Материал: ГЛАВА 3
Глава 3. Оценка физико-механических свойств поверхностного слоя и долговечности деталей в зависимости от технологии обработки
Вышеприведенный размерный анализ предусматривает отыскание всех технологический размеров. При этом аналитически доказывается обеспечение требований чертежа, если не нарушать найденных параметров технологии. Однако данные расчеты обеспечат только требуемый геометрический облик детали и то при условии, что найденные впоследствии режимы обработки обеспечат надежную (с точки зрения геометрии детали) реализацию процесса. Однако в ряде случаев, кроме обеспечения геометрических параметров детали, необходимо оценить физико-механические свойства получаемых поверхностей (остаточные напряжения, деформированное упрочнение и др.). Последние, безусловно, в значительной мере будут определяться режимами обработки, но полностью исключить влияние размерного анализа на физические параметры качества поверхностного слоя нельзя. Например, размерным анализом предопределен метод обработки и процесс, его реализующий; в этой ситуации становится прогнозируемым температурно-силовое воздействие на поверхность. Далее, размерным анализом выявляется общий и операционный припуск. Величина припуска также определяет уровень температурно-силового воздействия на поверхность при реализации процесса. Последнее будет влиять на формирование величины и знака остаточных технологических напряжений и на глубину и степень наклепа. Если выбором процесса и режимов обработки удалось создать благоприятные (с точки зрения эксплуатации) остаточные напряжения, то небезынтересно знать, как долго они будут оказывать упрочняющее воздействие на деталь при эксплуатации. В связи с вышеуказанным в данной главе даются некоторые теоретические аспекты формирования остаточных технологических напряжений и наклепа, предлагается решение некоторых задач, связанных с механизмом формирования напряжений, наклепа, оценки релаксации технологических напряжений и влияния последних на длительную прочность.
3.1. Формирование остаточных технологических напряжений
при резании
Известно, что при формообразовании деталей вследствие термомеханического воздействия в поверхностном слое формируются технологические остаточные напряжения (ост). Знак, величина, характер эпюры этих напряжений определяются множеством технологических условий, но все они так или иначе изменяют два параметра: тепловой и силовой. В первом приближении можно принять, что преобладание того или иного фактора (теплового или силового) и будет определять величину и знак остаточных напряжений. Общеизвестно также, что если в процессе обработки из-за высоких температур будут протекать термопластические деформации, то в поверхностном слое будут сформированы растягивающие напряжения. Условием протекания термопластических деформаций является достижение и превышение температурных напряжений Т предела текучести обрабатываемого материала. На рис. 3.1 показаны температурные зависимости Т и 0,2 для сплава на никелевой основе (у данного сплава нет физического предела текучести, поэтому указано значение напряжения при деформации 0,2 процента; при этом характеристика 0,2 найдена для упрочненного деформацией материала). Из рис.3.1 следует, что пересечение кривых (равенство т и 0,2) наблюдается при температуре 620oС, именно начиная с этой температуры (температуры начала термопластических деформаций т.д) в поверхностном слое будет формирование остаточных напряжений растяжения в осевом и тангенциальном направлениях. При всех условиях резания, при которых контактная температура не будет превышать т.д, в поверхностном слое формируются сжимающие остаточные напряжения.
т,
0,2,
МПа
1400
1200
1000
800
600
400 т
















0,2


т.д
100
300 500 700 900
o
, C
Рис.
3.1. Температурные зависимости
т
и 0,2
для никелевого сплава
ХН77ТЮР. Значения 0,2
даны для упрочненного
Деформацией сплава при испытании на сжатие
Для технолога обычно при известных значениях 0,2 = f () и т = f() следует определить режим обработки поверхности, обеспечивающий сжимающие или растягивающие напряжения. Для этого определяется точка пересечения зависимостей т = f() и 0,2 = f() и находится температура начала термопластической деформации т.д. Если по условиям эксплуатации известно, что деталь работает на растяжение (или при знакопеременных нагрузках), то необходимо в поверхностном слое сформировать (для разгрузки) остаточные напряжения сжатия. Из этого следует, что технологу следует найти такой вариант обработки (метод, режимы, инструмент, смазывающе-охлаждающую технологическую среду и др.), чтобы температура контакта инструментдеталь не превышала т.д, и, наоборот, если деталь работает на сжатие, то обработка должна вестись при температурах больше т.д и это будет приводить к формированию напряжений растяжения, обеспечивающих разгрузку металла в поверхностном слое.
Задача 3.1.1
Условие задачи
1. Температурные зависимости предела текучести на сжатие для жаропрочных сплавов на никелевой основе (с учетом деформационного упрочнения при резании) имеют следующий вид (в диапазоне температур 100900oС):
для сплава А
0,2 = 1670 33310 2 + 924 10 5 2 810 6 3;
для сплава Б
0,2 = 1600 19510 2 + 598 10 5 2 57610 8 3.
2. Зависимости температурных сжимающих поверхностных напряжений, возникающих при резании, описываются уравнениями (в диапазоне температур 100900oС):
для сплава А
т = 100 + 483 10 2 598 10 5 2 + 2710 7 3;
для сплава Б
т = 17 + 34410 2 23 10 4 2 + 3565 10 10 3.
Определить:
-
Какого знака будут технологические напряжения в поверхностном слое после резания при средней температуре контакта инструмент-деталь 500oС, 800oС для сплава А и при температурах контакта 400oС и 900oС – для сплава Б.
-
Какие режимы (какую температуру) резания следует назначить:
а) для получения сжимающих напряжений;
б) для получения растягивающих напряжений.
Задача 3.1.2
Условие задачи
Зависимость для определения температурных напряжений в поверхностном слое имеет вид
т = ( 2 1) ,
где - модуль упругости материала, МПа;
2 температура нагрева, oС;
1 температура окружающей среды, oС;
коэффициент линейного расширения при 2, 1/ oС
Определить:
-
Величину температурных напряжений при температурах 300oС, 500oС, 800oС, 900oС при следующих данных (см. табл.).
Таблица
|
2 |
Е, МПа |
, 1/oС |
|
300 |
2,2 10 5 |
1210 6 |
|
500 |
1,9 10 5 |
1410 6 |
|
800 |
1,210 5 |
1810 6 |
|
900 |
110 5 |
19,810 6 |
Примечание. В таблице приведены данные для упрочненного деформацией никелевого сплава.
2. Выявить, при каких указанных температурах в поверхностном слое при механической обработке будут формироваться сжимающие или растягивающие остаточные напряжения, если известна температурная зависимость изменения предела текучести для обрабатываемого материала в виде
0,2 = 1673 – 3,33 + 924 10 – 5 2 – 8 10 – 6 3.
-
Постройте графики зависимостей т = f() и 0,2 = f() и найдите температуру начала термопластической деформации.
3.2. К вопросу определения деформационного упрочнения (наклепа) при резании
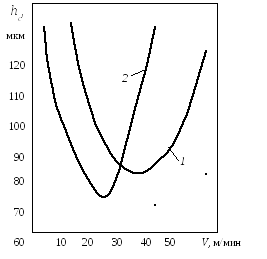
При механической обработке поверхностный слой заготовок деформируется, эта деформация характеризуется глубиной деформированного слоя (глубиной наклепа) h с и степенью N. Глубина и степень наклепа зависят от большого числа технологических факторов и физико–химических явлений, протекающих в зоне резания [4]. При обработке металлических материалов установлено, что зависимости hc = f(V) и N = f(V), где V- скорость резания, имеют сложный характер с минимумом глубины и степени наклепа на некоторой (оптимальной) скорости резания. Экстремальный характер указанных зависимостей обусловлен протеканием комплекса физических явлений, часть из которых действует в противоположных направлениях (с увеличением скорости или температуры резания).
Интенсивная деформация (наклеп) поверхностного слоя отрицательно сказывается на работоспособности деталей, особенно эксплуатирующихся при высоких температурах, в агрессивных средах. Поэтому в практике расчетов режимов резания стремятся определить такие условия обработки, которые бы обеспечивали минимальный и равномерный наклеп поверхности. Этим условиям соответствуют оптимальные режимы обработки, которые обеспечивают не только минимальную интенсивность износа инструмента, но и минимальный наклеп поверхностного слоя (по глубине и степени). В научно-технической литературе приводятся специальные номограммы по выбору таких режимов. Типичный характер влияния скорости резания на глубину наклепа при точении сплава ХН77ТЮР резцом из твердого сплава ВК6М приведен на рис. 3.2. Из представленных графических данных или аналогичных данных, но приведенных в аналитической форме, легко выбрать оптимальную скорость, обеспечивающую минимум глубины и степени наклепа поверхностного слоя. Из рис. 3.2 также следует, что