-измерительный контроль сварных швов проводится по методике,
приведённой в РД 03-606-03 «Инструкция по визуальному и измерительному
контролю» и ГОСТ 3242-79 «Соединения сварные. Методы контроля качества» с целью
выявления наружных дефектов. Осмотру следует подвергать как сварной шов, так и
зону основного металла, прилегающую к нему на расстоянии не менее 20 мм от края
шва.
Визуальный контроль и измерение сварных швов необходимо проводить после
очистки швов и прилегающих к ним поверхностей основного металла от шлака, брызг
и других загрязнений. Визуальному контролю и измерению подлежат все сварные швы
по всей протяжённости для выявления наружных недопустимых дефектов: трещин всех
видов и направлений, свищей и пористости наружной поверхности шва, подрезов,
наплывов, прожогов, недоплавленных кратеров, смещения и совместного увода
кромок свариваемых элементов, свыше норм. Объём контроля 100% сварных
швов.
Ультразвуковой метод контроля производится в целях выявления в сварных
соединениях внутренних дефектов (трещин, не проваров, пор, шлаковых включений и
др.).
Ультразвуковой контроль сварных швов проводится по методике, приведенной
в ГОСТ 3242-79 «Соединения сварные. Методы контроля качества».
Перед контролем соответствующие участки сварных соединений необходимо
за-маркировать так, чтобы их можно было легко обнаружить на картах контроля.
Ультразвуковому контролю подлежат сварные швы по всей протяжённости для
выявления недопустимых дефектов в следующем объеме:
100% сварных швов трубопроводов пластичного смазочного материала;
20% сварных швов трубопроводов гидро-подпора;
1% сварных швов остальных трубопроводов, от общего числа сваренных каждым
сварщиком (но не менее одного) соединений.
Контролю подлежат стыки, наихудшие по результатам внешнего осмотра.
Оценку качества сварных соединений трубопроводов по результатам
ультразвукового контроля следует производить согласно СНиП 3.05.05-84 и ПБ
03-585-03.
В случае невозможности применения ультразвукового контроля, допускается
его замена радиографическим методом.
Радиографический контроль сварных соединений должен проводиться в
соответствии с ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные.
Радиографический метод».
Перед контролем соответствующие участки сварных соединений необходимо
замаркировать так, чтобы их можно было легко обнаружить на картах контроля и
радиографических снимках.
Все приборы должны иметь действующие свидетельства о поверке.
Проверка защитных блокировок и систем аварийной сигнализации.
Общие требования к системе аварийной сигнализации и защитных блоков.
До испытаний должны быть обеспечены следующие основные условия:
механические ограничивающие устройства, блокирующие устройства,
электрические выключатели и устройства сигнализации проверяют и помещают на
свои определенные места;
опытным путем подтверждают, что электрические блокирующие цепи правильно
подсоединены;
датчики установлены на определенные значения.
Испытания должны подтвердить правильность функционирования защитных
блокировок, систем слежения и аварийной сигнализации.
Обязательному контролю подлежат:
Проверка органа управления аварийной остановкой. Орган управления
аварийной остановкой должен:
а) быть ясно идентифицируемым и легко доступным;
б) останавливать оборудование быстро, не создавая опасности;
в) находиться после приведения его в действие в положении,
соответствующем остановке, пока он не будет возвращен пользователем в исходное
положение;
г) возвращаться в исходное положение не приводя к пуску оборудования;
д) быть красного цвета, отличаться формой и размерами от других органов
управления.
Полное или частичное прекращение энергоснабжения и последующее его
восстановление, а также повреждение цепи управления энергоснабжением не должно
приводить к возникновению опасных ситуаций, включая:
а) самопроизвольный пуск оборудования при восстановлении энергоснабжения;
б) невыполнение уже выданной команды на остановку;
в) снижение эффективности защитных устройств.
Требования к системе аварийной сигнализации и защитных блоков мельниц
типа МСЦ.
Проверка срабатывания световой и звуковой сигнализации и отключения
насоса гидропривода и главного привода мельницы при снижении давления ниже нормы
в коренных подшипниках гидроподпора;
Проверка срабатывания световой и звуковой сигнализации и отключения
насоса гидроподпора при снижении ниже нормы давления во всасывающем
трубопроводе насоса гидроподпора;
Проверка отключения работы всех насосов и срабатывания аварийной
сигнализации при снижении уровня масла в баке до нижнего аварийного значения.
Проверка срабатывания предупредительной сигнализации при достижении верхнего и
нижнего рабочих уровней масла в баке.
Требования к системе аварийной сигнализации и защитных блоков мельниц
типа МШЦ.
Проверка срабатывания предупредительной сигнализации при повышении
температуры масла в баке до плюс 50°С, и аварийной сигнализации при - плюс
60°С;
Проверка срабатывания предупредительной сигнализации при снижении ниже
нормы расхода масла через реле потока к коренным подшипникам мельницы и
подшипникам вал-шестерни;
Проверка срабатывания резервного насоса и предупредительной сигнализации
при снижении давления в напорном трубопроводе смазывания;
Проверка срабатывания предупредительной сигнализации при превышении
давления в напорном трубопроводе смазывания;
Проверка отсутствия возможности пуска электродвигателя главного привода,
при давлении в обоих подшипниках гидроподпора меньше рабочего давления;
Проверка срабатывания предупредительной сигнализации при снижении ниже
нормы давления гидроподпора. Проверка отключения насоса гидроподпоры, при
продолжительном (10-12 с) срабатывания предупредительной сигнализации при
снижении ниже нормы давления гидроподпора;
Проверка срабатывания предупредительной сигнализации и отключения насоса
гидроподпора при превышении или понижении ниже нормы давления во всасывающем
трубопроводе насоса гидроподпора;
Проверка отключения работы всех насосов и срабатывания аварийной
сигнализации при снижении уровня масла в баке до нижнего аварийного значения.
Проверка срабатывания предупредительной сигнализации при достижении верхнего и
нижнего рабочих уровней масла в баке;
Проверка срабатывания предупредительной сигнализации при засорении
фильтров.
Устройство считается выдержавшим испытание, если при проверке
оборудование функционирует согласно эксплуатационной документации и не выявлено
дефектов препятствующих длительной эксплуатации.
Проверка работоспособности.
Перед проверкой мельница должна быть монтирована и подготовлена к
эксплуатации в соответствии с руководством по эксплуатации.
Продолжительность опробования мельницы должна быть не менее 5 ч
непрерывной эксплуатации при номинальных параметрах. Допускается понижение
номинальных параметров продолжительностью не более 1 ч.
Во время испытаний проверяют функционирование изделия в соответствии с
эксплуатационной документации, а именно:
возможность длительного функционирования мельницы при номинальных
пара-метрах (не менее 4 ч);
проверка работоспособности системы регулировки (изменение режимов работы
мельницы);
проверка работоспособности системы контроля и средств измерения;
Оборудование считается выдержавшим испытание, если в течение проверки не
обнаружено дефектов, препятствующих длительной эксплуатации мельницы. Изделие
должно функционировать согласно эксплуатационной документации.
Измерение вибрации.
Уровень вибрации на рабочем месте определяется методом инструментального
контроля с использованием измерителя шума и вибрации ВШВ-003 (или аналог) по
ГОСТ 17187 в соответствии с требованиями ГОСТ 12.2.003, ГОСТ 12.1.012.
Корректированное значение виброскосрости должно быть не более 0,20 мм/с, в
соответствии с требованиями СН 2.2.4/2.1.8.566-96.
Результаты приёмочных испытаний считаются положительными, если оборудование
испытано в полном объеме приемочных испытаний и соответствуют всем требованиям
технической документации изготовителя, действующих российских государственных
стандартов и нормативных технических документов в области промышленной
безопасности.
.5 Разработка схемы строповки стенки торцевой
Строповка - это совокупность методов обвязки и зацепки грузов для их
подъема и перемещения грузоподъемными машинами (кранами). К строповке
конструкций предъявляют следующие требования:
строповые устройства, их крепление к поднимаемой конструкции и
грузоподъемному крану должны быть надежными;
трудоемкость и продолжительность операции строповки и расстроповки должны
быть минимальными;
использование строповых приспособлений, устройств должно быть
многократным (приспособления должны быть инвентарными);
расстроповка должна производиться на расстоянии (без подъема стропальщика
к месту строповки);
строповка должна исключать нарушение формы и прочности конструкции, а
также ее падение и опрокидывание.
Определим место захвата для стропов. Для этого целесообразно использовать
имеющиеся с левой стороны детали проушины на фланце и цапфе стенки торцевой.
При установке стенки торцевой на цапфу требуются дополнительные
технологические.
Выбор стропов начинают с определения массы груза и расположения его
центра тяжести. Если на грузе таких обозначений нет, то необходимо уточнить эти
параметры у лица, ответственного за производство грузоподъемных работ. Во всех
случаях необходимо убедиться в том, что груз, подлежащий перемещению, может быть
поднят имеющимися в вашем распоряжении грузоподъемными средствами. Определив
массу поднимаемого груза и расположение центра тяжести, затем определяют число
мест застропки и их расположение с таким расчетом, чтобы груз не мог
опрокинуться или самостоятельно развернуться. Из этого расчета выбирают строп
или подходящее грузозахватное приспособление. Одновременно следует учитывать
длину выбираемого многоветвевого стропового грузозахватного приспособления.
При выборе длины стропа следует исходить из того, что при малой длине
угол между ветвями строп будет больше 90°, а при большой длине - теряется
высота подъема груза и возникает возможность его кручения. Оптимальные углы
между ветвями строп находятся в пределах 60 - 90° в соответствии с рисунком
3.2.
При выборе строп следует также определить, из каких элементов должна
состоять гибкая часть стропа (стальной канат или цепь, или другой вид жестких
строп и т. п.) и какие концевые и захватные элементы целесообразнее
использовать для подъема конкретного груза.
Рисунок 3.2 Схема распределения нагрузок
Стропы из стальных канатов применяются для соединения монтажных
полиспастов с подъёмно-транспортными средствами (мачтами, порталами, стрелами,
монтажными балками), якорями и строительными конструкциями, а также для
строповки поднимаемого или перемещаемого оборудования и конструкций с
подъёмно-транспортными механизмами.
В практике монтажа используются следующие типы канатных стропов: обычные,
к которым относятся универсальные и одно-, двух-, трёх- и четырёхветвевые,
закрепляемые на поднимаемом оборудовании обвязкой или инвентарными захватами, а
также витые полотенчатые. Для строповки тяжеловесного оборудования
преимущественно используются инвентарные витые стропы, выполняемые в виде
замкнутой петли путём последовательной параллельной плотной укладки перевитых
между собой витков каната вокруг начального центрального витка. Эти стропы
имеют ряд преимуществ: равномерность распределения нагрузки на все ветви,
сокращение расхода каната, меньшая трудоёмкость строповки. Технические данные
канатных стропов приведены в таблице 3.15.
Канатные стропы рассчитываются в следующем порядке (рисунок 3.3).
Рисунок 3.3 схема нагружения при подъеме детали
Определяем напряжение в одной ветви стропа, кН
где
Р - расчётное усилие, приложенное к стропу без учёта коэффициентов перегрузки и
динамичности (P=G9.8), Н;- общее количество ветвей стропа;
α - угол между направлением действия расчётного усилия и ветвью стропа,
которым задаёмся исходя из поперечных размеров поднимаемого оборудования и
способа строповки (этот угол рекомендуется назначать не более 45°, имея в виду,
что с увеличением его усилие в ветви стропа резко возрастает). Принимаем 8
ветвей для обеспечения необходимой гибкости канатов.
Находим
разрывное усилие в ветви стропа:
где
k3 -
коэффициент запаса прочности для стропа в зависимости от типа стропа. (таблица
3.14). Принимаем равным k3 =6,0.
Таблица
3.14
Коэффициенты
запаса прочности такелажных средств
Наименование каната
Коэффициент запаса
прочности кз
Грузовые канаты
С ручным приводом
4,0
С машинным приводом: Для
легкого режима работы Для среднего режима работы Для тяжелого режима работы
5,0 5,5 6,0
Канаты для полиспастов с
изменяющейся длиной под нагрузкой
Грузоподъемностью от 5 до
50 т
4 - 5
Грузоподъемностью от 50 до
100 т
3,5 - 4
Грузоподъемностью более 100
т
3 - 3,5
Стропы
С обвязкой или зацепкой
крюками или серьгами
6,0
Витые стропы
5,0
Полотенчатые стропы
5,5 - 5,5
По расчётному разрывному усилию, пользуясь таблицей ГОСТ 7668-80 (таблица
3.15), подбираем наиболее гибкий стальной канат и определяем его технические
данные: тип и конструкцию, временное сопротивление разрыву, разрывное усилие и
диаметр.
Таблица 3.15
Канаты стальные ГОСТ - 7668-80
Диаметр каната, мм
Масса 1000 м каната, кг
Маркировочная группа, МПС
1372
1568
1666
1764
1960
Разрывное усилие, кН
13,5
697
-
90,6
96,3
101,5
109,0
15,0
812
-
104,5
111,5
116,5
128,0
16,5
1045
-
135,5
144,0
150,0
165,5
18,0
1245
-
161,5
171,5
175,5
190,5
20,0
1520
-
197,5
210,0
215,0
233,5
22,0
1830
252,5
258,5
280,5
23,5
2130
294,0
304,0
338,0
25,5
2495
344,0
352,5
430,0
Диаметр каната, мм
Масса 1000 м каната, кг
Маркировочная группа, МПС
1372
1568
1666
1764
1960
Разрывное усилие, кН
29,0
3215
366,0
417,5
444,0
454,5
561,5
31,0
3655
416,0
475,0
505,0
517,0
638,5
33,0
4155
473,0
540,5
574,5
588,0
700,0
34,5
4550
518,0
592,0
629,5
644,5
764,0
Выбираем двух петлевой канат 23,5-Г-1-Н-1372 ГОСТ 7668-80 длиной 17м, у
которого Rk=242,5 кН.
Рассчитываем проушину с сечении проходящем через середину отверстия т. к.
оно является наиболее слабым.
На проушину действует растягивающая сила, которая расчитывается по
формуле:
Проушина
изготавливается из листов стали 3сп ГОСТ 14637-89. Для стали 3пс находим
значение допускаемого напряжения при данном виде нагружения σadm=90Мпа.
Определяем
минимальную площадь поперечного сечения проушины по формуле:
Сечение
проушины проходящее через середину отверстия перпендикулярно приложенной силе
не должно быть меньше 1600 мм2, при толщине листа в 30мм ширина
листа без учета диаметра отверстия равна > 53,3мм.
Расчитываем
сечение болта в отверстия проушин по формуле:
где m=0,85 - коэффициент условий работы;
N -
нагрузка, Н;
n -
количество болтов;
σср =85 МПа- допускаемое напряжение при
срезе болта;
nср - количество срезов;
r -
минимальный радиус болта, м [3].
Тогда минимальный радиус болта определяется так:
Минимальный
диаметр болта - 34 мм. При умножении на коэффициент запаса прочности равным n=2,
имеем болт диаметром 68 мм.
Выбираем из имееющихся в наличии, болт диаметром 80 мм.
Расчитываем сварной шов соединяющий проушины с базовой планкой.
Толщина свариваемых деталей позволяет сделать шов с катетом 30 мм,
следовательно необходимо определить минимальную длину сварного шва. Шов
выполняем проволокой Св - 08Г2С.
где к- катет сварного шва, τср=0,6σср=0,6 100=60 Мпа - допускаемое
напряжение сварного шва [3], Р - нагрузка.
Минимальная длина сварного шва - 115 мм. Целесообразно изготовить нижнюю
часть проушины длиной 250 мм. Сварной шов выполнить по все длине основания
проушины (рисунок 3.4).
Рисунок 3.4 Конструкция проушины
Расчитаем необходимый диаметр болтов, соединяющих базовую планку с
деталью. Расчеты выполняем по формуле 3.26.
Следовательно
общая площадь сечений болтов должны превышать 0,0014 м2.
Сечение
болта представляет собой круг, площадь круга равна:
Определим
минимально возможный радиус болта, если использовать в соединении два болта:
Принимаем
два болта диаметром 48 мм.
Заключение
В
настоящее время процесс технической подготовки производства стал тем элементом
которому необходимо уделять такое же серьезное внимание как и бизнес-плану или
любому другому процессу связанному с организацией предприятия, в то время как
еще совсем недавно это было прерогативой различных конструкторских бюро и НИИ
которые разрабатывали технологии не особо ориентируясь на рынок сбыта, условия
производства и т. д.
В
ходе выполнения ВКР проведен краткий анализ конструкций и технологических
процессов производства мельницы.
Технологическая часть содержит разработку плана технологической
подготовки производства «МШЦ 3,8х5500» на заводе ОАО «Тяжмаш». Также разработан
технологический процесс изготовления детали «стенка торцовая», на базе
заводского оборудования и разработан технологической процесс сборки мельницы,
маршруты обработки крупногабаритных деталей.
В конструкторской части рассматриваются вопросы, связанные с анализом
конструкции устройств для дробления руды, изготовления и сборки, анализом
конструкции самой мельницы.
Список использованных источников
1 Справочник технолога - машиностроителя. В 2-х т. 4-е изд.
пераб. и доп. М.: Машиностроение, 1985. 656 с.
Корсаков, В. С. Основы технологии машиностроения: учебник/ Л.
С. Кован, Л. Д. Оленин, В. С. Корсаков и др./ под ред. В. С. Корсакова. М.:
Машиностроение, 1977. 416 с.
Анурьев В. И. Справочник конструктора - машиностроителя: В
3-х т. Т. 2. 5-е изд., перераб. И доп. М.: Машиностроение, 1980. 557 с., ил.
А.Ф. Горбацевич, В. А. Шкред Курсовое проектирование по
технологии машиностроения. Учеб. пособие по технологии машиностроения - 4-е
изд., перераб. и доп. Минск. Высш. школа 1983 г. 256 стр.
МетТрансМеталл [Электронный ресурс]: электронный марочник
сплавов - Режим доступа: http://www.met-trans.ru.
Акимов В.Л., Жуков Э.Л., Розовский Б.Я., Скраган В.А.
Технологические расчеты при проектировании процессов механической обработки
заготовок: Учеб. пособие. СПб.: СПбГТУ, 1980. 80 с.
Стратегии развития старопромышленных городов: международный
опыт и перспективы в России / И. Стародубровская [и др.]; под ред. И.
Стародубровской. М.: Изд-во Института Гайдара, 2011.
Трудовой Кодекс Российской Федерации [Электронный ресурс]:
"ТРУДОВОЙ КОДЕКС РОССИЙСКОЙ ФЕДЕРАЦИИ" (ТК РФ) от 30.12.2001 N
197-ФЗ/ Режим доступа: http://www.consultant.ru.
Всероссийский информационный металлургический internet портал
[Электронный ресурс]: офиц. сайт - режим доступа: http://rusmetallurgiya.ru.
Северсталь - Тяжмаш [Электронный ресурс]: офиц. сайт - Режим
доступа: http://www.ssmtm.ru.
Группа компаний «Масла и смазки» [Электронный ресурс]:
электронный каталог. Режим доступа http://firma-mc.ru.
"Кибер - инструмент на все случаи жизни!"
[Электронный ресурс]: электронный каталог инструмента - режим доступа:
http://www.prof.ru.
Пульс цен [Электронный ресурс]: торговая интернет площадка.
Режим доступа: http://www.pulscen.ru.
Пульс цен [Электронный ресурс]: торговая интернет площадка.
Режим доступа: http://www.pulscen.ru.
ОАО ВОЛОГДАЭНЕРГОСБЫТ [Электронный ресурс]: офиц. Сайт. Режим
доступа: http://www.vscenergo.ru.
ОАО Аргентум [Электронный ресурс]: торговая интернет
площадка. Режим доступа: http://www.argtech.ru.
Арендатор.ру [Электронный ресурс]: аренда площадей. Режим
доступа: www.arendator.ru.
Управляющая компания «Жилстройсервис» [Электронный ресурс]:
офиц. Сайт. Режим доступа: http://uk-gilstroiservis.narod2.ru.
Рабсила, список вакансий [Электронный ресурс]: иформационно -
справочный сайт. Режим доступа: http://www.rabsila.ru.
Каталог станков[Электронный ресурс]: электронный каталог.
Режим доступа: http://www.stanki-i-pressa.ru.
ООО «Техномаш» [Электронный ресурс]: электронный торговая
площадка - Режим доступа: http://techno-mash.ru.
Официальный портал Вологодской области [Электронный ресурс]:
электронный торговая площадка - Режим доступа: http://vologda-oblast.ru. Равта [Электронный ресурс]: интернет магазин / Интернет
гипермаркет «RAVTA»: RAV, 2011. Режим доступа: http://ravtashop.ru.
Региональная энергетическая комиссия Вологодской области
[Электронный ресурс]: электронный торговая площадка - Режим доступа:
http://vologdarec.ru.
OPTIMUM[Электронный ресурс]: торговая площадка / Торговая группа
«Оптимум». СПб.: Кодекс, 2011. Режим доступа: http://uss-stanko.com.
Безопасность жизнедеятельности: учебник/ М. В. Коста, С. В.
Белов и др./ под ред. С. В. Белов. М.: Выш. шк., 1999. 448 с.
Охрана труда в электроустановках: учебник / С.В. Белов, Б.А.
Князевский и др.; под ред. Б.А. Князевского. М.: Энергоатомиздат, 1983. 336 с.
ООО «Интехсервис» [Электронный ресурс]:
информационно-справочная система. Режим доступа: http://www.its77.ru.
Росриэлт [Электронный ресурс]: общероссийский сервер
недвижимости. Режим доступа: http://www.rosrealt.ru.
Андреев С.Е., Зверевич В.В., Перов В.А. Дробление,
измельчение и грохочение полезных ископаемых. Недра, Москва, 1980 г., 415 стр.,
УДК: 622.73/.74 (075.8).
.2.1 Выбор и
расчет припусков на обработку
![]() (3.1)
(3.1)
![]()
 (3.2)
(3.2)
![]() мкм.
мкм.
![]()
![]() (3.3)
(3.3)
![]()
![]()
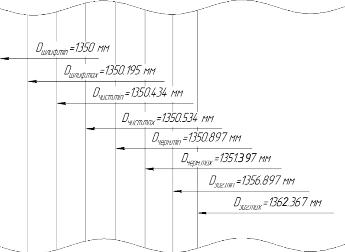
![]() , мкм
, мкм
![]() (м/мин).
(м/мин).
![]() , м/мин,
, м/мин,
![]() - глубина резания чернового
растачивания,
- глубина резания чернового
растачивания, ![]() мм;
мм;
![]() - глубина резания чистового растачивания,
- глубина резания чистового растачивания, ![]() мм;
мм;
![]() - глубина резания шлифования,
- глубина резания шлифования, ![]() мм;
мм;
![]() - подачи чернового растачивания,
- подачи чернового растачивания, ![]() мм/об;
мм/об;
![]() - подачи чистового растачивания,
- подачи чистового растачивания, ![]() мм/об;
мм/об;
![]() - подачи шлифования,
- подачи шлифования, ![]() мм/об;
мм/об;
![]() - коэффициент, характеризующий обрабатываемый металл и условия его
обработки (стальная отливка);
- коэффициент, характеризующий обрабатываемый металл и условия его
обработки (стальная отливка);
![]() - показатели
степеней;
- показатели
степеней;
![]() - показатель относительной стойкости;
- показатель относительной стойкости;
![]() - общий поправочный коэффициент на скорость резания, представляющий
собой произведение из отдельных коэффициентов.
- общий поправочный коэффициент на скорость резания, представляющий
собой произведение из отдельных коэффициентов.
![]() , (3.7)
, (3.7)
![]() - качество обрабатываемого
материала;
- качество обрабатываемого
материала;
![]() - состояние поверхности заготовки;
- состояние поверхности заготовки;
![]() - материал режущей части;
- материал режущей части;
![]() - параметры резца (главный угол в плане);
- параметры резца (главный угол в плане);
![]() - вид обработки (без СОЖ).
- вид обработки (без СОЖ).
![]() = 0,85,
= 0,85, ![]() = 0,65,
= 0,65, ![]() = 0.95,
= 0.95, ![]() =0,5 для
черновой обработки,
=0,5 для
черновой обработки, ![]() = 1,
= 1, ![]() = 0,65,
= 0,65, ![]() = 0.95,
= 0.95, ![]() =0,5 для
чистовой обработки.
=0,5 для
чистовой обработки.
![]() м/мин;
м/мин;
![]() м/мин;
м/мин;
![]() , об/мин,
(3.8)
, об/мин,
(3.8)
![]() об/мин.
об/мин.
![]() , об/мин
, об/мин
![]() об/мин;
об/мин;
![]() об/мин.
об/мин.
![]() и
и ![]() округляем
до значений
округляем
до значений ![]() =15 об/мин,
=15 об/мин, ![]() =15
об/мин.
=15
об/мин.
![]() об/мин
об/мин
![]() , м/мин.
, м/мин.
![]() м/мин;
м/мин;
![]() м/мин.
м/мин.
![]() м/мин и чистового -
м/мин и чистового - ![]() м/мин растачивания.
м/мин растачивания.
![]() , Н,
, Н,
![]() ;
; ![]() ;
; ![]() - для данных условий резания из
[5];
- для данных условий резания из
[5];
![]() - общий поправочный коэффициент, представляющий собой произведение из
ряда коэффициентов.
- общий поправочный коэффициент, представляющий собой произведение из
ряда коэффициентов.
![]() .
.
![]() = 1.
= 1.
![]() Н;
Н;
![]() Н.
Н.
 , Нм,
, Нм,
![]() Нм.
Нм.
![]() , кВт.
, кВт.
![]() кВт;
кВт;
![]() кВт.
кВт.
 , кВт,
, кВт,
![]() .
.
![]() кВт.
кВт.
![]() , мин,
, мин,
![]() - основное (машинное) время,
вычисляемое как отношение длины рабочего хода инструмента к подаче его перемещения,
мин:
- основное (машинное) время,
вычисляемое как отношение длины рабочего хода инструмента к подаче его перемещения,
мин:
![]() , мин.
, мин.
![]() мин.
мин.
![]() - вспомогательное время, включает в себя продолжительность всех вспомогательных
ходов инструмента, включений, переключений станка, установки и снятия
заготовки:
- вспомогательное время, включает в себя продолжительность всех вспомогательных
ходов инструмента, включений, переключений станка, установки и снятия
заготовки:
![]() , мин,
(3.18)
, мин,
(3.18)
![]() = 2,25 - установочное время,
мин;
= 2,25 - установочное время,
мин;
![]() = 15 -
время на закрепление и открепление детали (заготовки). мин;
= 15 -
время на закрепление и открепление детали (заготовки). мин;
![]() = 0,5 -
время на управление станком, мин;
= 0,5 -
время на управление станком, мин;
![]() = 2,8 -
время на измерение (100% контроль), мин.
= 2,8 -
время на измерение (100% контроль), мин.
![]() мин.
мин.
![]() , мин,
, мин,
![]() мин.
мин.
![]() , мин.
, мин.
![]() мин.
мин.
![]() , мин.
, мин.
![]() мин.
мин.
![]() (3.22)
(3.22)
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
![]() , Н,
(3.23)
, Н,
(3.23)
![]() Н;
Н;
![]() H;
H;
![]() , Н; (3.24)
, Н; (3.24)
![]() кН.
кН.
![]() , Н;
(3.25)
, Н;
(3.25)
![]() Н.
Н.
 , м2,
(3.26)
, м2,
(3.26)
![]() м2.
м2.
 , (3.27)
, (3.27)
 , м;
(3.28)
, м;
(3.28)
 м.
м.
 , м; (3.29)
, м; (3.29)
![]() м.
м.
![]() м2.
м2.
![]() , мм2.
(3.30)
, мм2.
(3.30)
 , мм,
(3.31)
, мм,
(3.31)
 мм.
мм.