Материал: 43
ИЗМЕРЕНИЕ УГЛОВ ЗАТОЧКИ
ТОКАРНЫХ РЕЗЦОВ
Методические указания к лабораторной работе по дисциплинам «Технология конструкционных материалов», «Физико-химические процессы при обработке металлов»
Федеральное агентство по образованию Сибирская государственная автомобильно-дорожная академия
(СибАДИ)
Кафедра «Конструкционные материалы и специальные технологии»
ИЗМЕРЕНИЕ УГЛОВ ЗАТОЧКИ
ТОКАРНЫХ РЕЗЦОВ
Методические указания к лабораторной работе по дисциплинам «Технология конструкционных
материалов», «Физико-химические процессы при обработке металлов»
Составители Б. И. Калмин, М. С. Корытов (в авторской редакции)
Омск Издательство СибАДИ
2012
2
УДК 621.91 ББК 34.63-11
Рецензент канд. техн. наук, доц. В.Н. Никитин
Работа одобрена методической комиссией факультета АТ в качестве методических указаний к лабораторной работе для специальностей 050501, 140501, 190601, 190603, 190701, 190702, 270102, 270105, 270106, 270109, 270114, 270115, 190205, 200503, 220501.
Измерение углов заточки токарных резцов: Методические указания к лабораторной работе по технологии конструкционных материалов / Сост.: Б. И. Калмин, М. С. Корытов. – Омск: Изд-во СибАДИ, 2012. – 9 с.
Приводятся сведения о конструкции, основных поверхностях и углах заточки токарных резцов, дается методика измерения и расчета углов заточки токарного проходного резца.
Табл. 1 . Ил.5 . Библиогр.: 2 назв.
______________________________________________________
Редактор Т. И. Калинина
Подписано к печати 2012. Формат 60 х 90 1/16. Бумага писчая. Гарнитура Таймс.
Оперативный способ печати. Усл. п. л. 0,5 уч.-изд. л. 0,5. Тираж 300 экз. Изд. № . Заказ Цена договорная.
* * *
Издательство СибАДИ 644099, Омск, ул. П. Некрасова, 10
Отпечатано в ПЦ издательства СибАДИ 644099, Омск, ул. П.Некрасова, 10
Издательство СибАДИ, 2012
3
Цель работы – изучение конструкции и геометрии токарных резцов, освоение методики измерения их углов заточки.
ОСНОВНЫЕ ТИПЫ ТОКАРНЫХ РЕЗЦОВ
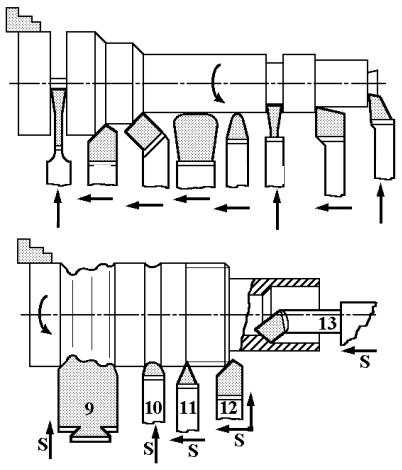
Все резцы делятся на типы в зависимости от их технологического назначения и конструктивных особенностей (рис. 1).
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
S |
S |
S |
S |
S |
S |
S |
S |
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|||||||||||
|
9 |
|
|
10 |
|
12 |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
|||||
S |
|
|
|
|
|
|
||||||||||||
|
|
|
S |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
S |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1. Схемы установки резцов различных типов
На рис. 1 приводятся схемы установки следующих типов резцов: 1 – отрезного; 2 – проходного прямого; 3 – проходного отогнутого; 4 – чистового широкого (лопаточного); 5 – чистового радиусного; 6 – прорезного (канавочного); 7 – проходного упорного; 8 – подрезного; 9 – фасонного призматического; 10 – галтельного; 11 – резьбового наружного; 12 – фасочного; 13 – расточного проходного.
По характеру обработки различают резцы черновые, получистовые и чистовые.
По направлению подачи резцы подразделяют на правые и левые. Правые работают с подачей справа налево, левые – слева направо.
4
По форме режущей части резцы делят на прямые отогнутые и оттянутые (№ 2, 3 и 6 соответственно на рис. 1).
По способу изготовления резцы бывают целые, с приваренной или припаянной пластинкой инструментального материала, со сменными пластинками режущего материала [1, 2].
ЧАСТИ РЕЗЦА
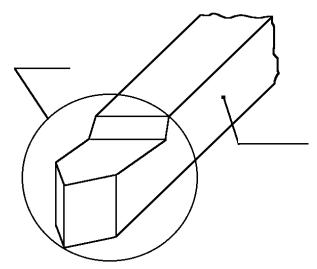
Резец состоит из режущей части – головки и крепежной части – державки (стержня), служащей для закрепления резца в резцедержателе станка (рис. 2) [1, 2].
Головка
Державка
Рис. 2. Части токарного резца
ЭЛЕМЕНТЫ ТОКАРНОГО ПРОХОДНОГО РЕЗЦА
Головка резца состоит из следующих элементов (рис. 3): передней поверхности, по которой сходит стружка; главной задней поверхности, обращенной к поверхности резания; вспомогательной задней поверхности, обращенной к обработанной поверхности; главной режущей кромки, образованной пересечением передней поверхности и главной задней поверхности; вспомогательной режущей кромки, образованной пересечением передней и вспомогательной задней поверхностей; вершины резца, образованной пересечением режущих кромок [1, 2].
КООРДИНАТНЫЕ ПЛОСКОСТИ
Для определения углов заточки резца используются следующие исходные координатные плоскости: плоскость резания, которая проходит