Материал: Процессы формообразования и инструмент. методические указания к выполнению контрольных работ для студентов направления подготовки 15.03.01 «Машиностроение». Жачкин С.Ю., Краснова М.Н
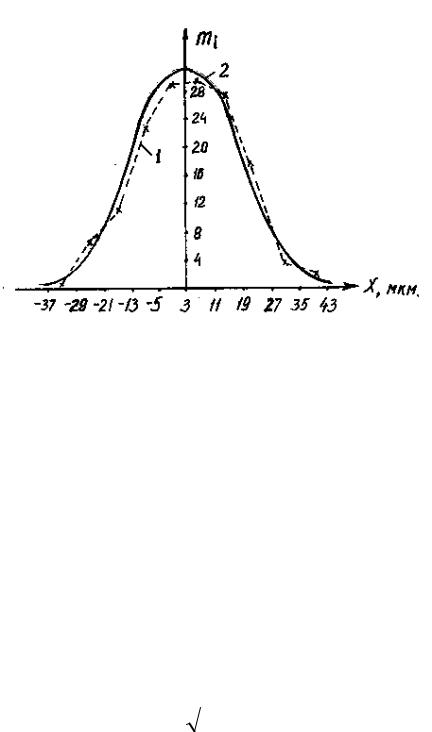
Рис. 1. Практическая и теоретическая кривые распределения: 1 – практическая кривая распределения; 2 – кривая нормального распределения.
По мере увеличения количества измерений эмпирическая кривая распределения 1 все более приближается к теоретической кривой нормального распределения 2 (рис. 1).
Для непрерывных случайных величин уравнение кривой нормального распределения может быть выражено в следующем виде:
1 |
|
е− |
(х−а)2 |
|
|||
|
2σ 2 |
||||||
|
|
|
|
||||
y = σ 2π |
(1), |
||||||
|
|
||||||
где σ - среднее квадратическое отклонение; α - среднее арифметическое аргумента;
e - основание натуральных логарифмов.
Постоянные величины α и σ называются параметрами распределения.
6

Если центр группирования кривой нормального распределения совпадает с началом координат, то аналитическое выражение кривой приобретает следующий вид:
1 |
|
− |
х2 |
|
|
||
|
|
2 |
|
||||
y = |
|
|
|
е 2σ |
(2). |
||
σ |
|
|
|||||
2π |
|||||||
При экспериментальных исследованиях, когда число опытов ограничено, аналитически рассчитать величину случайной погрешности не представляется возможным, поэтому определяются ее приближенные значения, а именно: среднее арифметическое значение случайной погрешности х и эмпирическое среднее квадратическое отклонение σ.
Для упрощения расчетов часто значение случайной погрешности определяют по средним размерам интервалов и частотам попадания этих значений в каждый интервал
|
|
|
|
∑хср mi |
|
|
|
х = |
(3), |
||
|
|
i |
|||
|
|
|
|
|
|
|
|
|
|
N |
|
где хср |
- среднее значение интервала; |
|
|||
|
i |
|
|
||
mi - частота попаданий размера в интервал.
Эмпирическое среднее квадратическое отклонение определяется из урав-
нения
σ = |
|
∑(хср |
i |
− |
х |
)2 mi |
(4), |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
|
||
|
|
|
и σ не исключается возможность появления |
||||||
При расчете параметров х |
|||||||||
ошибки в их определении, если при проведении опытов имели место грубые ошибки, которые своевременно не были выявлены и исключены из результатов
7
опытов. Грубые ошибки в проведении опытов обычно заключаются в том, что отдельные значения результатов измерений существенно отличаются от среднего значения всей серии опытов.
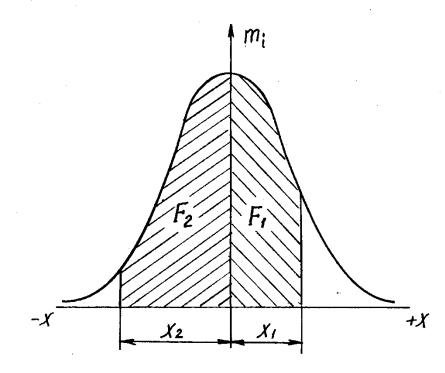
Рис. 2. Графическое изображение количества годных деталей в партии в виде площадей, заключенных между осью абсцисс и кривой Гаусса.
Если всю площадь кривой нормального распределения принять за 100 %, то заштрихованная часть (см. рис. 2) будет выражать ту долю отклонений случайной величины, которая укладывается в заданные пределы.
Поэтому можно считать, что если предельные отклонения равны х1 = +3σ и х2 = −3σ , то количество изделий отклонения размеров которых лежат внутри допустимого интервала равно 99,73 % от общего количества обработанных при данной настройке деталей. Количество же деталей, выходящих за эти пределы (так называемый "процент риска", составляет 0,27 % общего количества).
8

Процент риска при х = ±2σ равен 4,5%, при х = ±σ - 3,2%.
Пользуясь кривой нормального распределения можно найти вероятное количество годных деталей, на размер которых установлен определенный до-
пуск. Предположим, что поле допуска δ установлено двумя размерами х1 и х2 , которые представляют собой отклонения предельных размеров от центра группирования. Вероятное количество годных деталей в этом случае будет пропорционально заштрихованной площади F1 и F2 (рис. 2). Аналитически оно может быть найдено из выражения:
|
|
|
|
|
|
|
|
|
|
|
− |
|
x2 |
|
|
|
|
|
|
||
|
|
n |
|
2σ 2 |
|
|
|
|
|
|
|||||||||||
|
F′ = |
|
∫e |
dx |
(5). |
||||||||||||||||
|
σ |
|
|
|
|
||||||||||||||||
|
2π |
|
|
||||||||||||||||||
Если принять х/σ = t, то вышеприведенные интегралы можно представить |
|||||||||||||||||||||
в виде функции Ф(t): |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
t1 |
− |
t2 |
|
||||||
F = 0,5Ф(t ) = |
|
|
|
|
|
e |
2 |
dt; |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||
1 |
1 |
|
|
|
|
|
|
2π |
|
∫0 |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(6) |
|||||
|
|
|
|
|
|
|
|
1 |
|
|
|
t2 |
|
|
t2 |
||||||
|
= 0,5Ф(t |
|
) = |
|
|
|
|
|
e− |
|
dt |
|
|||||||||
F |
2 |
|
|
|
|
|
2 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||
2 |
|
|
|
|
|
|
|
|
|
2π |
|
∫0 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Значения функции Ф(t) через десятую долю аргумента приведены в табл. 2.
2.2. ТОЧЕЧНЫЕ ДИАГРАММЫ И ОЦЕНКА TOЧHOCТИ НА ИХ ОСНОВЕ
Метод исследования точности, основанный на построении точечных диаграмм заключается в следующем. По оси абсцисс откладываются номера обработанных деталей в той последовательности, как они сходят со станка, а по оси ординат в виде точек откладываются результаты замеров деталей (рис.3).
Применение метода точечных диаграмм позволяет выявить общую тенденцию изменения результатов с увеличением номеров деталей с течением времени.
9
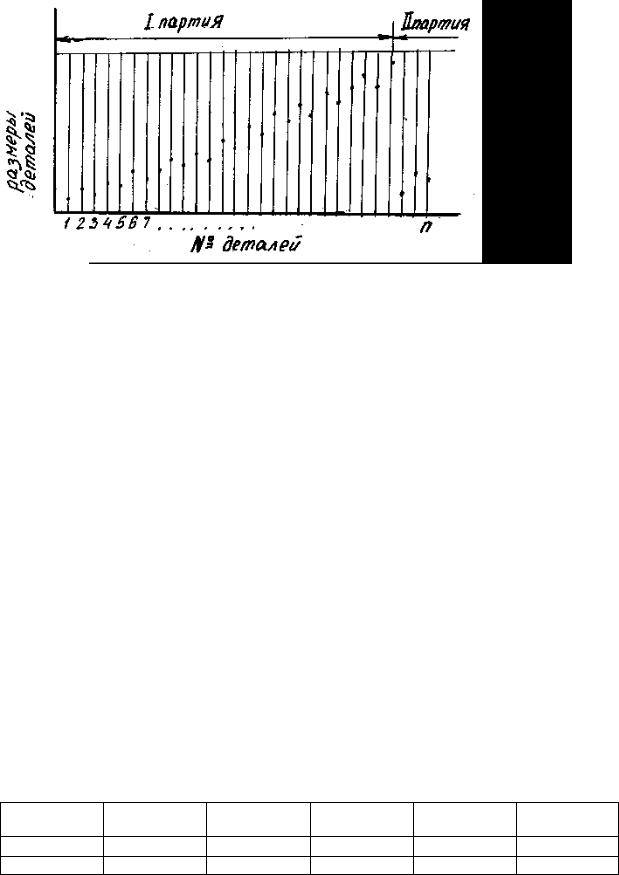
Рис. 3. Точечная диаграмма
Точечные диаграммы можно строить не только для одной партии заготовок, но и для нескольких последовательно обрабатываемых партий, при этом партии разбиваются на группы по нескольку штук последовательно обрабатываемых заготовок в каждой группе. Тогда по оси абсцисс откладываются не номера заготовок (проб), а номера групп, но при этом рассеивание таких групповых средних (средних арифметических значений размеров заготовок, входящих
вгруппу) будет меньше, чем рассеивание размеров отдельных заготовок.
3.ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.Измерить 100 последовательно обработанных валов на настроенном токарно-винторезном станке модели 16К20.
Результаты измерений размеров последовательно обработанных деталей сводятся в табл. 1.
Таблица 1
Результаты измерений размеров
№ |
1 |
2 |
3 |
………….. |
100 |
п/п |
|
|
|
|
|
Размер хi
2. По данным измерений построить точечную диаграмму.
10