Материал: ПЗ
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное
Образовательное учреждение высшего образования
«Нижегородский государственный технический
университет им. Р.Е.Алексеева»
Расчетно-графическая работа №4
по дисциплине: "Технологии производства самолета (вертолета)"
на тему: " Проектирование технологического процесса сборки-сварки элементов самолетных конструкций "
Руководитель:
Курников Н.А.
Пигалова Е.А.
Студент:
Группы С17-Ла-1
Сухов А.С.
Нижний Новгород
2021 г.
 Содержание
Содержание
Цель работы..……………………………………………………….………………..3
Основная часть работы:
Выбор материала для сборочной единицы………………………………….4
Выбор вида сварки…………………………..…………………………….….5
Выбор оборудования и инструмента………………………………………...6
Оценка технологичности сборочной единицы……………………….……..7
Разработка схемы базирования и сборочного приспособления……...……8
Заключение………………………………………………………………………….10
 Цель
работы
Цель
работы
Приобрести практические навыки разработки технологических процессов. Изучить технологические возможности изготовления узлов сварной конструкции (виды выполняемых работ и применяемое оборудование).
 Основная
часть работы
Основная
часть работы
Сборочная единица: Нервюра из алюминиевых сплавов
(Позиции нервюры указаны в чертеже «Нервюра 2D»

Рис.1. Эскиз нервюры.
Выбор материала для сборочное единицы:
Нервюра элемент поперечного силового набора каркаса крыла, оперения и других частей летательного аппарата (или космического судна), предназначенный для придания им формы профиля. Нервюры закрепляются на продольном силовом наборе (лонжероны, кромки, стрингеры), являются основой для закрепления обшивки.
В качестве материала, решено было использовать дюралюминиевый сплав АМГ-6 по причине более высокой прочности по сравнению с другими дюралюминиевыми сплавами. АМГ-6 – АМг6 относится к категории деформируемых алюминиевых сплавов. Пластичность проявляется уже при комнатных температурах, в результате нагрева повышаются показатели прочности и улучшается свариваемость материала. Сплав АМг6 является термически неупрочнённым, при этом обладает повышенной устойчивостью к коррозийным изменениям. Перечисленные факторы определяют область применения данного продукта, он идёт на изготовление полуфабрикатов, слябов и слитков. Так же среди преимуществ у данного сплава можно выделить относительную легкость, для его прочности. Является сплавом, который поддается сварке. Сплав хорошо деформируется в холодном и горячем состояниях. Интервал горячей деформации находится в пределах 340-430 ° C, охлаждение после горячей деформации на воздухе. Термической обработкой сплав не упрочняется: профили из него поставляются в горячепрессованном или отожженном состояниях. При производстве профилей применяют два вида отжига: низкий при температуре 270-300 ° C и высокий (полный) при 360-420 ° C. Охлаждение после отжига на воздухе.
Химический состав сплава согласно ГОСТ 19807-91:
Fe |
До 0,4 |
Si |
До 0,4 |
Mn |
0,5-0,8 |
Ti |
0,02-0,1 |
Al |
91,1-93,68 |
Cu |
До 0,1 |
Be |
0,0002-0,005 |
Mg |
5,8-6,8 |
Zn |
До 0,2 |
 Детали
нервюры будем изготавливать путем
штамповки. Была выбрана реальная нервюра
легкого, спортивного самолета Extra-300.
Детали
нервюры будем изготавливать путем
штамповки. Была выбрана реальная нервюра
легкого, спортивного самолета Extra-300.
Выбор вида сварки:
При производстве нервюр данного самолета требуются тонкие сварные швы, минимальное повреждение металла при сварке и минимальное разупрочнение металла в около шовной зоне. Все эти параметры есть у аргонодуговой сварки неплавящимся электродом.
П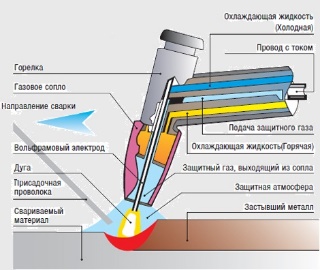 ервоначально
устанавливаем всю конструкцию на
стапель. Делаем прихват в нескольких
местах и снимаем сборочную единицу со
стапеля и отправляем на станок
электронно-лучевой сварки. Предварительная
обработка в химических ваннах не
требуется, так как сваривание происходит
под слоем защитных газов. Детали в
сборочной единице будут вариться
сплошным швом. Свариваемый шов создается
путем «от середины к концу» в два этапа.
Следует учитывать, что при
сварке металлов с высокими теплопроводными
свойствами велика вероятность образования
отверстий в корне шва, поэтому сварной
шов в этом месте проваривается дважды.
ервоначально
устанавливаем всю конструкцию на
стапель. Делаем прихват в нескольких
местах и снимаем сборочную единицу со
стапеля и отправляем на станок
электронно-лучевой сварки. Предварительная
обработка в химических ваннах не
требуется, так как сваривание происходит
под слоем защитных газов. Детали в
сборочной единице будут вариться
сплошным швом. Свариваемый шов создается
путем «от середины к концу» в два этапа.
Следует учитывать, что при
сварке металлов с высокими теплопроводными
свойствами велика вероятность образования
отверстий в корне шва, поэтому сварной
шов в этом месте проваривается дважды.
Рис. 2. Аргонодуговая сварка неплавящимся электродом
Выбор оборудования и инструмента:
В качестве станка для сваривания деталей в сборочную единицу был выбран Telwin Supertig 280

Рис.3. Telwin Supertig 280
В качестве горелки с вольфрамовым электродом решено было выбрать TS 18 Сварог IOB6967

Рис.4. TS 18 Сварог IOB6967
 Оценка
технологичности сборочной единицы:
Оценка
технологичности сборочной единицы:
АМг6 относится к категории деформируемых алюминиевых сплавов. Пластичность проявляется уже при комнатных температурах, в результате нагрева повышаются показатели прочности и улучшается свариваемость материала. Сплав АМг6 является термически неупрочнённым, при этом обладает повышенной устойчивостью к коррозийным изменениям. Перечисленные факторы определяют область применения данного продукта, он идёт на изготовление полуфабрикатов, слябов и слитков. Среди преимуществ у данного сплава можно выделить относительную легкость, для его прочности.
Легко поддается штамповке без каких-либо остаточных деформаций
Плакированные полуфабрикаты обладают повышенной коррозионной стойкостью.
Конструкция деталей не имеет многозвенных размерных цепей, что положительно сказывается на процессе штамповки.
Изделие имеет удобство контроля качества на всех этапах изготовительного процесса.
Все дуралюмины удовлетворительно обрабатываются резанием в закаленном и состаренном состояниях.
Конструкция полуфабрикатов имеет свободный доступ рабочих органов, сборочных инструментов и средств контроля качества к соответствующим местам.
Сварные соединения характеризуются плотностью и качеством
Разработка схемы базирования и сборочного приспособления:
В качестве схемы базирования решено было применить сборку с базирование с помощью универсальных крепежных элементов– детали поперечного набора (Нервюры) каркаса устанавливают в приспособление и фиксируют их специальными зажимами.
Нервюра устанавливаются в сборочное приспособление и специальные зажимы оказывают на нее давление, тем самым плотно фиксируя ее. После детали нервюры соединяют между собой сварными точками. Для этого используют аргонодуговую сварку. Потом сборочная единица снимается со сборочного приспособления и доваривается сплошным швом аргонодуговой сваркой с неплавящимся электродом.
Точность получаемых обводом при таком случае базирования зависит от точности обводов каркаса, точности расположения зажимов.

 Рис.6.Схема
базирования с помощью универсальных
крепежных элементов
Рис.6.Схема
базирования с помощью универсальных
крепежных элементов
Сборочное приспособление представляет собой стапель с специальными фиксаторами, а так же фиксирующими штифтами.
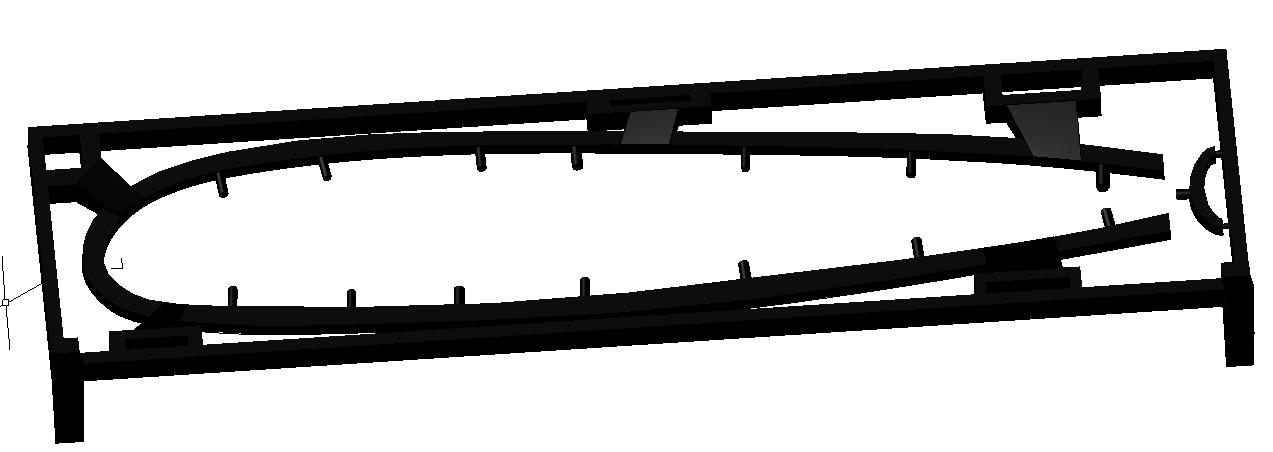 Рис.7. 3-D
модель сборочного приспособления - 1.
Рис.7. 3-D
модель сборочного приспособления - 1.
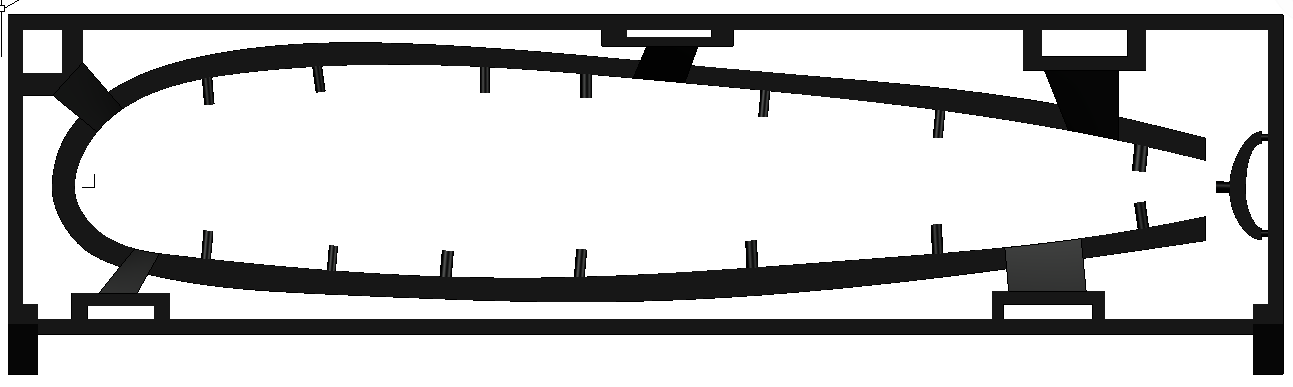
Рис.8. 3-D модель сборочного приспособления - 2.
 Заключение
Заключение
Производя данную работу мы провели оценку технологичности изделия, осуществили подбор материала для изготовления сборочной единицы, подобрали вид сварки, обосновали выбор оборудования и инструмента используемого при изготовлении, ознакомились с проектированием технологического процесса сборки-сварки и осуществили оценку технологичности изделия, разработали схему базирования.