Материал: Методические указания для выполнения лабораторных работ «Обработка поверхностей на шлифовальных станках, на протяжных станках и шлицевых поверхностей». Пачевский В.М., Воропаев Н.И
Суперфиниширование - доводка, осуществляемая при одновременно выполняемых колебательном движении абразивного инструмента и вращении заготовки. Применяется для обработки плоскостей, наружных и внутренних цилиндрических поверхностей и др. Для суперфиниширования применяют шлифовальные бруски зернистостью от 3 до М14, а также алмазные и эльборовые бруски. В процессе обработки бруски совершают от 500 - 600 до 2000 - 3000 дв. ход/мин с амплитудой 2 - 5 мм. Обрабатываемая заготовка при этом имеет скорость 20 - 45 м/мин, совершая 700 - 3000 ход/мин. В результате этой обработки обеспечивают параметр шероховатости до Ra = 0,16...0,01 мкм и отклонение от заданной формы не более 5 мкм.
Для обработки заготовок во вращающихся барабанах и вибрационных установках, в процессе которой удаляются заусенцы, следы коррозии, окалина, притупляются кромки и повышается качество поверхности, используют специальные абразивные тела (рис. 1.1, в), которые вместе с деталями загружают в барабан. Шлифовальные сегменты (рис. 1.1, г) применяют для образования сборных шлифовальных кругов больших размеров, работающих торцом, для обдирочной обработки. Сегменты крепят на планшайбе, которую устанавливают на шпинделе станка. Сегментные круги обеспечивают удобство подвода СОЖ, отвода отходов шлифования, уменьшают зону соприкосновения круга с заготовкой и нагрев ее в процессе шлифования. Все это позволяет повысить режимы обработки и сократить время обработки.
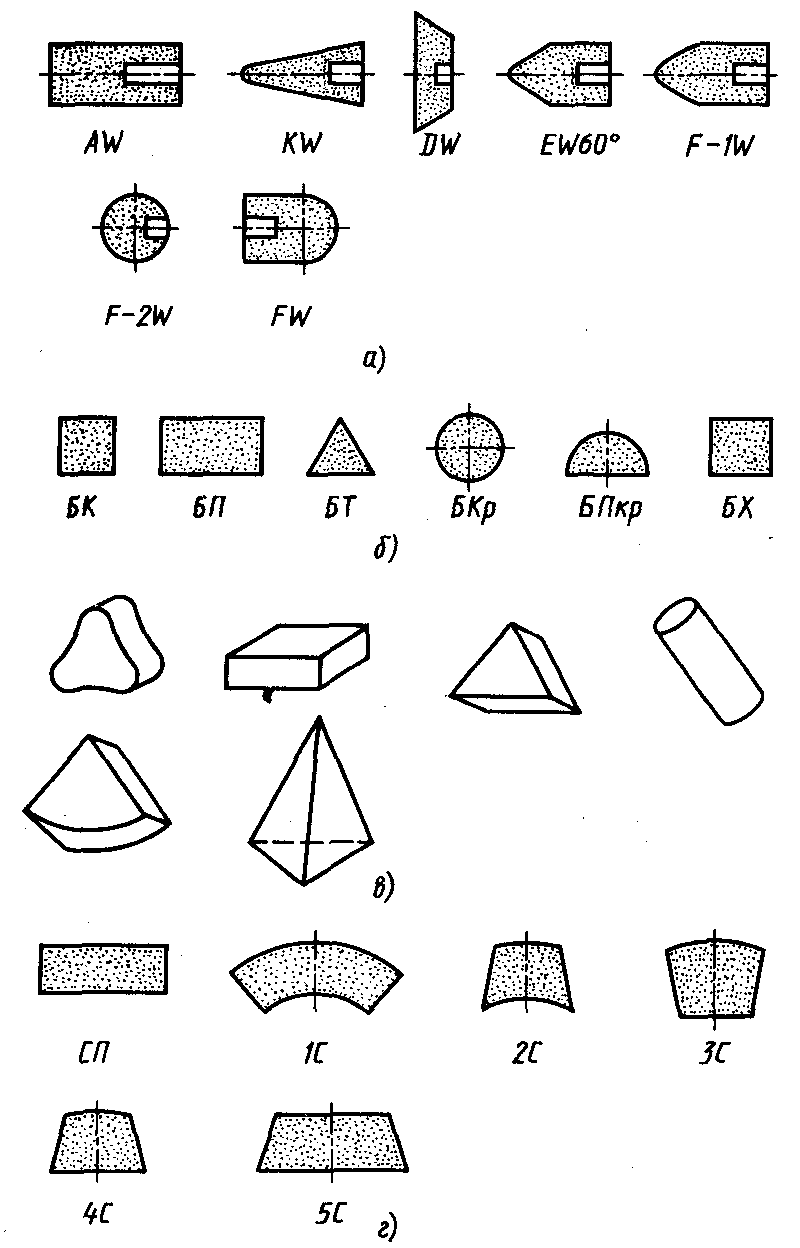
Рис. 1.1. Основные профили абразивных инструментов:
а - головки шлифовальные (ГОСТ 2447-82):
AW - цилиндрическая; KW - коническая с закругленной вершиной; DW - угловая; EW 60 °-коническая; с углом конуса 60 °; F - 1W -сводчатая; F-2W - шаровая; FW - шаровая с цилиндрической боковой поверхностью; б - бруски шлифовальные (ГОСТ 2456-82): БК - квадратные; БП - плоские;
БТ - трехгранные; БКр - круглые; БПкр - полукруглые;
БХ -хонингованные плоские; в - абразивные тела для виброабразивной обработки; г - сегменты шлифовальные
(ГОСТ 2464-82); СП - плоские: 1С - выпукло-вогнутый;
2С - вогнуто-выпуклый; ЗС - выпукло-плоский;
4С - плоско-выпуклый; 5С - трапециевидный
Этого же добиваются, создавая у кругов прерывистую рабочую поверхность за счет пазов или отверстий (рис. 1.2).
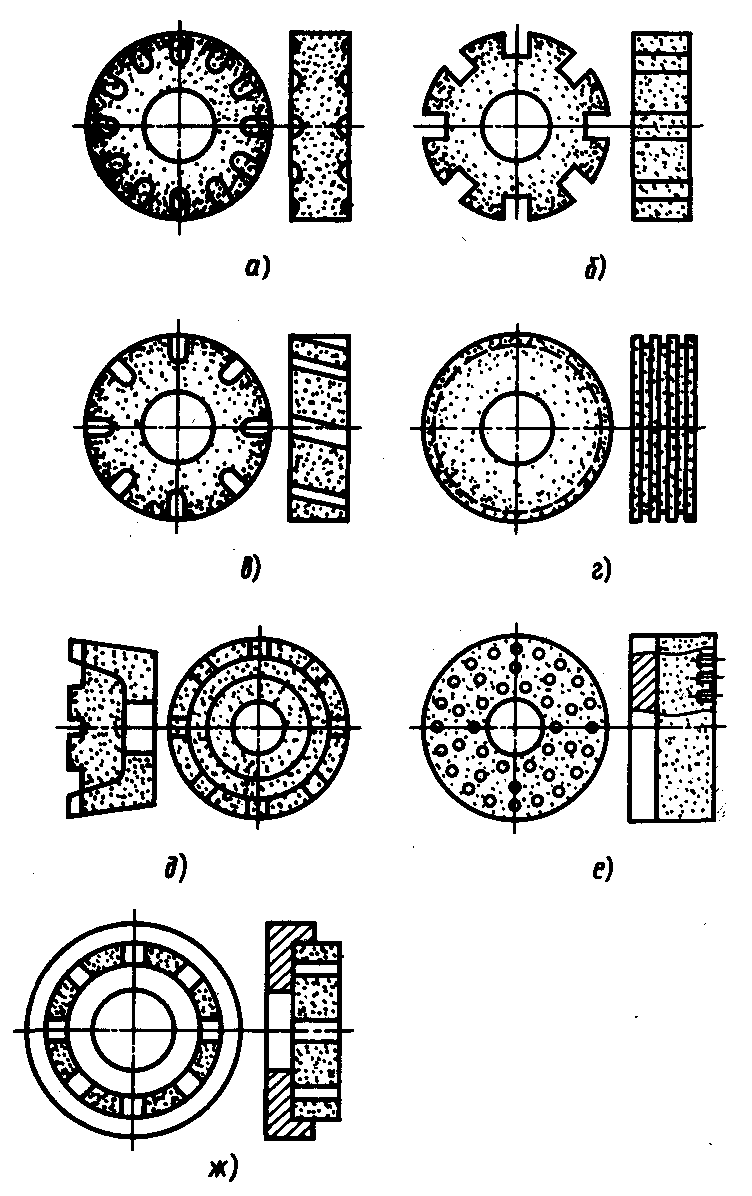
Рис. 1.2. Круги с прерывистой рабочей поверхностью:
а - с выточками; б - с прямыми пазами; в - с наклонными пазами; г - с кольцевыми канавками; д - с пазами на торце;
е - с отверстиями; ж- сегментные
Для обработки различных заготовок применяют абразивные материалы, зерна которых не закреплены жестко между собой. К этой категории абразивных материалов относят порошки, абразивные пасты (жидкие, мазеобразные, твердые и гидроабразивные суспензии), применяемые для доводочных работ.
Выбор зернистости абразивного инструмента. Зернистость - условное обозначение шлифовального материала, соответствующее размеру абразивных зерен основной фракции. По ГОСТ 3647-80 абразивные материалы делят на четыре основные группы: шлифзерно, шлифпорошки, микрошлифпорошки, тонкие микрошлифпорошки.
Зернистость шлифзерна и шлифпорошков выражают в сотых долях миллиметра, зернистость микрошлифпорошков и тонких микрошлифпорошков в микрометрах.
Шлифзерно: 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16.
Шлифпорошки: 12, 10, 8, 6, 5, 4.
Микрошлифпорошки: М63, М50, М40, М28, М20, М14.
Тонкие микрошлифпорошки: М10, М7, М5.
Зернистость шлифзерна и шлифпорошков обозначают как 0,1 размера стороны ячейки сита в свету в микрометрах, на котором задерживаются зерна основной фракции при их просеивании. Зернистость микропорошков обозначают по верхнему пределу зерен основной фракции. Зерновой состав шлифовальных материалов характеризуют процентным содержанием следующих фракций: предельной, крупной, основной, комплексной и мелкой. Размеры зерна основной фракции устанавливают в зависимости от зернистости.
В зависимости от процентного содержания зерен основной фракции зернистость подразделяют на четыре индекса: В - с высоким содержанием (60 - 55 %) для микрошлифпорошков, П - с повышенным (55 - 45 %) для кругов класса АА диаметром до 300 мм, Н - с нормальным содержанием (45 - 40 %) для кругов диаметром свыше 300 мм, заточных кругов и кругов для обработки неметаллических материалов, Д - с допустимым содержанием (41 - 37 %) для кругов на органической связке и шкурки.
Зернистость абразивного инструмента выбирают исходя из его назначения и требуемого качества поверхности обработанной детали. Инструменты с более крупными зернами дают возможность работать с большими глубинами шлифования, меньше засаливаются и более производительны, однако при этом ухудшаются качество и точность обрабатываемой поверхности. Для зачистки заготовок, отливок, поковок, штамповок применяют круги зернистостью 125 - 80, для плоского шлифования торцом круга, заточки резцов, отрезки и правки абразивного инструмента - круги зернистостью 80 - 50, для заточки режущих инструментов - круги зернистостью 63 - 25
(Ra = 1,25...0,63 мкм), для чистового шлифования, обработки фасонных поверхностей, заточки мелких инструментов - круги зернистостью 32 - 16 (Ra = 0,63...0,16 мкм), для отделочного шлифования, суперфиниширования, окончательного хонингования и доводки инструменты зернистостью 6-М40 и меньше (Ra = 0,32...0,01 мкм).
Выбор связок абразивного инструмента. Связка закрепляет зерна в абразивном инструменте. В качестве связок применяют неорганические вещества (керамические, магнезиальные, силикатные), мемаллы, органические вещества (естественные - шеллаковые связки), синтетические (бакелитовые, вулканитовые, эпоксидные, глифталиевые связки). Комбинации органических и неорганических веществ образуют металлоорганические, металло-керамические и другие виды связок.
На керамической связке выпускают до 60 % абразивных инструментов, на бакелитовой 30 %, на вулканитовой 5 - 7 % и на других связках 3 - 5 %. Инструменты на керамической связке обладают высокой прочностью, хрупкостью, жесткостью, химической стойкостью, их рекомендуют для выполнения всех видов шлифования, кроме обдирки на подвесных станках, отрезки, прорезки узких пазов, плоского шлифования торцом круга. В промышленности применяют несколько видов керамических связок: для инструмента из электрокорундовых материалов - К1, К2, К4, К5, К6, К8, для инструментов из карбидокремниевых материалов К3, К10.
Ниже приведены наиболее распространенные керамические связки, применяемые для изготовления абразивных инструментов. Керамические связки разделяют на спекающиеся при термической обработке (К3, К10), применяемые для изготовления инструментов из карбида кремния, и плавящиеся (К5, К8), обеспечивающие наиболее эффективное связывание белого и нормального электрокорундов. Для изготовления инструментов из легированных электрокорундов рекомендуют связку К6, изготовляемую на основе бариевого стекла. Основой всех связок является кремнезем (SiО2) и глинозем (Аl2О3), содержание которых в связках колеблется для различных марок от 74 до 86 %. Кроме того, в связки входят различные сорта жидкого стекла, ряд окислов металлов и другие элементы.
При изготовлении инструментов из карбида кремния не рекомендуется применять плавящиеся связки, так как при расплавлении этих связок жидкая фаза входит во взаимодействие с зернами карбида кремния и разлагает их на кремний и углерод, что ухудшает их режущие свойства.
В последнее время для изготовления высокопрочных кругов, работающих со скоростью 80 м/с и более, широко применяют плавящую связку К43, изготавливаемую на основе литийсодержащего борного стекла с добавкой фтористых соединений.
Круги на бакелитовой связке имеют по сравнению с керамическими более высокую прочность, особенно при работе на сжатие, и большую упругость. В качестве основы в бакелитовой связке применяют бакелит в виде порошков (пульвербакелит - смесь новолочной смолы с уротропином) или жидкости (жидкая резольная смола).
Прочность кругов из карбида кремния, изготовленных на жидком бакелите, ниже на 15 - 20 %, а кругов из электрокорунда ниже на 5 - 10 %, чем кругов, изготовленных на пульвербакелите. На бакелитовой связке, так же как и на керамической, изготавливают абразивные инструменты всех форм и размеров. Кроме того, на бакелитовой связке изготавливают круги толщиной до 1 мм и меньше, применяемые для отрезки и прорезки узких пазов.
К недостаткам бакелитовой связки следует отнести ее невысокую теплостойкость. При нагреве до 200 °С она приобретает хрупкость, а при длительном нагреве при температуре 250 - 300 °С выгорает. При охлаждении щелочными растворами (свыше 1,5 % щелочи) абразивные инструменты на бакелитовой связке несколько теряют свою твердость и прочность. Инструменты на бакелитовой связке обладают высокой самозатачиваемостью в процессе работы и обеспечивают меньший нагрев обрабатываемой заготовки по сравнению с обработкой инструментами на керамической связке.
В абразивный инструмент на бакелитовой связке иногда вводят наполнитель, его назначение - придать инструменту необходимые физико-механические, технологические и эксплуатационные свойства. Наполнителями обычно служат: неабразивные материалы, которые уменьшают нагрев заготовок при шлифовании за счет повышения их теплопроводности (соединения металлов, антифрикционные вещества типа СОЖ), вещества, активизирующие процесс шлифования путем химического воздействия с обрабатываемым материалом (сера, галогеносодержащие вещества и т. п.), и вещества, повышающие адгезию абразивного зерна к связке (жидкие компоненты абразивных паст, минеральных веществ и т. п.).
Бакелитовые связки имеют три основные разновидности: Б и Б1, изготавливаемые из пульвербакелита, Б2, получаемую из жидкого бакелита, и специальную БЗ, применяемую для изготовления резьбошлифовальных и тонких отрезных кругов. Связку Б изготавливают с наполнительным криолитом; для увлажнения в нее добавляют жидкий бакелит. Связка Б1 отличается от Б наполнителем.
Вулканитовая связка является провулканизированной смесью каучука с серой. Для ее изготовления применяют синтетические каучуки. В зависимости от содержания серы регулируется процесс вулканизации. При содержании серы до15 % изделие получают мягким, эластичным; при введении серы до 60 % - жестким, твердым. Первые используют для полирования и отделочных операций, вторые - для резки, глубинного шлифования и т. п. Для ускорения процесса вулканизации используют порошки каптакса, альтаков и тиурама в количестве 0,5 - 3 %. Для повышения прочности изделий в связку вводят асбест, каолин, глину, криолит и т. п. Повышение теплостойкости обеспечивают введением в связку металлических композиций или пирита. Для повышения формовочных свойств смеси, регулирования твердости изготавливаемого абразивного инструмента и повышения адгезии связки к зерну в качестве мягчителей в смесь добавляют органические вещества: жирные кислоты, рубракс, полидиены, идитол и дибутилфталат. Количество мягчителя подбирают эмпирически в зависимости от требуемой твердости инструмента.
Вулканитовая связка прочно удерживает зерна, но будучи эластичной, деформируется при работе, что снижает процесс самозатачивания. При этом повышается полирующая способность инструмента, но производительность обработки снижается. В отличие от инструментов на других связках, инструмент на вулканитовой связке содержит на 10 - 20 % шлифовального зерна больше, а пористость его соответственно ниже.
Для увеличения процесса самозатачивания кругов на бакелитовой связке используют вещества, повышающие пористость (поваренную соль, нафталин), которые растворяются или выводятся при термической обработке, за счет чего образуются поры, и хрупкие материалы (известняк, мрамор, гипс, уголь, кварц и т. д.), которые выкрашиваются непосредственно в процессе шлифования, образуя при этом поры.
Для повышения прочности и эксплуатационных свойств инструмента применяют наполнители - окиси магния и цинка. При оптимальном содержании наполнителя (10 - 20%) прочность связки увеличивается в 10 - 15 раз. На вулканитовой связке делают жесткие круги В, В1, В2, ВЗ, применяемые для отрезки и прорезки пазов, и гибкие 1ГК - 4ГК, применяемые для полирования и отделочного шлифования.
Кроме шлифовального материала, зернистости, связки абразивный инструмент характеризуется твердостью и структурой. Твердость абразивных инструментов определяется свойством связки оказывать сопротивление прониканию в абразивный инструмент другого тела.
По твердости шлифовальные инструменты делят на восемь основных групп: ВМ - весьма мягкие; М - мягкие; СМ - сред-немягкие; С - средние; СТ - среднетвердые; Т - твердые; ВТ - весьма твердые; ЧТ - чрезвычайно твердые. Внутри группы твердость инструментов разделяют по номерам, причем большему номеру соответствует большая твердость в группе. Всего шлифовальные инструменты выпускают 18 различных твердостей - от ВМ1 до ЧТ2, условно обозначенных номерами 0 – 17 в табл. 1.2:
Таблица 1.2
Твердость номер |
ВМ1 0 |
ВМ2 1 |
Ml 2 |
М2 3 |
M3 4 |
СМ1 5 |
Твердость номер |
СМ2 6 |
C1 7 |
С2 8 |
СТ1 9 |
СТ2 10 |
СТ3 11 |
Твердость номер |
Т1 12 |
Т2 13 |
ВТ1 14 |
ВТ2 15 |
ЧТ1 16 |
ЧТ2 17 |
Алмазные инструменты и инструменты из кубического нитрида бора. Применение алмазов и кубического нитрида бора (эльбора, кубонита) для изготовления абразивных инструментов позволяет повысить их стойкость в 5 - 10 раз и более по сравнению с инструментами из электрокорунда и карбида кремния, дает возможность эффективно обрабатывать высокотвердые и труднообрабатываемые материалы и повысить качество и точность обрабатываемых заготовок.
Алмазные и эльборовые круги состоят из корпуса и закрепленного на нем рабочего слоя. Исключение составляют круги прямого профиля малых диаметров: алмазные до 13 мм, эльборовые до 22 мм, которые состоят целиком из рабочего слоя.
Алмазные и эльборовые шлифовальные круги изготавливают с учетом рекомендаций по ГОСТ 24747-81, который регламентирует форму корпуса круга, форму сечения рабочего слоя, расположение рабочего слоя на корпусе.
Размеры алмазных кругов выбирают по ГОСТ 16167-80 - ГОСТ 16180-82, кругов из эльбора - по ГОСТ 17123-79Е. В табл. 1.3 приведены основные формы и размеры алмазных и эльборовых кругов. Корпуса кругов обычно изготовляют из алюминия АК6 или из стали (сталь Ст3, 35 или 45). Для кругов на органической связке применяют также корпуса из пластмассы и алюминобакелита (90 % алюминиевого порошка и 10 % пульвербакелита). У кругов на керамической связке корпуса делают керамические из нормального или белого электрокорунда, связка та же, что и у рабочего слоя. Рабочий слой у кругов состоит из алмазных или эльборовых порошков, связки и наполнителя. Аналогичная конструкция и у кругов из кубонита.
Таблица 1.3
Основные типы и размеры кругов из СТМ
Наименование и обозначение круга |
Форма круга |
Размеры, мм |
1 |
2 |
3 |
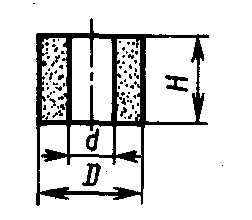
Шлифовальный плоский прямого профиля:
алмазные 1А1 (АПП)
эльборовые 1А1 (ЛПП) |
|
D = 16...500 H = 2...10 d = 6...203
|
|
D = 25...500 H = 4...50 d = 6...305
|
|
Шлифовальные плоские прямого профиля без корпуса:
алмазные А8 (А1ПП) эльборовые А8 (Л1ПП) |
|
D = 6...13 H = 6...10 d = 2...4
|
D = 1...22 H = 1,6...25 d = 0,5...8 |
||
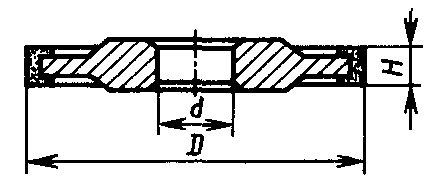
Алмазные шлифовальные плоские прямого профиля трехсторонние 14V1 (А2ПП) |
|
D = 125...250 H = 10...20 d = 32...76
|
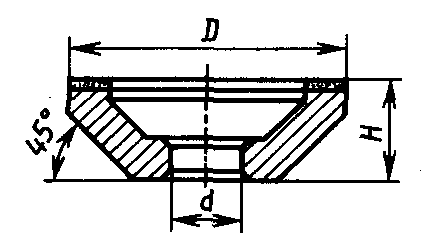
Шлифовальные чашечные конические:
алмазные 12А2 = 45 (АЧК) эльборовые 11А2 (ЛЧК) |
|
D = 50...250 H = 19,5...52 d = 16...76
|
Продолжение табл. 1.3