Материал: Методические указания к выполнению курсовой работы по дисциплине «Технология и оборудование контактной сварки» для студентов машиностроения. Бокарев Д.И
нок и образования металлических связей в твердой и жидкой фазах при контактной электросварке.
Необходимо также провести анализ степени развития сопутствующих процессов: эффекта воздействия тепла на металл околошовной зоны, условий кристаллизации металла, характера и степени пластической деформации.
В результате анализа должен быть выбран оптимальный для данного материала и конструкции изделия термомеханический цикл.
2.4 Выбор и расчет параметров режима сварки
2.4.1 Выбор материала и конструкции электродов
Материал электродов выбирают в зависимости от типа свариваемого материала по ГОСТу и литературным данным.
Форму и размеры рабочей поверхности электродов выбирают в зависимости от толщины и типа материала, траектории движения электродов (таблица 3) [9].
Для листовых плоских или слегка изогнутых деталей применяют электроды с плоской рабочей поверхностью. Сферическую форму поверхности следует выбирать при сварке легких сплавов и при движении электродов по дуге окружности. Для рельефной сварки цилиндрических деталей (например, проволоки) форма рабочей поверхности вогнутая с радиусом закругления, как у детали; для конусных деталей – конусная и т.п.
2.4.2 Расчет усилия сжатия электродов
Величина сварочного усилия РСВ определяется в зависимости от типа материала и его толщины
РСВ = Кр·s, (3)
где Кр – коэффициент, зависящий от материала (таблица 4), s – толщина деталей, мм;
При необходимости в зависимости от материала и технологии сварки по литературным данным определяют ковочное усилие РК. Подбирается оптимальная циклограмма процесса (изменение усилия и тока в процессе сварки) [9].
4
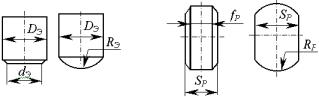
Таблица 3 - Рекомендуемые размеры электродов и роликов, мм
|
|
Размеры электродов |
|
|
Размеры роликов |
||||||||
|
Толщина |
|
|
|
|
|
|
|
|
|
|
|
|
|
деталей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Углеродистые, коррозионно |
- |
Алюминиевые, магниевые |
|||||||||
|
|
стойкие, жаропрочные стали |
|
и медные сплавы |
|||||||||
|
|
dЭ |
DЭ |
|
RЭ, RР |
SР |
|
fР |
DЭ |
|
SР |
RЭ, RР |
|
0,3 |
3 |
12 |
|
15-25 |
6 |
|
3 |
12 |
|
12 |
25 |
||
0,5 |
4 |
12 |
|
25-50 |
6 |
|
4 |
16 |
|
16 |
50 |
||
0,8 |
5 |
12 |
|
50-75 |
10 |
|
5 |
16 |
|
16 |
50-75 |
||
1,0 |
5 |
12 |
|
75-100 |
10 |
|
5 |
16 |
|
16 |
75 |
||
1,2 |
6 |
16 |
|
75-100 |
12 |
|
6 |
16 |
|
16 |
75 |
||
1,5 |
7 |
16 |
|
100-150 |
12 |
|
7 |
20 |
|
20 |
75-100 |
||
2,0 |
8 |
20 |
|
100-150 |
15 |
|
8 |
20 |
|
20 |
100 |
||
2,5 |
9 |
20 |
|
150-200 |
18 |
|
9 |
25 |
|
25 |
100 |
||
3,0 |
10 |
25 |
|
150-200 |
20 |
|
10 |
25 |
|
25 |
100-150 |
||
3,5 |
11 |
25 |
|
200-250 |
22 |
|
11 |
25 |
|
25 |
150 |
||
4,0 |
12 |
25 |
|
200-250 |
24 |
|
11 |
32 |
|
32 |
200 |
||
|
Примечание: размеры D, S – минимально рекомендуемые. |
||||||||||||
Таблица 4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ма т ер иа л |
|
|
|
|
|
Кр, Н/мм |
|
|||||
|
|
|
точечная сварка |
|
роликовая сварка |
||||||||
|
|
|
|
|
|
|
|
||||||
|
Низкоуглеродистая сталь |
|
1000 – 2000 |
|
2500 - 3000 |
||||||||
|
Нержавеющая сталь |
|
|
3500 – 4000 |
|
5000 – 5500 |
|||||||
|
Алюминиевые сплавы |
|
2500 – 3000 |
|
3000 – 3500 |
||||||||
|
Титан и его сплавы |
|
|
2000 – 3000 |
|
3500 – 4000 |
|||||||
|
Латунь |
|
|
|
|
|
|
2000 |
|
|
|
4000 |
|
2.4.3 Расчет времени сварки
Время сварки определяется, исходя из теплофизических характеристик свариваемого материала и его реакции на термический цикл. Для одноимпульсной сварки малоуглеродистой стали время
5
сварки (tСВ) tСВ = (0,1 – 0,3)s – при жестких режимах и tСВ = (0,8 – 1,0)s – при мягких режимах.
В других случаях tСВ выбирают по литературным данным [9].
2.4.4 Расчет сварочного тока
Детали нагреваются теплом, выделяемым при прохождении тока через них и контакты. При сварке двух деталей из одного и того же металла и равной толщины общее сопротивление rЭЭ (Ом) металла между электродами
rЭЭ = 2rД + 2rЭД + rДД , |
(4) |
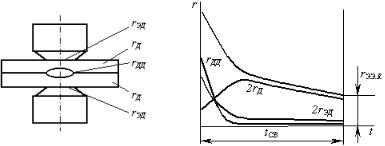
где rД – собственное активное сопротивление деталей; rЭД – контактное сопротивление между электродом и деталью; rДД – контактное сопротивление между деталями (рисунок 1).
Экспериментально установлено, что в условиях контактной точечной сварки сопротивления rЭД и rДД очень быстро снижаются в процессе нагрева и у стали практически становятся равными нулю при температуре 600 0С (для малоуглеродистой стали) (рисунок 2).
Рисунок 1 - Схема сопро- |
|
тивлений при точечной |
Рисунок 2 - Кинетика измене- |
сварке |
ния электрических сопротив- |
|
лений при точечной сварке |
Таким образом, общее омическое сопротивление участка цепи между электродами в процессе контактной сварки будет определяться собственным сопротивлением свариваемых деталей. Оно может быть найдено, исходя из допущения, что физический контакт между электродом и деталью в конце сварки распространяется на
6
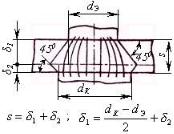
всю площадь диаметром dК, зависящим от приложенного к электродам усилия и толщины деталей (рис. 3).
Для стали dК = dЭ + αs (мм), где s – толщина более тонкой детали, мм; α – коэффициент, зависящий от усилия сжатия электродов. При сварке на «жестких» режимах α = 1,5 ÷ 1,7; на «мягких» - 1,0.
Таким образом, к концу сварки ток к каждой детали будет подводиться через площадки с диаметрами dК и dЭ. Для определения сечения объема, в котором находится поле линий тока, из концов диаметров проводятся прямые под углом 450. При этом деталь условно разбивается на две пластинки неравной толщины δ1 и δ2 (рисунок 3).
Собственное сопротивление пластинки толщиной δ1 + δ2, неравномерно нагретой в условиях точечной сварки с контактами неодинакового размера, можно приближенно рассчитать по формуле как полусумму сопротивлений двух пластинок толщиной 2δ1 и 2δ2 , зажатых соответственно между равными электродами dК и dЭ:
|
|
|
|
|
r |
|
|
1 |
А к |
' |
|
2 1 |
|
|
1 |
А к |
'' |
2 2 |
, |
(5) |
|||
|
|
|
|
|
|
|
Т dЭ2 |
|
|
|
|||||||||||||
|
|
|
|
|
|
Д |
2 1 |
2 2 |
Т dК2 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
4 |
|
|
|
|
где А1 |
и А2 – коэффициенты, зависящие соответственно от соотно- |
||||||||||||||||||||||
шений |
|
dЭ |
и |
|
dК |
, учитываю- |
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
2 1 |
|
2 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
щие, что фактическое сопротив- |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
ление детали меньше сопротив- |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
ления цилиндра металла, зажа- |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
того между электродами диа- |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
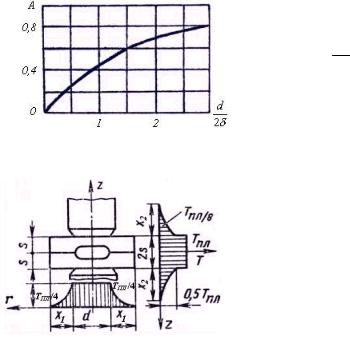
метром dК и dЭ, определяются по |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
графику, |
представленному |
на |
|
|
Рисунок 3 - Схема поля тока для |
||||||||||||||||||
рисунке 4; |
Т' |
и Т" - удельные |
|
|
|||||||||||||||||||
|
|
расчета |
сопротивления детали с |
||||||||||||||||||||
электрические |
|
|
сопротивления |
|
|
неодинаковыми размерами |
кон- |
||||||||||||||||
при температурах Т1 и Т2 соот- |
|
|
тактов |
|
|
|
|
|
|
||||||||||||||
ветственно для пластинок δ1 |
и δ2 |
|
|
|
|
|
|
|
|
|
|
||||||||||||
(при сварке стали к концу процесса Т1 = 1200 0С (0,8ТПЛ) и Т2 = 1530 0С (ТПЛ)); к – коэффициент, учитывающий неравномерность нагрева
7
пластинок толщиной δ1 и δ2. При сварке большинства сплавов к = 0,85.
Удельные электрические сопротивления определяют по формулам
Т' |
0 (1 Т1); |
(6) |
Т" |
0 (1 Т2 ), |
(7) |
где 0 - удельное сопротивление металла при 20 0С (для малоугле-
родистой стали 0 = 15·10-6 Ом·м; = 0,004 0С-1).
При сварке деталей равной толщины общее сопротивление между электродами равно 2rД, при сварке деталей разной толщины производится расчет для обеих деталей и берется их сумма.
Рисунок 4 - Зависимость коэффициента А
от отношения d
2
Количество тепла, необходимого для сварки отдельной точки Q, может быть определено из уравнения теплового баланса
Q = QПОЛ + Q1 + Q2 + Q3 (Дж), (8)
где QПОЛ – тепло, расходуемое на нагрев условно выделенного центрального столбика металла диаметром dЭ, зажатого между электродами (рисунок 5); Q1 – потери тепла на нагрев деталей вне центрального столбика; Q2 – потери тепла в электроды; Q3 – потери тепла лучеиспусканием с поверхности свариваемых деталей и конвективным теплообменом
8