Материал: Индивидуальная система электроснабжения пассажирских вагонов на локомотивной тяге
В случае трения подшипников после длительной эксплуатации привода необходимо обратить особое внимание на состояние натяжного устройства, проверить, нет ли перекоса из- за повышенного износа вала подвески или ослабления болтов крепления корпуса натяжного устройства к угольникам поперечной балки рамы тележки, убедиться в отсутствии чрезмерного натяжения ремней, затвердевания смазки подшипников или ее загрязнения из-за неправильности войлочного уплотнения.
Шкивы проверяют осмотром и
обстукиванием. На шкивах не допускаются трещины, отколы и ослабление крепления.
При осмотре карданного вала шарниры ощупывают с целью определения степени
нагрева и прочности соединений. Температура шарниров карданных валов должна
быть одинаковой в сравнении с температурой нормально работающих букс. Узлы с
повышенным нагревом подлежат разборке и ремонту.
2. Сроки и виды технического
обслуживания привода ТК-2
При ТО-1 проверку технического состояния приводов генератора производят на пунктах формирования и оборота пассажирских составов и на ПТО в пути следования. При проверке особое внимание уделяют состоянию ремней, наличию шума, стука при работе привода, отсутствию нагрева шарниров карданных валов в местах установки подшипников, прочности деталей крепления и предохранительных устройств. В случае загрязнений детали привода необходимо очистить от грязи, снега и льда, пользуясь деревянными молотками и скребками.
Уход за приводом предусматривает периодический контроль за состоянием крепления шкивов и подвески генератора, своевременную смазку трущихся частей, наблюдение за состоянием ремней и их натяжением.
При подготовке вагона в рейс в пункте формирования, оборота или в депо, а также в пути следования поездов производят наружний осмотр привода. Обстукиванием болтов гаек определяют надежность крепления фланцев подвески, генератора и предохранительных устройств. Ослабшие болты подтягивают, пружинные шайбы, потерявшие упругость, заменяют. Новые болты и шпильки должны быть изготовлены из стали марки 40Х. Особое внимание обращается на плотность посадки шкивов и надежность их крепления. Наличие люфта ведущего шкива, обнаруженного усилием руки или приспособлением, при ослабленном натяжении ремней, требует демонтажа узла для выяснения причин его появления.
При осмотре карданного вала проверяют наличие люфта во фланцевых соединениях с генератором и редуктором. Люфт устраняют перемонтажом вала.
Появление износа в карданных шарнирах и шлицевом соединении определяется наличием осевого и углового зазоров. При радиальном зазоре шарнира более 1 мм, осевого более 0,5 мм, а также при зазоре между шлицами более 0,5 мм карданный вал необходимо демонтировать и отправить в ремонт. Осевой зазор в крестовине нового карданного вала может быть до 0,2 мм. Измерение зазоров в шарнире вала производится при помощи индикаторной головки на цилиндрической поверхности вилок, а разработка боковых граней шлицевого соединения проверяется щупом и по прогибу вала под вагоном.
Уменьшить осевой зазор до номинального значения можно, заменив подшипники или путем восстановления изношенных стенок отверстия вилок. При радиальном зазоре в шарнирах крестовины свыше 0,5 мм его уменьшают за счет постановки регулировочных прокладок между наружным дном подшипника 0,1; 0,2; 0,3 мм на дно двух подшипников диаметрально расположенных на цапфах крестовины. Указанную регулировку выполняют в том случае, если корпуса подшипников имели ранее плотную посадку в отверстия вилок.
Перед отправлением вагона в рейс ремни необходимо натянуть. В приводе ТК-2 гайку натяжного приспособления свинчивают до потери упругого натяжения всеми ремнями. Затем завинчивают гайки на девять оборотов, сжимают пружину на 46-50 мм при рабочей высоте 110±5 мм и создают у ремней общее натяжение 1,5-2,0 кН. При этом не менее трех ремней должны быть примерно одинаково натянутыми и один-два могут иметь не значительную слабину.
При постановке комплекта новых или ранее работавших ремней необходимо в пути следования в первые 48 ч работы поджать пружины не менее 2 раз на 10-15 мм, т.е. на два оборота гайки.
В пути следования при первой же остановке поезда, помимо внешнего осмотра привода, необходимо проверить на ощупь температуру корпуса подшипников быстроходного вала ведомого шкива, а также корпуса крепительной крышки и лабиринтного уплотнения ведущего шкива.
Можно считать нормальной температуру подшипников и лабиринтных уплотнений, если она не превышает температуру окружающего воздуха более чем на 40-50 С. Для выявления причины чрезмерного нагрева подшипников натяжного устройства осмотрщик вагонов может отвернуть болты крепительных крышек, предварительно сняв ведомый шкив и соединительный фланец со стороны карданного вала.
В случае трения подшипников после длительной эксплуатации привода необходимо обратить особое внимание на состояние натяжного устройства, проверить, нет ли перекоса в нем из-за повышенного износа вала подвески или ослабления болтов крепления корпуса натяжного устройства к угольникам поперечной балки рамы тележки, убедиться в отсутствии чрезмерного натяжения ремней, затвердевания смазки подшипников или ее загрязнения из-за неисправности войлочного уплотнения.
При обнаружении затвердевшей или загрязненной смазки необходимо по возможности ее изъять и заменить свежей из расчета 150 г на подшипник. Войлочное кольцо, если оно выступает из канавки свыше 1,5-2 мм, надо подрезать по высоте.
ТО-3 выполняется через 12 месяцев после постройки или планового вида ремонта (ДР, КР-1, КР-2, КВР).
Ревизию начинают с предварительного наружного осмотра поезда сходу во время прибытия его в пункт формирования. Затем с вагонов снимают ремни. Большой шкив с узлом крепления его на торце шейки оси снимается. При этом колесная пара выкатывается из-под вагона. Натяжное приспособление привода ТК-2, промежуточная опора привода, подвеска генератора и его предохранительные скобы осматриваются на месте.
Карданный вал проверяется от руки на легкость качания фланца и вилки относительно крестовины, и при исправности через масленки смазываются шлицевое соединение и подшипники крестовины. При отсутствии свободного, без заеданий качания вал разбирается. Ведущий шкив с деталями узла крепления осматривается, неисправные детали заменяются.
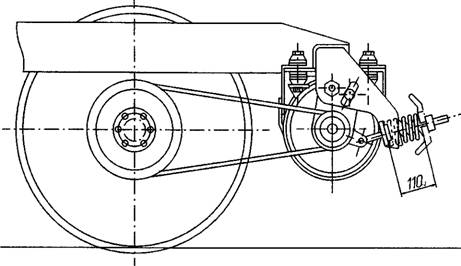
Рисунок 6 - Привод ТК-2 на тележке.
3. Технологический процесс
ремонта привода ТК-2
Осматривают и проверяют подшипники для определения их пригодности к дальнейшей работе. Раковины и шелушения у подшипников, расположенных за большей шестерней, появляются, как правило, на наружных кольцах в верхней зоне нагрузки. Такие подшипники бракуются.
Вмятины на кольцах не следует путать с черными пятнами, образующимися от длительного непроворачивания подшипников. При наличии их подшипники не бракуются. Появление синего цвета побежалости на роликах и кольцах характеризует работу подшипников при повышенном нагреве до 300аС, что может быть из-за неправильной регулировки зазора в подшипниках при монтаже, либо из-за недостатка или плохого качества смазки. Такие подшипники надо заменять.
Кроме того, нельзя допускать к дальнейшей эксплуатации подшипники, имеющие следы натаскивания металла на роликах и беговых дорожках, заусеницы на торце цилиндрического подшипника, отколы и трещины в роликах или шарнирах, лопнувшие или деформированные кольца, большую посадочную черноту с язвинами или следами проскальзывания на кольцах, коррозию на беговых дорожках и роликах, следы повреждения их электротоком. Допускается чернота размеров не более 10% площади поверхности прилегания и единичные кольцевые риски длиной каждая не более 1/2 окружности, общей шириной не более 1/5 ширины кольца. Точечная коррозия вне рабочих зон колец и роликов устраняется зачисткой шлифовальной шкуркой № 6 с маслом или разведением в масле порошком окиси хрома. После осмотра подшипники собирают и проверяют рукой на легкость вращения наружного кольца относительно внутреннего, которое вывешено в момент вращения на ладони другой руки. Исправные подшипники должны вращаться легко, без заедания, торможения и резкого дребезжания, У подшипников признанных годными, надо измерить радиальный зазор. Если на вал насаживаются новые подшипники или на старых имеются следы сдвига обойм или следы ожогов, коррозии, черноты.
После очистки и притирки вал проверяется дефектоскопом, а затем размагничивается. При отклонении размеров, посадочные места шлифуются.
· Номинальный размер - 45+0,003+0,02; 55+0,003+0,02
·
Ремонтный
размер - 44,97; 54,98.
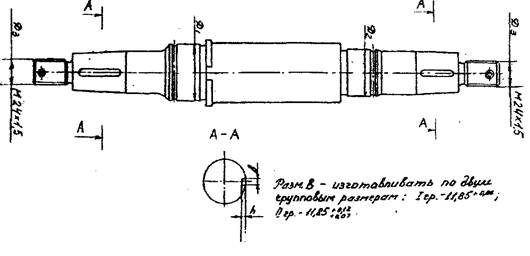
Рисунок 7 - Ведомы вал привода ТК-2
При отклонении размеров посадочные места шлифуются на кругло-шлифовальном станке, после чего гальваническим способом или методом напыления на вал наносится слой хрома толщиной не более 0,15 мм, а затем производится повторная шлифовка до номинального размера.
Резьба на конце вала проверяется резьбомером или калибром. Помятости резьбы ликвидируются на токарном станке. Сорванная более двух ниток резьба восстанавливается наплавкой электродами типа Э50 или Э60 на постоянном токе в режиме обратной полярности с последующей механической обработкой и нарезкой новой резьбы.
Монтажные стаканы, маслоотбойные кольца, лабиринтные крышки.
У перечисленных деталей заусеницы и забоины зачищают надфилем и шлифовальной шкуркой №6 с маслом. Маслосливные отверстия и канавки в монтажных стаканах тщательно прочищают и продувают сжатым воздухом. На маслоотбойных кольцах острую грань маслосбрасывателя не притупляют, а при наличии на ней забоин тщательно зачищают и шлифуют шкуркой.
Чтобы избежать перекосов при монтаже валов в корпусе, индикаторным нутромером в двух взаимно перпендикулярных направлениях проверяют диаметр и овальность посадочных отверстий корпуса и монтажных стаканов подшипников. Овальность отверстий под монтажные стаканы подшипников больших шестерен допускается не более 0,025мм, малых шестерен не более 0,016мм. Корпуса редукторов имеющие трещины и отколы, не выходящие на поверхности фланцев, разрешается ремонтировать сваркой. Длина завариваемой трещины может быть не более 50 мм.
Регулировочные прокладки и кольца.
Цельные и разъемные кольца и
прокладки, предназначенные для регулировки осевого зазора в конических
подшипниках, зачищают по боковым граням от заусенцев, а при постановке их на
прежние места проверяются на не параллельность.
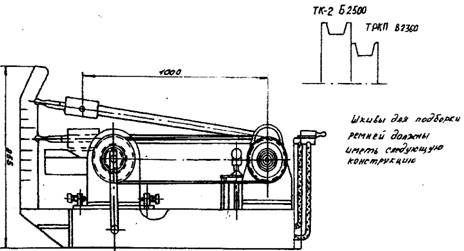
Рисунок 8. Стенд для подпорки клиновых ремней привода ТК-2 и ТРКП
После снятия ремней проверяют
состояние их рабочих поверхностей, которые не должны иметь трещин, складок,
тканевых заусениц и срывов резины. Если выбраковывают хотя бы один ремень, весь
комплект следует заменить. Ставить в один комплект ремней, бывшие в
употреблении и новые не допускается. Разница по длине ремней в одном комплекте
- не более 2 мм.
3.1 Приемка и испытание привода
ТК-2
Монтаж узла ведущего шкива привода ТК-2 начинают с установки гайки, резьбовую часть которой покрывают смазкой ЛЗ-ЦНИИ.
Гайку следует навернуть с предварительным натягом 100-150Н-М без применения ударных нагрузок. Проверка положения гайки и её окончательная затяжка производится с применением специального шаблона, укреплённого на торце оси. После предварительной затяжки, ось симметрии одного из зубьев гайки должна располагаться на шаблоне между рисками 13-19°. Если положение гайки не соответствует этому требованию, то регулировку производят подбором упорного кольца подшипника или заменой гайки. Применение регулировочных прокладок не допускается, так как это приводит к ослаблению узла крепления шкива. Окончательно затягивают гайку рычажным или инерционным ключом так, чтобы ось симметрии зуба располагалась напротив нулевой риски, что соответствует усилию затяжки 4-6 кНм.
При переходе оси симметрии контрольного зуба нулевой риски, монтаж производится заново. Далее следует смазать и установить клиновые планки прямым углом в паз оси, крестовину и зубчатые сегменты. Наклонные грани сегментов должны прилегать к крестовине. Детали закрепить болтами 10 с тарельчатыми пружинами и стопорной пластиной. Болты следует затягивать поочерёдно усилием 50-60 Н-м до полного сжатия тарельчатых пружин. При этом ударами молотка через медную прокладку дважды поджимают крестовину, а затем зубчатые секторы. Для закрепления болтов края пластины отгибают на грани болтов. Далее в буксу закладывают смазку ЛЗ-ЦНИИ, устанавливают крепительную крышку, ставят шпонку, шкив и закрепляют его крышкой с болтами и шайбами.
Плотную посадку шкива обеспечивают ударами молотка через медную прокладку по торцу шкива и окончательно затягивают болты. Зазор между торцом гайки и торцом шкива, а также зазор между торцом лабиринта и торцом шкива должен быть не менее 2 мм. Для проверки качества сборки корпус буксы необходимо провернуть на оси и убедиться в отсутствии заеданий в лабиринтном уплотнении.
Монтаж узла ведомого шкива начинают с напрессовки на вал шарикового подшипника и внутреннего кольца роликового подшипника. Их необходимо застопорить пружинными кольцами, а затем в корпус запрессовать наружное кольцо цилиндрического подшипника и вал с шариковым подшипником. Подшипники смазать смазкой ЖРО в количестве 0,55КГ и установить крышки с войлочными уплотнениями, закрепив их болтами с пружинными шайбами. Войлочные кольца перед установкой пропитывают в течение 20мин разогретым до 80°С составом из 85% солидола Ж и 15% графита. На конусные поверхности вала установить ведомый шкив и фланец, закрепив их гайками и шплинтами.
Шарнир подвески узла ведомого шкива смазывают шприцеванием солидолом Ж до появления смазки между регулировочными шайбами.
На срок службы клиновых ремней в большой степени влияет правильное взаимное расположение шкивов. Отклонение от одноплоскостного расположения шкивов и взаимное смещение их торцов не должно превышать 5мм.
Регулировку производят постановкой шайб между кронштейном рамы тележки и втулкой, приваренной к корпусу редуктора или корпусу узла ведомого шкива. Осевое перемещение узла ведомого шкива в кронштейне подвески и редуктора в шарнире подвески не должно превышать 1мм.
При сборке шарниров карданного вала на крестовину одевают уплотнения и вводят её в кардан и фланец, а затем попарно запрессовывают игольчатые подшипники и крепят их крышками. Затем карданный вал собирают по шлицевому соединению. В процессе сборки в игольчатые подшипники крестовин закладывают смазку №158, а в шлицевое соединение - солидол Ж.
Собранный карданный вал устанавливают между генератором и редуктором или узлом ведомого шкива, крепят болтами с корончатыми гайками и шплинтуют. Под гайки следует устанавливать пружинные шайбы. Зазоры между фланцами соединяемых узлов не допустимы.
На узел ведомого шкива и карданный вал должны быть установлены предохранительные устройства.
Клиновые ремни устанавливают в последнюю очередь, вручную, без применения каких-либо приспособлений.
Регулировку натяжения выполняют
поджатием пружины натяжного устройства до рабочей высоты 110 ± 5 у привода
ТК-2.
4. Мероприятия по охране труда
Мероприятия по охране труда разрабатываются в соответствии с Основами законодательства Российской Федерации об охране труда и постановлением Минтруда России "Об утверждении Рекомендаций по планированию мероприятий по охране труда" от 27 февраля 1995 года N 11 для оказания помощи руководителям всех уровней, профсоюзным комитетам и иным уполномоченным работниками, представительным органам по планированию мероприятий по охране труда на предприятии, в учреждении, организации, направленных на предупреждение несчастных случаев на производстве, профессиональных заболеваний, улучшения условий и охраны труда, санитарно-бытового обеспечения работников железнодорожного транспорта.